Изобретение касается способа и устройства для намотки металлических лент на расположенную в шахте намоточного устройства навивочную оправку, к которой металлическая лента подводится от ведущего устройства, содержащего в раме ведущего устройства один верхний и один нижний ведущие ролики, причем для направления предусмотрен стол, расположенный ниже металлической ленты, а выше металлической ленты расположено переводное устройство ленты, а также откидная крышка шахты, расположенная с примыканием к переводному устройству вблизи навивочной оправки.
Известное из документа DE 19520709 A1 ведущее устройство или ведущий аппарат оснащен стационарно укрепленным нижним валком и регулируемым относительно него верхним валком. Регулируемый верхний валок укреплен в регулируемой с помощью работающего на гидравлической жидкости цилиндра поворотной раме, которая образована двумя противолежащими кулисами, которые соединены в области их общей оси качания с помощью основания, закрепленного с обеих сторон в раме ведущего элемента. Кулисы этого ведущего элемента могут регулироваться с помощью нагружаемых каждый по отдельности гидравлических цилиндров, причем основание, соединяющие кулисы между собой, выполнено в качестве пружины кручения.
В данном случае за счет приложения различных регулировочных усилий при относительно малой разности усилия гидравлического цилиндра могут достигаться различные углы поворота кулис и, следовательно, регулируемого верхнего валка, или соответственно ведущего валка. Это объясняется тем, что за счет качания верхнего валка оказываемое ведущим устройством тяговое усилие воздействует на ленту, и, таким образом, регулируется распределение тянущего усилия. Усилия в расположенных на стороне привода и стороне обслуживания регулирующих цилиндров верхнего ведущего валка (исполнительный элемент) могут задаваться различным образом. Тем самым разность тягового усилия передается на ведущее устройство со смещением в направлении ширины на металлическую ленту и, следовательно, оказывает влияние на ход ленты.
Все же при намотке металлических лент, в частности горячих лент, часто происходят ошибки намотки в форме циклического или приблизительно циклического прохождения отдельных витков в процессе общей намотки рулона. Это прохождение является неприемлемым, так как выступающие витки могут быть легко повреждены при последующей транспортировке. Главную причину этой ошибки намотки следует искать в неровности ленты, которая в процессе намотки в намоточной установке может привести к уводу ленты поперечно направлению транспортировки.
Из документа DE 19704447 A1 известен измерительный ролик для измерения ровности находящейся под натяжением вальцованной ленты в линии горячего вальцевания ленты. Один или несколько этих измерительных роликов, которые прижимаются снизу к вальцованной ленте, могут располагаться между прокатными клетями производственной линии, и/или в направлении вальцевания после последней прокатной клети производственной линии, и/или перед ведущим устройством для наматывающего устройства, и/или между ведущим устройством и наматывающим устройством. При измерительном ролике, расположенном между ведущим устройством и наматывающим устройством, полученная величина измерения используется для поворота ведущего устройства, и таким образом регулируется ход ленты при намотке на намоточную или навивочную оправку.
Из документа DE 10131850 A1 известно намоточное устройство для тонкой ленты с роликом измерения ровности для измерения и влияния на ровность ленты в шахте намоточного устройства линии горячего вальцевания ленты. Ролик измерения ровности расположен в данном случае в шахте намоточного устройства между ведущим устройством, а также навивочной оправкой и находящимися там подвижными, а также стационарно закрепленными направляющими для ленты. Ролик измерения ровности переводится из рабочего положения, в котором горячая лента с поддержанием приблизительно неизменного угла обвивания направляется вокруг ролика измерения ровности, в опущенную позицию, в которой он в шахте намоточного устройства защищен поворачивающейся направляющей ленты.
В основу изобретения положена задача такого дальнейшего усовершенствования способа и устройства названного выше типа, что может достигаться улучшенное измерение натяжения металлической ленты в шахте намоточного устройства, в частности обеспечивается возможность влияния на ведущее устройство посредством подлежащей передачи им разности натяжения ленты, в результате чего может создаваться рулон металлической ленты с ровными кромками.
