Изобретение относится к целлюлозно-бумажной промышленности, в частности к способам управления бумагоделательной машиной
Целью изобретения является повышение производительности бумагоделательной машины путем выбора оптимальной скорости с учетом обрывности бумажного полотна.
На фиго1 представлена функциональная схема устройства для осуществления предлагаемого способа, на фиг.2 - временные диаграммы; на фиг.,3 и 4 - графики переходных процессов регулирования.
Производительность бумагоделательной машины - это количество бу- малного полотна, изготовленного в единицу времени. Количество бумажного полотна определяется выражением
к (тс T0)-v L,
(1)
где К - количество изготовленного
бумажного полотна, м2, Тс - суммарное время работы при
данной скорости, мин, TO время, затраченное на ликвидацию обрывов полотна, мин; v - скорость бумагоделательной
машины, м/мин,
L - ширина бумажного полотна,м, Производительность бумагоделательной машины при данной скорости определяется по формуле
П
(1 i-)-vL 1 - P/v)
V-L;
(2)
0
где П - производительность, м2/мин p(v) - доля, времени, затраченного на ликвидацию обрывов, зависящая от скорости бумагоделательной машины. Поскольку ширина бумажного полотна L является постоянной и не меняется со временем, то для достижения максимальной производительности бумаго- детальной машины необходимо и достаточно добиться максимальной удельной производительности в расчете на единицу ширины полотна.
Удельная производительность определяется по формуле
Пу 1 - p(v)-v,
(4)
где П.
удельная производительность, м/мин.40 Для каждого вида бумаги существует допустимое изменение скорости полотна (приращение скорости), при котором возможен безобрывный перевод бумагоделательной машины на новую скорость. 45 Превышение этого приращения скорости приводит к возникновению деформаций в бумажном полотне и его обрыву. Поэтому при переводе бумагоделательной машины на новую скорость необхо- 50 димо определить временной график перехода на оптимальную скорость полотна.
График определяют по формулам
55
& v (ve - VT) ;(5)
v(n) v + uv.ris
(6)
где и v - приращение скорости на
каждом такте управления, м/мин; v0 - оптимальная скорость,
м/мин;
vr - текущая скорость, м/мин; N - заданное количество тактов управленияJ п - номер такта управления; v(n) - скорость на n-ом такте
управления, м/мин. Заданное количество тактов управления должно быть таким, чтобы приращение скорости v не превышало допустимого приращения скорости. Заданное количество тактов управления определяют по формуле
N
(7)
5
0
5
0 5 0
5
где 4VwaKC - максимально возможное изменение скорости в пределах данного технологического процесса; Т - заданное приращение скоррсти в единицу времени,м/мин; Tg - дискретность управления ,, мин.
Заданное приращение скорости полотна зависит от вида выпускаемой продукции и колеблется в диапазоне 1-10 м/мин.
Изменение скорости полотна приводит к изменению основных показателей его качества массы и влажности. Поэтому при переводе бумагоделательной машины на новую скорость в соответствии с временным графиком, необходимо скомпенсировать влияние скорости на показатели качества бумажного полотна. Для этого наряду со скоростью машины нужно регулировать расход густой массы, расход массы к напорному ящику, давление пара, напор в напорном ящике, что обеспечит согласование материальных и энергетических потоков технологического процесса и, следовательно, обеспечит стабильность показателей качества бумажного полотна в переходных режимах.
Напор в напорном ящике регулируют так, чтобы обеспечить пропорциональность между скоростью истечения массы из напорного ящика и скоростью машины. В каждый момент времени напор определяют по формуле
T)(t, - Гк1-у(0
9o
2g
X8)
где p(t) - напор в напорном ящике в
момент t, м вод. ст.; v(t) - скорость машины в момент
t, м/мин;
K - коэффициент пропорциональности, равный 0,90о,9б;
g - ускорение свободного падения, равное 9,81-3600 м/мин2. При регулировании расхода густой бумажной массы, расхода волокнистой суспензии, подаваемой в напорный ящик, давления пара и скорости машины, необходимо учесть, что в бумагоделательной машине существуют транспортные запаздывания, Это значит, что при изменении любого из перечисленных параметров показатели качества изменятся не сразу, а через определенное время. Связь указанных регулируемых параметров и параметров качества определяется следующей формулой:
57231&
массы, во,ч гГ ; 1 1, I r. Cj : i } - ление пара.
