усилия, датчики 13 и 14 прижима, сравнивающие устройства 15 и 16, регулятор 17 усилия, ограничитель 18 крутизны характеристик и клапан 19 уп- равления.
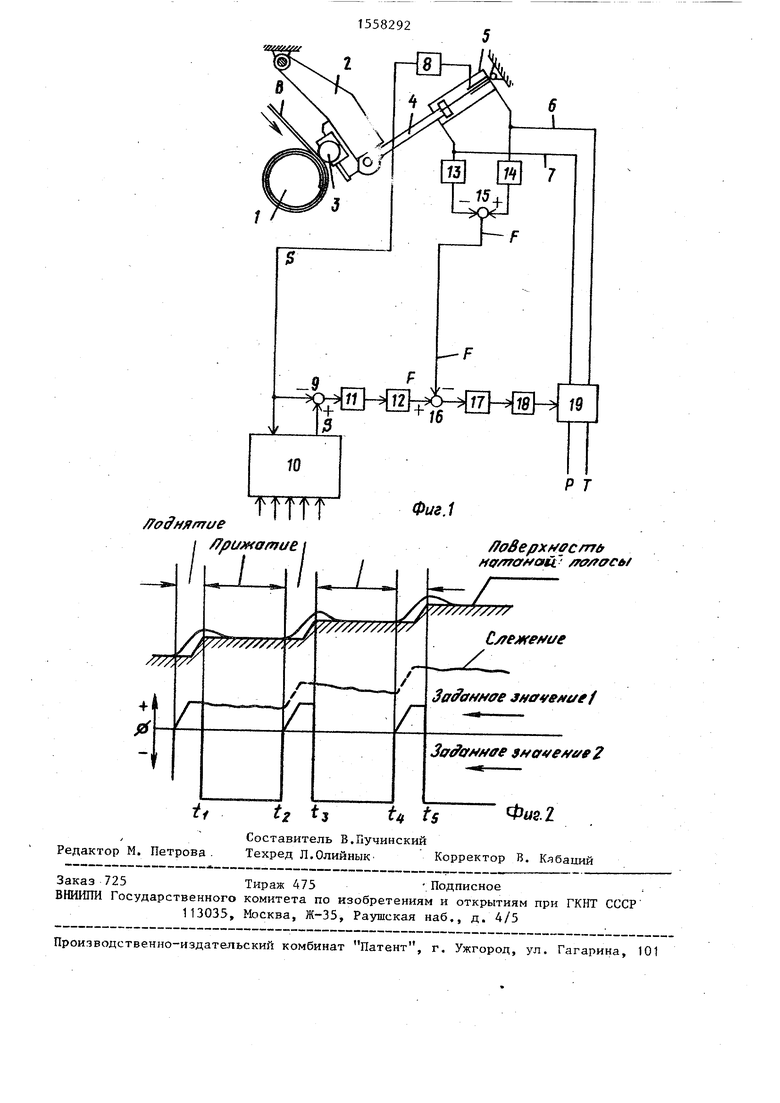
Прижимной валик 3 (для наглядности изображения показан лишь один ролик) намоточной оправки 1 моталки (не изображена) для намотки катаной 10 полосы в горячем состоянии установлен в носителе 2, который соединен подвижно с помощью штока с установленным неподвижно поршневым агрегатом 5. На поршень последнего через 15 гидравлические линии 6 и 7 может подаваться с обеих сторон давление с помощью клапана 19 управления, благодаря чему он приводит в движение прижимной валик 3. На поршневом што- 0 ке 4 установлен позиционный датчик 8, с помощью которого производится измерение действительного положения 1:513 прижимного ролика 3. Выход позиционного датчика 8 связан с входом 25 вычислительного устройства 10 и первым входом сравнивающего устройства 9, к второму входу которого подключен выход вычислительного устройства 10, Выход сравнивающего устройства 9 сое- з динен с входом позиционного регулятора 11. Вычислительное устройство 10 подает заданные значения ь5оЕ во внешний контур позиционирования. Последовательно с позиционным регулятором 11 включен ограничитель 12 за- данной величины усилия, который может устанавливаться на оба направления перемещения. С выхода ограничителя 12 заданной величины усилия заданные зна-д чения усилия F50pj поступают во внутренний контур регулирования „усилия,, Действительное значение усилия «t- определяется с помощью датчиков 13 и 14 прижима. На вход регулятора 17 уси-д лия, последовательно с которым вклю- чен ограничитель 18 крутизны характеристик, поступает разность между дейстт вительным значением усилия F;st и заданным значением усилия , Он уп- равляет клапаном 19 управления. Действительное значение усилия F15t постоянно регулируется по задаваемому внешним контуром регулирования заданному значению усилия Fsoge .Оба контура регулирования постоянно находятся в замкнутом состоянии.