Эта задача решается с помощью способа в соответствии с изобретением за счет того, что воздействующее со стороны ведущего устройства на металлическую ленту продольное тяговое усилие определяется для управления прохождением ленты через ведущее устройство с помощью устройства для измерения натяжения ленты, которое расположено на раме ведущего устройства в точке поворота на незначительном расстоянии позади нижнего ведущего валка и которое может откидываться снизу к металлической ленте. Таким образом, за счет устройства для измерения натяжения ленты, которое закреплено с возможностью качания в самом ведущем устройстве, а именно на раме ведущего устройства, и которое может осуществлять процесс измерения таким образом, уже сразу за зазором ведущего устройства создан инструмент, который одновременно обеспечивает различные преимущества для ведущего устройства. Сюда относятся влияние на ход ленты во время процесса намотки между ведущим устройством и навивочной оправкой для улучшенной прямизны кромки рулона, за счет измерения на металлической ленте большей информации о процессе, например проявления центральной и краевой волнистости, успешная передача результатов измерения к устройству регулирования расположенной перед производственной линией (профиль и ровность) и участка охлаждения, а также контроль качества изделия. Кроме того, вследствие короткого пути возможно также измерение на конце ленты, которое является важным, так как в данном случае направление ленты является особенно затруднительным в результате не присутствующего более натяжения ленты чистовой группы клетей прокатного стана.
В соответствии с изобретением предлагается измерять клиновую составляющую распределения натяжения ленты по ширине металлической ленты, при желании и при необходимости с наложением производится также измерение позиции кромок металлической ленты. Устройство для измерения натяжения ленты постоянно измеряет распределение натяжения ленты, соответственно ее ровность. Полученные данные обрабатываются в процессоре оценки и, будучи снабженными соответствующим заданным значением поворота, передаются на устройство автоматизации или регулирования ведущих роликов.
В соответствии с предпочтительным предложением изобретения устройство для измерения натяжения ленты сразу после создания натяжения ленты между ведущим устройством и навивочной оправкой откидывается с регулированием под металлическую ленту, например, с помощью гидравлического цилиндра, воздействующего, по меньшей мере, на одном конце оси поворота устройства для измерения натяжения ленты. Необходимое натяжение ленты обычно достигается после двух-трех витков навивочной оправки. В течение времени, пока металлическая лента отсутствует между ведущим устройством и навивочной оправкой, устройство для измерения натяжения ленты находится в откинутом в сторону состоянии. Как только затем передняя часть ленты достигнет зазора ведущего устройства и будет создано натяжение ленты, осуществляется гидравлически регулируемый поворот в направлении нижней стороны металлической ленты.
В соответствии с предпочтительным выполнением изобретения устройство для измерения натяжения ленты с погружающимся в металлическую ленту роликом образует один угол обвива. Последний обеспечивает передачу усилия от металлической ленты на измерительный ролик и от него - на встроенное в устройство для измерения натяжения ленты устройство измерения силы.
Если устройство для измерения натяжения ленты предпочтительно до определенной, фиксированной, предпочтительно определенной общим диаметром намотки позиции повернуто к металлической ленте, причем металлическая лента аналогично, как при режиме образования петли в производственной линии, претерпевает отклонение, также на конце ленты может быть образован еще оптимальный угол обвива на опережающем ролике или соответственно измерительном ролике.
Далее, благоприятен случай, если вместе с поворотом устройства для измерения натяжения ленты в рабочее положение и погружением измерительного ролика в металлическую ленту сверху на металлическую ленту откидывается контрсредство (контрролик). Только незадолго до того, когда конец ленты покинет зазор ведущего устройства, измерение прекращается, и устройство для натяжения ленты и контрсредство перемещаются назад в свою исходную позицию.
В соответствии со следующим предпочтительным выполнением изобретения измерительный ролик и предпочтительно также контрролик перед поворотом в рабочее положение предварительно ускоряются до скорости движения металлической ленты. Поскольку ролик в процессе намотки откидывается на ленту, за счет предварительного ускорения предотвращается повреждение металлической ленты за счет необходимого позже в противном случае процесса ускорения. Привод может осуществляться механически, и/или электрически, и/или гидравлически.
Устройство для решения положенной в основу изобретения задачи отличается в соответствии с изобретением тем, что устройство для измерения натяжения ленты состоит из первого плеча рычага, закрепленного сзади в точке поворота на кронштейне ведущего устройства, и шарнирно закрепленного спереди в первом плече рычага второго плеча рычага, который на своем переднем конце содержит ролик, причем между первым плечом рычага и вторым плечом рычага расположено средство для измерения силы, предпочтительно датчик давления, например, в форме ячеек для измерения давления. Как только устройство для измерения натяжения ленты будет повернуто к металлической ленте и ее опережающий измерительный ролик погрузится в металлическую ленту с образованием угла обвива, через ролик прикладывается усилие, которое нагружает переднее, второе плечо рычага в направлении движения часовой стрелки. Силы, возникающие на ролике вследствие натяжения ленты, передаются далее с весьма незначительным трением на датчик давления, встроенный в первое плечо рычага, закрепленное на раме ведущего устройства, и на систему регулирования ведущего устройства, которое, например, посредством поворота верхнего ведущего ролика корректирует движение ленты.