Для того, чтобы обесгп чить требуемые упреждения, устанавливают транспортное запаздывание п каждому регулируемому параметру, определяют максимальное из них. и определяют величину задержек для регулирования каждого параметра. Задержки опреде10
ляются по формуле
(10)
где Л(- - задержка 1-го регулируемого
параметра;
ди максимальное запаздывание,с Тп - дискретность времени регулирования , с.
Значение регулируемого параметра на каждом такте управления определяют с учетом математической модели (9)„ по формулам
25
гГ Ы г(п-1) + (n) - - v (n-l)l;
(11)


Изобретение относится к целлюлозно-бумажной промышленности, в частности к способам управления бумагоделательной машиной. Целью изобретения является повышение производительности за счет уменьшения обрывности полотна. В процессе изготовления бумажного полотна регулируют расходы густой бумажной массы и волокнистой суспензии, поступающей в напорный ящик, напор массы в напорном ящике, давление пара, поступающего в сушильные цилиндры, и скорость полотна. Одновременно измеряют отношение времени, затрачиваемого на ликвидацию обрыва полотна, к времени работы машины, с учетом которого, а также значения текущей скорости полотна определяют оптимальное значение скорости полотна, при которой может быть достигнута максимальная производительность машины. При этом с заданной дискретностью по времени рассчитывают расход густой массы, расход волокнистой суспензии, давление пара и скорость полотна в зависимости от измеренного значения скорости полотна, оптимального значения скорости и заданного приращения скорости, указанные расчетные значения параметров устанавливают в качестве заданных при регулировании с учетом соответствующих транспортных запаздываний, а значение напора массы рассчитывают в зависимости от рассчитанного значения скорости, которое также устанавливают в качестве заданного при регулировании напора массы. 4 ил.
ugU) Ъ. Л Г; (f
-Ј.1
I 5
(9)
где Ag(t) - изменение параметра качества бумажного полотна (массы или влажности) в момент t;
Д г( - изменение одного из регу лируемых параметров в момент t - О, ;
1- - транспортное запаздывание по i-му регулируемому параметру, с; Ь; - постоянный коэффициент.
Индекс i определяет регулируемый параметр, - расход густой массы, - расход массы к напорном ящику, - давление пара, - скорость машины,
Влияние скорости машины на массу и влажность характеризуется значительно меньшим транспортным запазды- ванием, чем влияние остапьных регулируемых параметров (расход густой бумажной массы, расход волокнистой суспензии, давление пара), Поэтому, чтобы скомпенсировать влияние ско- рости на показатели качества бумажного полотна необходимо с упреждением по отношению к скорости машины регулировать расход густой бумажной
(I
О
- 1,2,3,
(12)
Г; U)
где т- (п) - промежуточное расчетное значение регулируемого парам тра на n-ом такте управления,
значение регулируемого параметра, необходимое для по т,лер- Кання стабильности показателей качества;К,, - коэффициент пропоршгональьс стя. К, 0,02 м2 ; Кг Х 1 м2 ; К- 30 кг/ шн/мг ,
v(nj - скорость, определенная п временному графику (см. формулу 6) .
Скорость бумагоделательной машины регулируют в соответствии с графиком по формуле (6), но задерживают на интервал, определяемый по формуле (10).
Устройство для осуществления способа содержит (фпг.1) смесительный насос К напорный яцик 2, сетку 3, бумажное полотно 4, пресс 5, сушильные цилиндры 6, накат 7/ датчик 8, регулятор 9 расхода густой бумажной массы, датчик 10 и регулятор 11 расхода волокнистой суспензии, датчик 12 и регулятор 13 напора массы в напорном ящике, датчик 14 с регулятором 15 скорости машины, датчик 16 и регулятор 17 давления пара, подаваемого в сушильные цилиндры, измеритель 18 времени обрывов бумажного полотна, измеритель 19 времени работы бумагоделательной машины, блок 20 расчета вероятности обрыва, блок 21 расчета оптимальной скорости, блок 22 расчета временного графика, блок 23 ввода установленного приращения скорости, блок 24 ввода установленного транспортного запаздывания, вычислительные блоки 25-28, блок 29 расчета .задержек, блоки 30-33 задержек, Способ осуществляют следующим образом.
