сл
СЛ СЛ
со
N9
Изобретение относится к деревообрабатывающей промышленности, в частности к производству древесностружечных плит.
Целью изобретения является повышение производительности линии за счет автоматического регулирования подачи щепы в стружечный станок в зависимости от степени затупления ножей.
На фиг. 1 изображена линия подготовки стружки; на фиг. 2 - узел контроля нагрузки двигателя.
Линия изготовления стружки включает рубительную машину 1, бункер 2 щепы с подающим шнеком 3, откуда щепа по транспортеру 4 передается в стружечный станок 5.
сокращает время простоев на смену ножей, т. е. увеличивается производительность всей линии.
Формула изобретения
1. Линия изготовления стружки, включающая рубительную машину, бункер щепы с подающим шнеком с электроприводом, транспортер, стружечный станок и узел конт- Ю роля нагрузки двигателя стружечного станка, отличающаяся тем, что, с целью повышения производительности линии за счет автоматического регулирования подачи щепы в стружечный станок в зависимости
Стружечный станок 5 приводится в действие 15 от степени затупления ножей, узел контроля электродвигателем 6, а приводной шнек - нагрузки двигателя выполнен в виде дат- электродвигателем 7. Двигатель б и двига- Чика тока, блока управления, блока токо- тель 7 связаны с узлом 8 контроля на- ограничения, логического элемента, тирис- грузки двигателя.торного преобразователя и узла обратной
Узел 8 контроля нагрузки двигателя связи, при этом выход тиристорного преоб- включает датчик 9 тока, логический эле- 20 разователя подключен к клеммам электропривода подающего шнека и первым входам тиристорного преобразователя и логического элемента, а первый выход последнего подключен к управляющему входу тиристорного прерически связан с логическим элементом 10, 25 образователя, второй выход которого связан блок 12 токоограничения с логическим эле- с выходом блока токоограничения, причем
первый вход последнего подключен к первому выходу блока управления, а второй вход -- к второму выходу логического элемента, кроме того, третий выход логического элеменмент 10, блок 11 управления, блок 12 токоограничения, тиристорный преобразователь 13, узел 14 обратной связи, блок 15 питания, причем блок 11 управления электментом 10 и тиристорным преобразователем 13, а тиристорный преобразователь 13 с узлом 14 обратной связи.
Линия работает следующим образом.
Щепа, поступающая из рубительной ма- зо та связан с первым входом блока управлешины 1, поступает в сборный бункер 2, откуда с помощью приводного шнека 3 подается на транспортер 4, который пересыпает ее в стружечный станок 5.
По мере затупления ножей в ножевом барабане стружечного станка 5 вырастает 35 нагрузка на электродвигатель 6.
Сигнал от датчика 9 тока поступает через логический элемент 10 и блок 11 управления в тиристорный преобразователь 13.
ния, второй вход которого подключен к выходу датчика тока, а выход последнего и выход блока управления связаны соответственно с вторым и третьим входами логического элемента.
2. Линия по п. 1, отличающаяся тем, что логический элемент выполнен в виде магнитного реле с рабочими и независимыми обмотками управления, причем независимые обмотки управления подключены соответстВ зависимости от величины этого сигна-4Q венно к входу блока токоограничения, блола соответственно изменяется скорость вра-ка управления и выхода узла обратной священия двигателя 7 постоянного тока, шнека 3зи, а рабочие обмотки подключены к управи подача щепы уменьшается, что увеличи-ляющим входам тиристорного преобразовавает срок службы рубительных ножей,теля.
сокращает время простоев на смену ножей, т. е. увеличивается производительность всей линии.
Формула изобретения
ния, второй вход которого подключен к выходу датчика тока, а выход последнего и выход блока управления связаны соответственно с вторым и третьим входами логического элемента.