Формирование угла обвива может быть улучшено, если в соответствии с предпочтительной формой выполнения устройство для измерения натяжения ленты снабжено контрроликом, который может откидываться сверху на металлическую ленту. Этот ролик может быть закреплен предпочтительно на переднем, обращенном к верхнему ведущему ролику конце переводной установки, которое и без того присутствует.
Дальнейшие признаки и подробности изобретения вытекают из пунктов формулы изобретения и приведенного ниже описания изображенного на чертежах примера выполнения изобретения.
Фиг. 1 показывает в частичном продольном сечении намоточную установку с расположенным в шахте намоточного устройства, закрепленным с возможностью поворотного движения устройством для измерения натяжения ленты, которое находится в откинутой от подлежащей намотке металлической ленты, нерабочей позиции.
Фиг. 2 показывает намоточную установку по фиг. 1 в стадии эксплуатации незадолго до завершения процесса намотки рулона.
Фиг. 3 показывает в качестве элемента намоточной установки закрепленное с возможностью поворотного движения устройство для измерения натяжения ленты в схематическом виде на раму ведущего устройства.
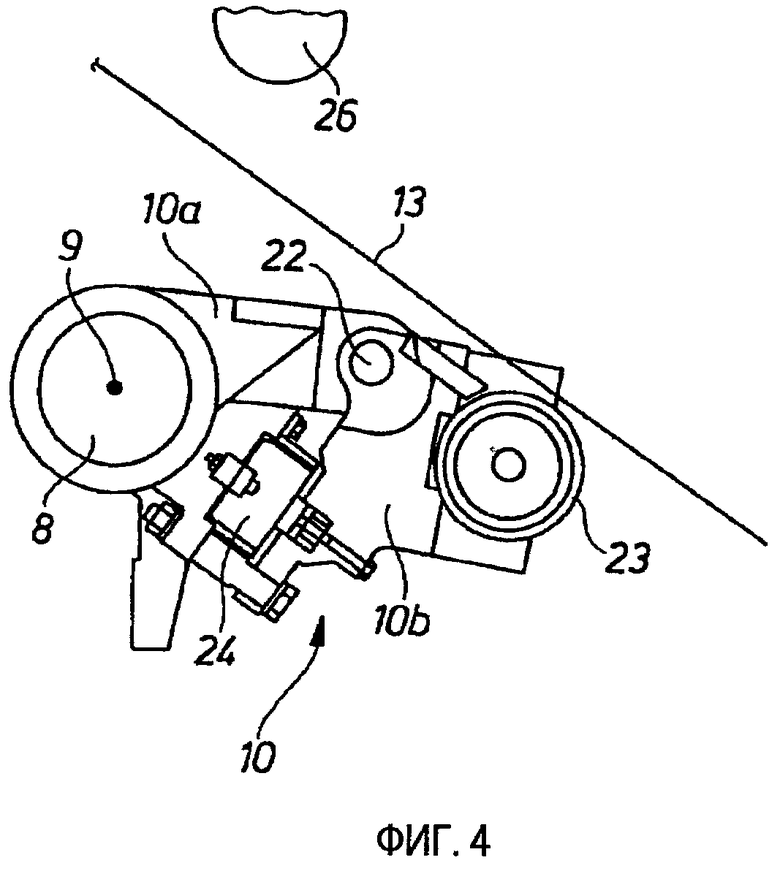
Фиг. 4 показывает в частичном сечении вид сбоку на устройство для измерения натяжения ленты в опущенном к началу процесса намотки рулона положении.
