Изобретение относится к сварке давлением одноименных и разнородных материалов и может быть использовано в электронной, авиационной и других отраслях промышленности.
Целью изобретения является расширение технологических возможностей и повышение качества сварного соединения.
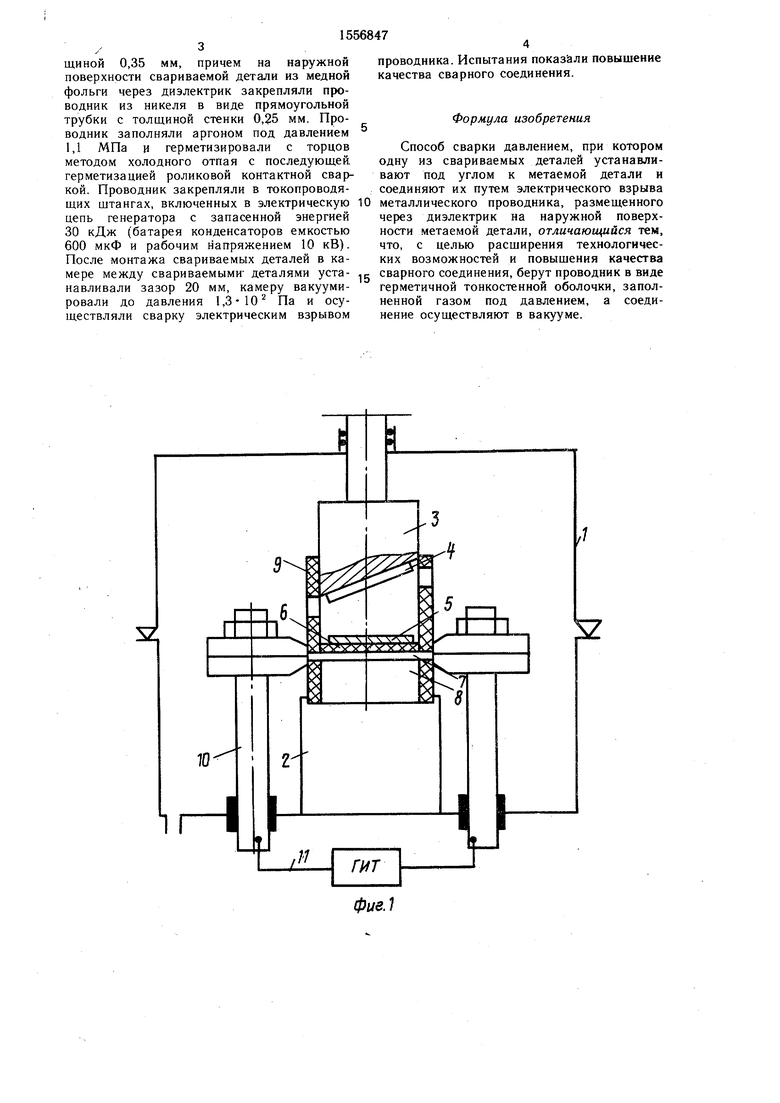
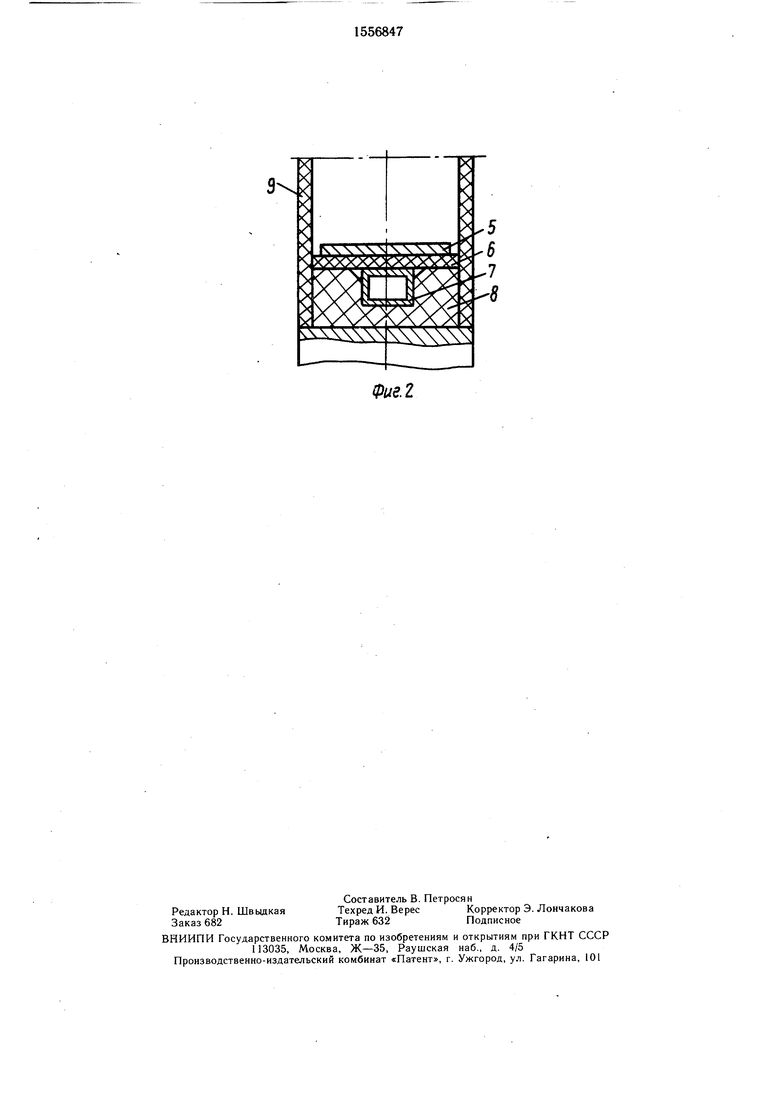
На фиг. 1 показана схема осуществления способа; на фиг. 2 - рабочий стол, сечение.
В вакуумной камере 1 (фиг. 1) на рабочем столе 2 и пуансоне 3 закрепляют свариваемые детали 4 и 5. На наружной поверхности метаемой детали 5 через диэлектрик 6 (фиг. 2) размещают тонкостенную оболочку 7, заполненную газом под давлением. Оболочка 7 опирается на диэлектрическое основание 8, которое закрепляют на рабочем столе 2. Пуансон 3, свариваемые детали 4 и 5, диэлектрик 6, оболочку 7 и основание 8 размещают в обечайке 9, выполненной из диэлектрика. На наружной стороне обечайки 9 оболочка 7 соприкасается с токопроводящими штангами 10, включенными в электрическую цепь 11 генератора импульсов тока. При пропускании тока через оболочку 7 последняя взрывается. Под действием взрыва метаемая деталь 5 соединяется с деталью 4. Благодаря взрыву оболочки, заполненной газом под давлением, в вакууме создается возможность управлять скоростью полета метаемой детали, так как основной энергоноситель локализован в герметичном объеме, а среда, которая бы передавала ударную волну, отсутствует (вакуум в камере) . Меняя очередность электрического взрыва проводников, давление и молекулярную массу газа, который находится внутри проводника, можно локально изменять скорость движения тонкостенной или разнотолщинной свариваемой детали, что позволяет расширить технологические возможности.
Пример. Сваривали детали из феррита 30 СЧ-6, 5 и медной фольги толел сд ot
00
проводника. Испытания показали повышение качества сварного соединения.