2. Линия по п. 1, отличающаяся тем, что логический элемент выполнен в виде магнитного реле с рабочими и независимыми обмотками управления, причем независимые обмотки управления подключены соответственно к входу блока токоограничения, блоh VWWWW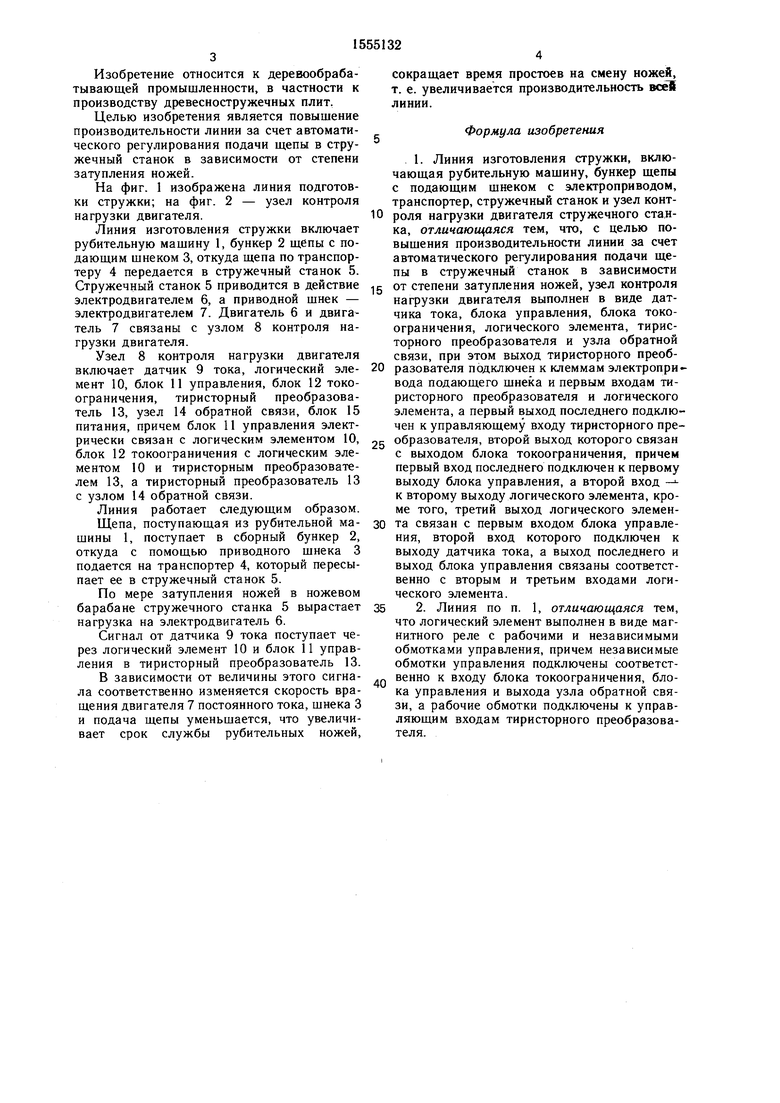
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для бункерования сортировки и проклеивания древесных частиц | 1983 |
|
SU1152669A1 |
| Устройство управления пуском асинхронного двигателя | 2020 |
|
RU2737953C1 |
| Электропривод постоянного тока шахтной подъемной установки | 1986 |
|
SU1324976A1 |
| СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРОПРИВОДОМ | 1994 |
|
RU2079962C1 |
| ТРИРИСТОРНЫЙ ПРЕОБРАЗОВАТЕЛЬ НАПРЯЖЕНИЯ ДЛЯ РЕГУЛИРОВАНИЯ СКОРОСТИ АСИНХРОННОГО ДВИГАТЕЛЯ | 1995 |
|
RU2115213C1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭЛЕКТРОМЕХАНИЧЕСКОЙ СИСТЕМОЙ С ВЯЗКОУПРУГОЙ КИНЕМАТИЧЕСКОЙ СВЯЗЬЮ | 2010 |
|
RU2446552C2 |
| УСТРОЙСТВО ЭЛЕКТРОПРИВОДА ОТКРЫВАНИЯ ДНИЩА КОВША ЭКСКАВАТОРА | 2020 |
|
RU2750826C1 |
| Устройство для управления тяговым электроприводом | 1972 |
|
SU455024A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭЛЕКТРОМЕХАНИЧЕСКОЙ СИСТЕМОЙ | 2010 |
|
RU2428735C1 |
| Устройство пуска асинхронного двигателя от дизель-генераторной установки | 2023 |
|
RU2821417C1 |