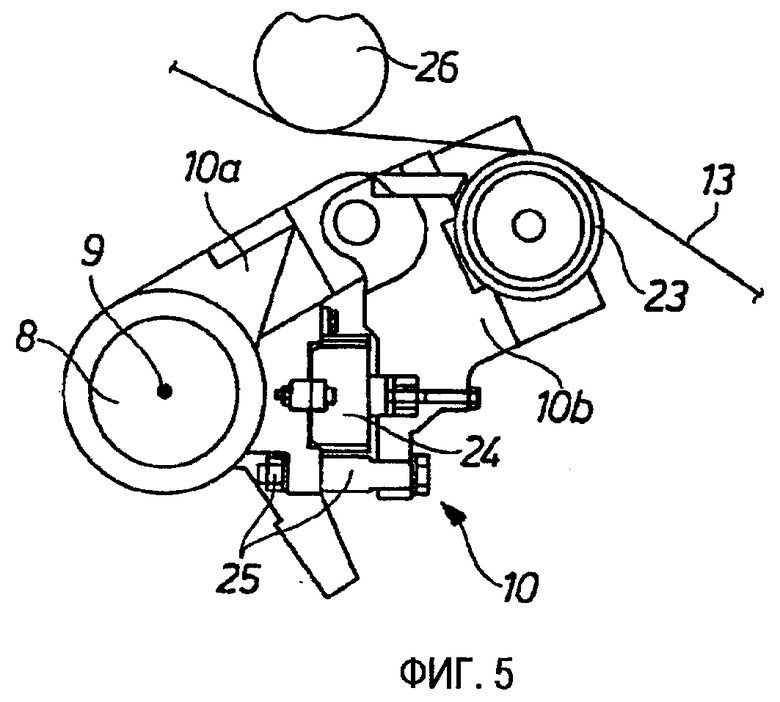
Фиг. 5 показывает устройство для измерения натяжения ленты по фиг. 4 в погруженном на нижнюю сторону ленты положении после создания натяжения ленты во время процесса намотки рулона.
Фиг. 6 показывает положение устройства для измерения натяжения ленты по фиг. 4 или 5 незадолго до завершения процесса намотки рулона.
Изображенная на фиг. 1 и 2 намоточная установка 1 состоит из ведущего устройства 2, к которому примыкает шахта 3 намоточной установки с расположенной на ее конце навивочной оправкой 4. В раме 5 ведущего устройства закреплены один верхний и один нижний ведущие ролики 6, 7, а также установленное с возможностью поворота на оси 8 поворота своей точкой 9 поворота на незначительном расстоянии за нижним ведущим роликом 7 устройство 10 для измерения натяжения ленты. К устройству 10 для измерения натяжения ленты в направлении навивочной оправки 4 примыкает направляющий стол 11, который проходящим до нижнего ведущего ролика 7 участком стола закрывает также присутствующее там свободное пространство в направлении устройства 10 для измерения натяжения ленты.
Через направляющий стол 11 металлическая лента 13, входящая от не изображенной производственной линии через рольганг 12 и транспортируемая ведущими роликами 6, 7 через образованный ими зазор подающего устройства, поступает к навивочной оправке 4, на которую металлическая лента 13 наматывается в готовую бухту или намотанный рулон 14, как показано на фиг. 2 с его наибольшим диаметром рулона. Навивочной оправке 4 приданы несколько распределенных по ее периметру прижимных роликов 15.
Сверху шахта 3 наматывающей установки закрывается переводным устройством 17 ленты, которое в показанном на фиг. 1 исходном положении доходит до периметра верхнего ведущего ролика 6 и поворачивается с помощью исполнительного гидроцилиндра 18, а также проходящей от него выше навивочной оправки 4, перемещаемой с помощью поворотного цилиндра 18 крышкой 19 шахты.
Устройство 10 для измерения натяжения ленты, которое установлено с возможностью поворота вокруг оси 8 поворота в точке 9 поворота в раме 5 ведущего устройства, поворачивается с помощью гидравлического цилиндра 21 (ср. фиг. 3), закрепленного своим нижним концом на раме 5 ведущего устройства и имеющего соответствующий датчик 20 положения. Устройство 10 для измерения натяжения ленты, как более подробно показано на фиг. 4-6, состоит из первого плеча 10а рычага, который установлен своим задним концом на оси 8 поворота, и вторым плечом 10b рычага, который шарнирно установлен на переднем конце плеча 10а рычага на оси 22 вращения. Спереди на втором плече 10b рычага установлен опережающий ролик или измерительный ролик 23, предпочтительно приводимый во вращение (не изображено). В промежуточном пространстве между обоими плечами рычагов 10а, 10b в качестве составной части первого плеча 10а рычага выполнено средство 24 для измерения силы в форме ячеек для измерения давления. Оба плеча 10а,10b рычагов удерживаются вместе друг с другом с помощью удерживающего средства 25, которое позволяет для переднего, второго плеча 10b рычага незначительный люфт перемещения.