Густую бумажную массу и оборотную воду смешивают в смесительном насосе 1, откуда волокнистую суспензию пода ют в напорный ящик 2, из которого далее на сетку 3 бумагоделательной машины. С помощью датчиков 8 и 10 расхода и регуляторов 9 и 11 регулируют расход густой бумажной массы и волокнистой суспензии, поступающей в напорный ящик 2. Напор массы измеряют и регулируют датчиком 12 и регулятором 13 напора путем изменения расхода воздуха, подаваемого в напорный ящик 2. Заданную скорость машины стабилизируют с помощью датчика 1А и регулятора 15 скорости машины. Сформированное на сетке 3 бумажное п лотно 4 проходит через пресс 5, сушильные цилиндры 6, нагреваемые паром, и поступает на накат 7.
Режим сушки бумаги поддерживают на машине путем измерения и регулирования давления пара с помощью датчика 16 и регулятора 17. С помощью датчиков 18 и 19 измеряют соответственно время, затраченное на ликвидацию обрыва бумаги и время работы бумагоделательной машины. Эти значения накапливаются в блоке 20 для каждой, текущей скорости машины.
Данные измерения хранятся в блоке 20 расчета вероятности обрыва в виде двух массивов. Один массив содержит суммарное время безобрывной работы для разных скоростей машины, а второй массив - суммарное время обрывов для разных скоростей. По данным этих массивов определяют по формуле (3} долю времени, затраченную на ликвида
0
5
0
5
0
5
0
5
цию обрыва для разных текущий скоростей бумагоделательной машины. Блок 21 осуществляет расчет удельной производительности по формуле (4) для всех значений текущих скоростей и находит оптимальную скорость, при которой рассчитанная удельная производительность будет максимальной. После этого блок 22 с учетом установленного в блоке 23 приращения скорости, а также текущей скорости, определяемой измерителем 14, рассчитывает временной график изменения скорости по формулам (5-7) и передает его в вычислительные блоки 26-28 и в блок 30 задержки. Вычислительные блоки 27-28 рассчитывают по формуле (11 и 12) заданные значения расхода густой бумажной массы, расхода волокнистой суспензии и давления пара соответственно и через блоки 32-33 задержки выдают задания соответствующим регуляторам 9, 11 и 17. Блок 29, получая из блока 24 установленные величины транспортных запаздываний по всем регулируемым параметрам, определяет среди них максимальное запаздывание и вычисляет по формуле (10)задержки выдачи заданных значении регулируемых параметров: расход густой бумажной массы, расход волокнистой суспензии, давление пара, скорость машины. Рассчитанные величины передают в блоки 30-33, Скорость машины, рассчитанную по временному графику (формулы 5, 6 и 7) на каждом такте управления, выдают через блок 30 задержки на задание в регулятор 15 и в вычислительный блок 25. Последний по формуле (8) рассчитывает необходимый напор массы в напорном ящике. Это значение поступает в качестве задания на регулятор 13 напора.