Из фиг.2 следует, что оба перемещения, т.е. быстрое поднятие прижимног
3
з
го валика 3 на величину радиального возвышения, увеличивающегося в диаметре рулона полосы, до того, как оно достигнет прижимного валика 3, и последующее прижатие полосы В после прохода радиальным возвышением этого участка, вырабатываются в контуре регулирования положения и подчиненном контуре регулирования усилия. В контур регулирования положения подается вначале заданная величина 1, которая зависит от толщины мотка и кинематики системы прижимных роликов. После прохождения передней кромки полосы в момент времени -t, заданное значение положения изменяется так, что напрвление перемещения меняется на обратное. Прижимной валик 3 ложится на полосу В (фиг.1). Поскольку заданное значение положения было установлено таким высоким, что заданное значение усилия сохраняет всегда постоянную величину, внутренний контур регулирования усилия регулирует действительное значение усилия на эту постоянную величину. Таким образом, полоса В прижимается к оправке 1 с дозированным усилием, величина которого может устанавливаться в зависимости от соответствующих размеров и величины сопротивления деформации полосы В. При достижении времени i происходит изменение заданного значения положения в соответствии с эффектом воздействия полосы и включается очередное поднятие роликов. Для этого необходимо уже при перемещении прижатия обеспечить слежение за актуальным значением действительной величины положения, так как от него начинает вестись изменение положения. Определение и задание этих изменяющихся заданных значений положения выполняет вычислительное устройство 10. Дальнейшие установки значений моментов времени -fc.f и i5 производятся аналогично сказанному, i
Другие манипуляции, необходимые для выполнения операции намотки, например, отвод прижимных в-аликов 3, после того как первые витки полосы уложены на оправку 1 в конечное положение, и перевод прижимных валиков 3 в исходное положение в соответствии с ожидаемым диаметром готового рулона перед прохождением конца полосы, выполняются также с регулированием в зависимости от положения с
подчиненным регулированием усилия с помощью клапана 19 управления.
При такой конструкции устройства управления изменение направления перемещения при переходе от прижатия к поднятию и наоборот, в отличие от известных устройств управления, достигается не за счет соответствующего переключения с регулирования положения на регулирование усилия и наоборот, а за счет целенаправленного задания различных значений положения. Если значение ограничения усилия представляет собой максимальную величину, то движение поднятия в любом случае может достигать своей полной возможной скорости. Постоянно подчиненное регулирование усилия улучшает динамические характеристики участвующих в перемещениях элементов, так как оба контура регулирования остаются в замкнутом состоянии. При исчезновении сигналов позиционирования или при податчика прижима, соединенных с входами второго сравнивающего устройства, регулятор усилия, клапан управления, сое диненный через гидропроводы с верхней
ступлении неправильных сигналов устрой-25 и нижней полостями поршневого агреганосителя и эластично опирающего- ся на этот носитель, поскольку принц ип действия устройства управления согласно изобретению делает подобную амортизацию более ненужной.