В позиции вне эксплуатации перед процессом намотки устройство 10 для измерения натяжения ленты находится в самой нижней, отведенной позиции, как показано на фиг. 1 и 4. Как только острие ленты или начало ленты проходит через зазор ведущего устройства между верхним и нижним ведущими роликами 6, 7 и на навивочной оправке 4 при взаимодействии прижимных роликов 15 образуются приблизительно от двух до трех витков ленты и, следовательно, создается натяжение ленты между навивочной оправкой 4 и ведущим устройством 2, устройство 10 для измерения натяжения ленты поворачивается с гидравлическим регулированием в точную позицию относительно нижней стороны металлической ленты 13 с помощью гидравлического цилиндра 21. За счет поддержки установленного на переднем конце переводного устройства 17 ленты откидываемого сверху и, следовательно, во встречном направлении контрролика 26 (он изображен на фиг. 2 в качестве составной части переводного устройства 17 ленты) обеспечивается необходимый для проведения процесса измерения угол обвива металлической ленты 13 на ролике 23.
Приложенное через ролик 23 от металлической ленты 13 усилие нагружает рычаг 10b в направлении часовой стрелки и, следовательно, средство 24 для измерения силы первого, заднего плеча 10а рычага. Средство или средства для измерения силы постоянно измеряют распределение натяжения ленты, соответственно ровность ленты. Полученные данные оцениваются и передаются на регулирующее устройство ведущего устройства 2. Оно может на основании измерения регулироваться таким образом, что, например, за счет поворота верхнего и/или нижнего ведущего роликов 6,7, или параллельного поворота обоих роликов, или путем задания различных усилий замыкания на сторонах привода и обслуживания на навивочной оправке 4 может формироваться рулон 14 с ровной кромкой.
Фиг. 2 и 6 показывают ситуацию с установкой незадолго до завершения процесса намотки рулона. Можно распознать, что, несмотря на увеличившийся диаметр рулона, вследствие регулирования позиции присутствует неизменно определенный угол обвива металлической ленты 13 на ролике 23 устройства 10 для измерения натяжения ленты. Незадолго до того, как конец металлической ленты 13 покинет зазор ведущего устройства, измерение завершается, и устройство 10 для измерения натяжения ленты перемещается назад в свою исходную позицию (ср. фиг. 1 и 4), равно как и контрролик 26 соответствующим образом отводится вверх от металлической ленты 13.
Перечень ссылочных обозначений
1 Намоточная установка
2 Ведущее устройство
3 Шахта намоточной установки
4 Навивочная оправка
5 Рама ведущего устройства
6 Верхний ведущий ролик
7 Нижний ведущий ролик
8 Ось поворота
9 Точка поворота
10 Устройство для измерения натяжения ленты
10а Первое плечо рычага
10b Второе плечо рычага
11 Направляющий стол
12 Рольганг
13 Металлическая лента
14 Рулон/намотанный рулон
15 Прижимной ролик
16 Исполнительный цилиндр
17 Переводное устройство
18 Поворотный цилиндр
19 Крышка шахты
20 Датчик положения
21 Гидравлический цилиндр
22 Ось вращения
23 Ролик/измерительный ролик
24 Средство для измерения силы
25 Удерживающее средство
26 Контрсредство/контрролик




Изобретение касается способа и устройства для намотки металлических лент на расположенную в шахте намоточной установки навивочную оправку, к которой металлическая лента подводится ведущим устройством, которое содержит в раме ведущего устройства один нижний и один верхний ведущие ролики, причем для направления предусмотрен расположенный ниже металлической ленты стол, а выше металлической ленты расположено переводное устройство, а также с примыканием к нему вблизи навивочной оправки расположена откидная крышка шахты. Для управления прохождением ленты через ведущее устройство оказываемое ведущим устройством на металлическую ленту продольное усилие натяжения определяют с помощью устройства для измерения натяжения ленты, установленного на раме ведущего устройства в точке поворота на незначительном расстоянии за нижним ведущим роликом с возможностью поворота снизу к металлической ленте. Устройство для измерения натяжения ленты состоит из первого плеча рычага, установленного сзади в точке вращения на раме ведущего устройства, шарнирно закрепленного спереди на первом плече рычага второго плеча рычага, содержащего на своем переднем конце ролик, и средства для измерения силы, расположенного между первым плечом рычага и вторым плечом рычага. Обеспечивается получение рулона металлической ленты с ровными кромками. 2 н. и 11 з.п. ф-лы, 6 ил.