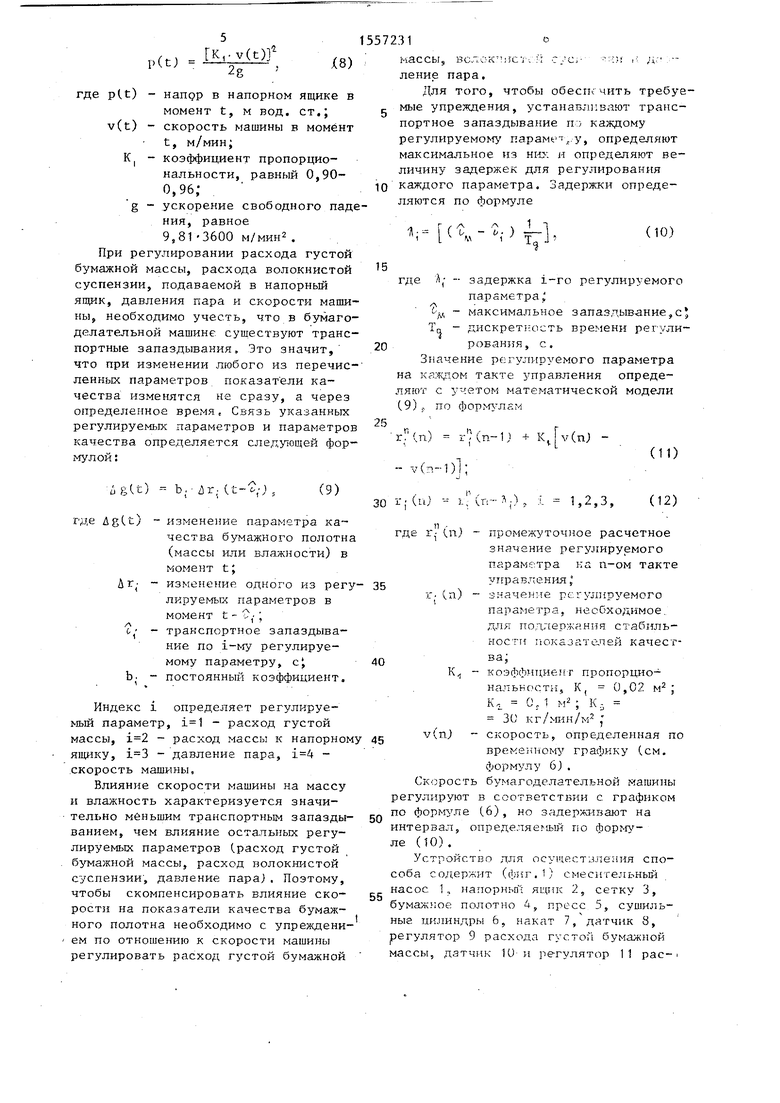
На диаграммах фиг.2 показан пример синхронизации регулируемых параметров в переходном режиме. Задание на регулятор скорости выдается с задержкой на интервал t равный максимальному запаздыванию. Расход густой бумажной массы задерживают на интервал T-D и регулируют пропорционально графику изменения скорости. Тем самым расход густой бумажной массы регулируют с упреждением по отношению к скорости машины, причем величина этого упреждения равна транспортному запаздыванию по расходу густой массы. Аналогично регулируют расход
массы в напорный ящик и давление пара. Напор в напорном ящике регулируют синхронно со скоростью машины.
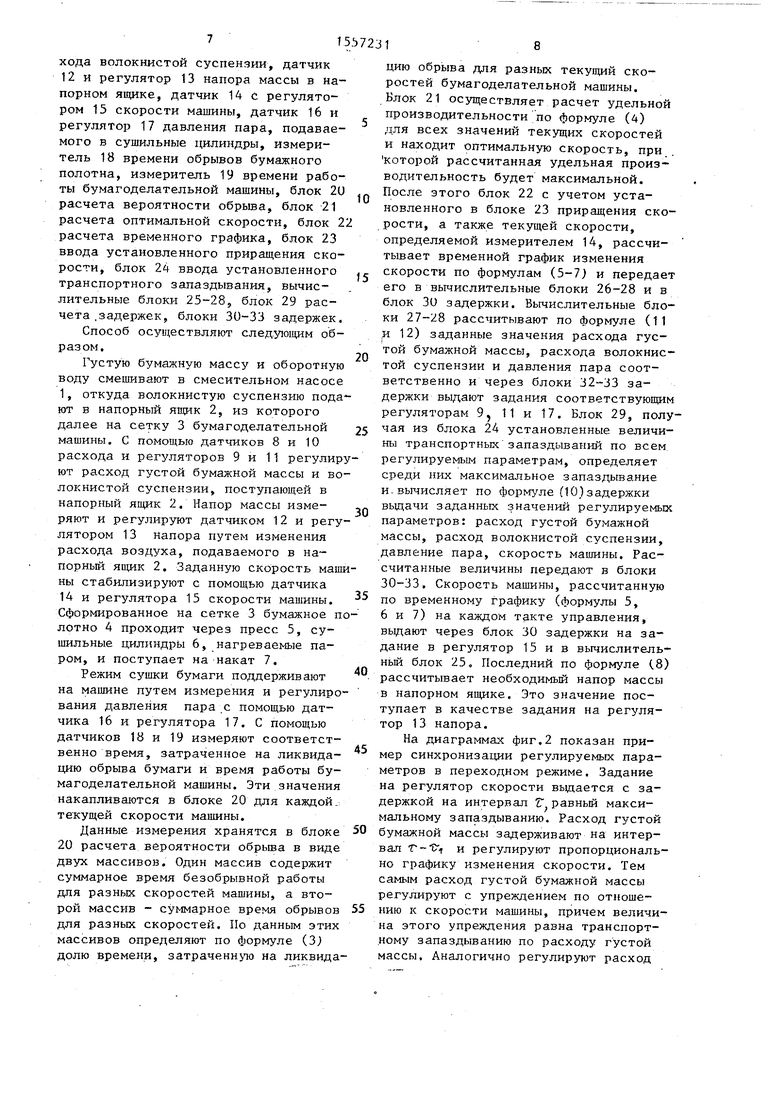
На фиг.З и 4 показаны графики переходных процессов по массе и влажности полотна, возникающих при изменении скорости. Графики переходных процессов показывают, что способ-прототип (кривая 1) не обеспечивает стабиль- ности показателей качества в переходных режимах, а предлагаемый способ позволяет стабилизировать показатели качества при изменении скорости. Формула изобретения
Способ автоматического управления бумагоделательной машиной, заключающийся в том, что регулируют расход густой бумажной массы, расход волокнистой суспензии, поступающей в на- порный ящик, напор массы в напорном ящике, давление пара, поступающего в сушильные цилиндры и скорость полотна в зависимости от рассогласования заданных и измеренных значений каждого параметра, измеряют временную характеристику обрывов полотна, по измеренным значениям скорости полотна и временной характеристике обрывов полотна, рассчитывают оптимальное значе- ние скорости полотна, при которой может быть достигнута максимальная производительность машины, при этом оптимальное значение скорости устанавливают в качестве заданного знаffffjfyx