щиной 0,35 мм, причем на наружной поверхности свариваемой детали из медной фольги через диэлектрик закрепляли проводник из никеля в виде прямоугольной трубки с толщиной стенки 0,25 мм. Проводник заполняли аргоном под давлением 1,1 МПа и герметизировали с торцов методом холодного отпая с последующей, герметизацией роликовой контактной сваркой. Проводник закрепляли в токопроводящих штангах, включенных в электрическую 10 металлического проводника, размещенного цепь генератора с запасенной энергией через диэлектрик на наружной поверх- 30 кДж (батарея конденсаторов емкостью ности метаемой детали, отличающийся тем, 600 мкФ и рабочим напряжением 10 кВ). что, с целью расширения технологичес- После монтажа свариваемых деталей в ка- ких возможностей и повышения качества мере между свариваемыми- деталями уста- 15 сварного соединения, берут проводник в виде навливали зазор 20 мм, камеру вакууми- герметичной тонкостенной оболочки, запол- ровали до давления 1,3-102 Па и осу- ненной газом под давлением, а соеди- ществляли сварку электрическим взрывом нение осуществляют в вакууме.
Формула изобретения
Способ сварки давлением, при котором одну из свариваемых деталей устанавливают под углом к метаемой детали и соединяют их путем электрического взрыва
проводника. Испытания показали повышение качества сварного соединения.
металлического проводника, размещенного через диэлектрик на наружной поверх- ности метаемой детали, отличающийся тем, что, с целью расширения технологичес- ких возможностей и повышения качества сварного соединения, берут проводник в виде герметичной тонкостенной оболочки, запол- ненной газом под давлением, а соеди- нение осуществляют в вакууме.
Формула изобретения
Способ сварки давлением, при котором одну из свариваемых деталей устанавливают под углом к метаемой детали и соединяют их путем электрического взрыва
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ диффузионной сварки разнородных материалов | 1981 |
|
SU948586A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ТРУБ СВАРКОЙ ВЗРЫВОМ | 2013 |
|
RU2537671C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ МЕТАЛЛОВ С НЕМЕТАЛЛАМИ МЕТОДОМ ЭЛЕКТРИЧЕСКИ ВЗРЫВАЕМЫХ ПРОСЛОЕВ В ВАКУУМЕ | 2012 |
|
RU2516204C2 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ | 2004 |
|
RU2259265C1 |
| Способ диффузионной сварки металлокерамических узлов | 2018 |
|
RU2696800C1 |
| Способ диффузионной сварки разнородных материалов | 1988 |
|
SU1632705A1 |
| СПОСОБ СВАРКИ ДЕТАЛЕЙ РАЗНОЙ ТОЛЩИНЫ ИЗ РАЗНОРОДНЫХ МЕТАЛЛОВ | 2013 |
|
RU2552823C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРКОЙ ВЗРЫВОМ ПЛОСКОЙ БИМЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ | 2009 |
|
RU2397850C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ДЕТАЛЕЙ ИЗ РАЗЛИЧНЫХ МАТЕРИАЛОВ | 2023 |
|
RU2826143C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИФФУЗИОННОЙ СВАРКОЙ ТРУБЧАТЫХ ПЕРЕХОДНИКОВ "ТИТАН - НЕРЖАВЕЮЩАЯ СТАЛЬ" | 2023 |
|
RU2802246C1 |
Изобретение относится к сварке давлением одноименных и разнородных материалов и может быть использовано в электронной, авиационной и других отраслях промышленности. Цель изобретения - расширение технологических возможностей и повышение качества сварного соединения. Свариваемые детали размещают в вакуумируемой камере. Одну из деталей размещают под углом к другой метаемой детали, на наружной стороне которой размещают через диэлектрик проводник в виде герметичной тонкостенной оболочки, заполненной газом под давлением. Камеру вакуумируют. Осуществляют электрический взрыв проводника. Под действием взрыва метаемая деталь соединяется с деталью, установленной под углом. Усилие, возникающее в результате взрыва проводника, наполненного газом в вакууме, позволяет сваривать детали различной массы и толщины. 2 ил.
фие.1
Фие.2
| Летягин В | |||
| А | |||
| Применение сварки взрывом в электронной технике | |||
| М.: ЦНИИ- электроника, 1976, с | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