Формула изобретения
Устройство для управления подъемам и опусканием прижимных валиков раэ- матывателей для горячей прокатной ленты, содержащее вращающуюся намоточную оправку, вычислительное устройство,
вход которого соединен с позиционным датчиком, а выход - с вторым входом первого сравнивающего устройства, первый вход которого соединен с входом позиционного датчика, а его выход связан с позиционным регулятором, два
датчика прижима, соединенных с входами второго сравнивающего устройства, регулятор усилия, клапан управления, соединенный через гидропроводы с верхней
и нижней полостями поршневого агрега
Изобретение относится к намотке гибких металлических изделий в процессе их обработки, а именно в моталках для намотки катаной полосы в горячем состоянии с вращающейся намоточной оправкой. Цель изобретения - повышение качества горячей прокатной ленты. Устройство содержит вращающуюся намоточную оправку, прижимные валики, вычислительное устройство, два датчика прижима, позиционный датчик, три сравнивающих устройства, поршневой агрегат с клапаном управления, позиционный регулятор, ограничитель заданной величины усилия и ограничитель крутизны характеристик. Прижимные валики приводятся в действие поршневыми агрегатами и занимают заданное положение с помощью электрогидравлических средств в зависимости от сигналов, которые задают соответствующее положение передней кромке катаной полосы, которая наматывается на оправку. Позиционирование прижимных валиков происходит по схеме с подчиненным регулированием усилия. При этом контур позиционирования и контур регулирования усилия остаются в замкнутом состоянии. Установка заданного положения соответствует оптимальному положению поднятия или прижатия прижимных валиков при одновременном задании ограниченных значений усилия для обоих направлений перемещения. 2 ил.
та, отличающееся тем, что, с целью повышения качества горячей прокатной ленты при наматывании на вращающуюся намоточную оправку, оно
ство управления реагирует как устройство предохранения от перегрузки, так как подчиненный контур регулирования усилия постоянно автоматически регулирует действительное значение усилия на30 снабжено ограничителем заданной величи- установленное заданное значение ограничения.
Поскольку в данном случае устройство управления действует как устройство предохранения от перегру35
ны усилия,ограничителем крутизны характеристики и третьим сравнивающим устройством, при этом позиционный датчик выполнен в виде датчика перемещений штока поршневого агрегата, выход позиционного регулятора соединен с входом ограничителя заданной величины усилия, выход которого соединен с первым входом третьего сравнивающего устройства, второй вход которого соединен с выходом второго сравнивающего устройства, а выход - с входом регулятора усилия, выходом соединенным с ограничителем крутизны характеристики.
зок, отпадает необходимость оснащать отдельные поршневые агрегаты специальными предохранителями от перегрузки, такими, как, например, пневматические опорные цилиндры. Кроме того отпадает необходимость в использовавшейся до настоящего времени установке прижимных роликов в рычаге носителя, установленного подвижно относительно выполняющего поднятие и прижатие
та, отличающееся тем, что, с целью повышения качества горячей прокатной ленты при наматывании на вращающуюся намоточную оправку, оно
снабжено ограничителем заданной величи-
снабжено ограничителем заданной величи-
ны усилия,ограничителем крутизны характеристики и третьим сравнивающим устройством, при этом позиционный датчик выполнен в виде датчика перемещений штока поршневого агрегата, выход позиционного регулятора соединен с входом ограничителя заданной величины усилия, выход которого соединен с первым входом третьего сравнивающего устройства, второй вход которого соединен с выходом второго сравнивающего устройства, а выход - с входом регулятора усилия, выходом соединенным с ограничителем крутизны характеристики.
-4pEHi з
л Л Л myft
/70&нятие
tz ;
Редактор М. Петрова
Составитель В.Пучинский
Техред Л.ОлийныкКорректор В. Кябаций
1558292
Р Т
Фиг.1
/ 0верх# с/тиг
Ь ts
Фиг. I
| КОМПОЗИЦИЯ ДЕЙСТВУЮЩИХ ВЕЩЕСТВ ДЛЯ ТОРМОЖЕНИЯ ИЛИ РЕГУЛИРОВАНИЯ НИТРИФИКАЦИИ АММИАЧНОГО АЗОТА В ОБРАБАТЫВАЕМЫХ ПОЧВАХ И СУБСТРАТАХ И СПОСОБ ТОРМОЖЕНИЯ ИЛИ РЕГУЛИРОВАНИЯ НИТРИФИКАЦИИ АММИАЧНОГО АЗОТА В ОБРАБАТЫВАЕМЫХ ПОЧВАХ И СУБСТРАТАХ | 1995 |
|
RU2158721C2 |