Sofa Густая tat масса
чения при рег ч а ю щ и и с
ipOiid.. , О Г Л .
тем, что, с целью повышения производительности машины путем выбора оптимальной скорости с учетом обрывности бумажного полотна, в качестве временно/ характеристики обрывов полотна выбирают отношение времени, затрачиваемого на ликвидацию обрывов к времени работы машины, с заданной дискретностью по времени рассчитывают расход густой бумажной массы, расход волокнистой суспензии, поступающей в напорный ящик, давление пара, поступающего в сушильные цилиндры и скорость полотна в зависимости от измеренного значения скорости полотна, оптимального значения скорости попотна и заданного приращения скорости полотна в единицу времени, рассчитанные значения расхода густой бумажной массы, волокнистой суспензии, поступающей в напорный ящик, давление пара, поступающего в сушильные цилиндры, и скорости полотна устанавливают в качестве заданных при регулировании с учетом соответствующих транспортных запаздываний, при этом с той ке дискретностью по времени рассчитывают значения напора массы в напорном ящике, в зависимос- ти от рассчитанного значения скорости полотна, которое устанавливают в качестве заданного при регулировании напора массы в напорном ящике.
ШЙ--- -
б/тима/гто снврвст
С ероет$ нашими
Pffftn ffobii wrw. |
I jars
foeX 00 ffe/xrfft/cmfr/
cyenemuu
JftTfjretia8
aopa |
iЈ3
frOtftfp
пасса, г/нl
i «
V
ve
7
Фиг. 3
5
Время, мин
|б
к
Редактор Ю. Середа
Составитель В. Морозов
Техред М.Ходанич Корректор М. Максимишинец
Заказ 701
Тираж 326
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. /4/5
ьвргп
---H . g.f ffffimrtou
i
r-r/
вркчр
r
Spew
(W.Jf
iBW, ЛК/V
Подписное
| Способ автоматического управления скоростью бумагоделательной машины | 1978 |
|
SU711220A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