1. Способ намотки металлических лент (13) на расположенную в шахте (3) намоточной установки навивочную оправку (4), к которой металлическую ленту подают ведущим устройством (2), содержащим в раме (5) ведущего устройства один верхний и один нижний ведущие ролики (6, 7), причем под металлической лентой (13) предусмотрен стол (11) и над металлической лентой расположено переводное устройство (17), а также откидная крышка (19) шахты, примыкающая к нему почти до навивочной оправки, отличающийся тем, что для управления ходом ленты через ведущее устройство определяют продольное тяговое усилие, воздействующее со стороны ведущего устройства (2) на металлическую ленту (13), с помощью устройства (10) для измерения натяжения ленты, установленного на раме (5) ведущего устройства в точке (9) поворота на незначительном расстоянии позади нижнего ведущего ролика (7), с возможностью поворота снизу к металлической ленте (13).
2. Способ по п.1, отличающийся тем, что клиновую составляющую распределения натяжения ленты измеряют по ширине металлической ленты (13).
3. Способ по п.1 или 2, отличающийся тем, что устройство (10) для измерения натяжения ленты управляемо отводят под металлическую ленту (13) сразу после создания натяжения ленты между ведущим устройством (2) и навивочной оправкой (4).
4. Способ по п.1, отличающийся тем, что устройство (10) для измерения натяжения ленты поворачивают в металлическую ленту (13) до достижения определенной, фиксированной позиции, учитывающей всю область диаметров намотки.
5. Способ по п.1, отличающийся тем, что измеряют положение кромок металлической ленты (13).
6. Способ по п.4, отличающийся тем, что устройство (10) для измерения натяжения ленты образует с погружающимся в металлическую ленту (13) роликом (23) угол обхвата.
7. Способ по п.6, отличающийся тем, что ролик (23) перед поворотом предварительно ускоряют до скорости движения металлической ленты (13).
8. Способ по п.4, отличающийся тем, что вместе с поворотом устройства (10) для измерения натяжения ленты сверху к металлической ленте (13) поворачивают контрсредство (26).
9. Способ по п.1, отличающийся тем, что результаты измерения значений натяжения ленты после ведущего устройства (2) передают на устройство регулирования расположенной впереди производственной линии.
10. Устройство для намотки металлических лент (13) на расположенную в шахте (3) намоточной установки навивочную оправку (4), к которой металлическая лента подводится от ведущего устройства (2), содержащего в раме (2) ведущего устройства один верхний и один нижний ведущие ролики (6, 7), причем под металлической лентой (13) предусмотрен стол (11), а над металлической лентой расположены переводное устройство (17) и примыкающая к нему вблизи навивочной оправки крышка (19) шахты, отличающееся тем, что устройство (10) для измерения натяжения ленты состоит из одного первого плеча (10а) рычага, который установлен сзади в точке (9) поворота на раме (5) ведущего устройства, и одного шарнирно закрепленного спереди в первом плече (10а) второго плеча (10b) рычага, который содержит на своем переднем конце ролик (23), причем между первым плечом (10а) рычага и вторым плечом (10b) рычага расположено средство (24) для измерения силы.
11. Устройство по п.10, отличающееся тем, что содержит датчик давления в качестве средства (24) для измерения силы.
12. Устройство по п.10 или 11, отличающееся тем, что устройство (10) для измерения натяжения ленты снабжено контрроликом (26), установленным с возможностью поворота сверху на металлическую ленту (13).
13. Устройство по п.12, отличающееся тем, что контрролик (26) закреплен на переднем, обращенном к верхнему ведущему ролику (6) конце переводного устройства (17).
| WO 03004963 A1, 16.01.2003 | |||
| Барабан моталки стана непрерывной прокатки полос | 1984 |
|
SU1186317A1 |
| Барабан моталки для рулонов | 1987 |
|
SU1479162A1 |
| Способ комплексного упрочнения | 2002 |
|
RU2224816C1 |
| Виброзащищенная машина ударного действия | 1981 |
|
SU1178316A3 |
| US 4442690 A, 17.04.1984. | |||