Изобретение относится к деревообрабатывающей промышленности и может быть использовано при производстве древесностружечных плит. Цель изобретения - повышение производительности за счет автоматического регулирования подачи щепы в стружечный станок в зависимости от степени затупления ножей. Щепа из рубильной машины 1 через сборный бункер 2 с подающим шнеком 3 посредством транспортера 4 поступает в стружечный станок 5, который приводится в действие электродвигателем 6, а приводной шнек - электродвигателем 7. Электродвигатели 6 и 7 связаны с узлом 8 контроля нагрузки. При затуплении ножей стружечного станка 5 увеличивается нагрузка на электродвигатель 6. Сигнал от датчика 9 тока поступает через логический элемент 10 и блок 11 управления, который служит для задания режима работы в автоматическом и ручном режиме и при помощи которого можно регулировать выходное напряжение, в тиристорный преобразователь 13, который преобразует переменное напряжение в постоянное. В зависимости от величины этого сигнала соответственно изменяется скорость вращения электродвигателя 7 подающего шнека 3 и подача щепы уменьшается. 1 з.п. ф-лы, 2 ил.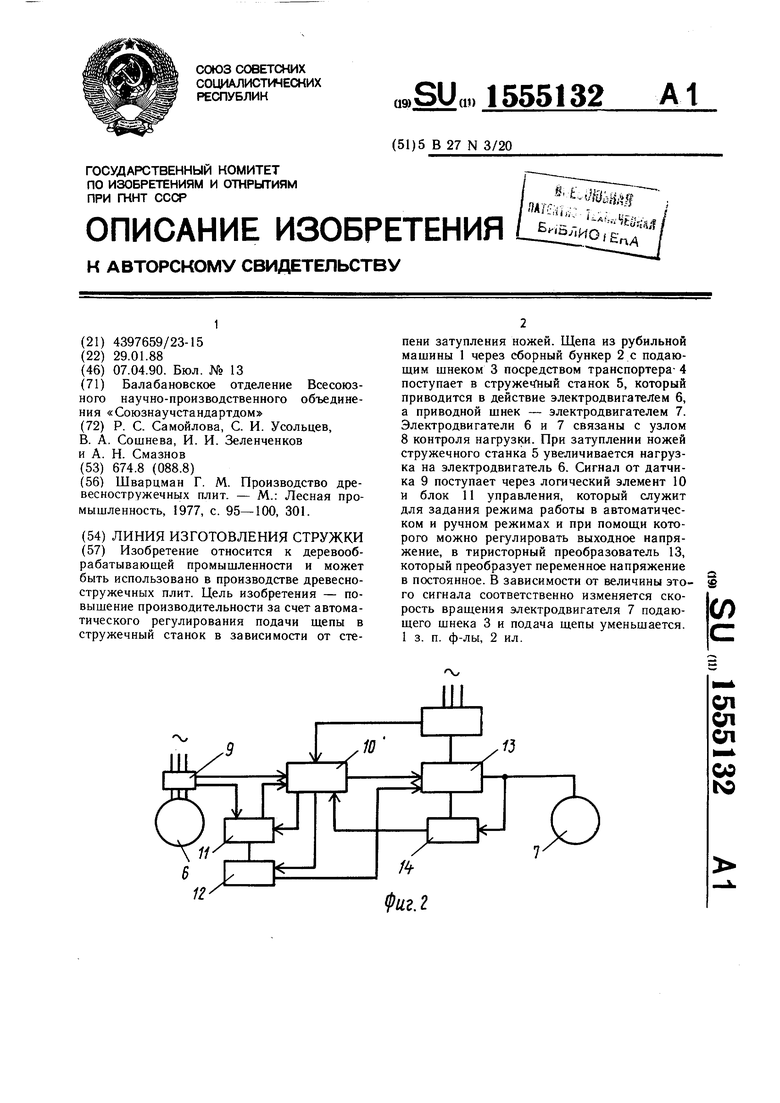
U
Фм.1
/////////
| Шварцман Г | |||
| М | |||
| Производство древесностружечных плит | |||
| - М.: Лесная промышленность, 1977, с | |||
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
