Изобретение относится к области обработки металлов давлением и может быть использовано для маркирования краской горячекатаных профилей.
Цель изобретения - повышение качества наносимых знаков путем устранения засыхания краски в отверстиях маркирующего элемента.
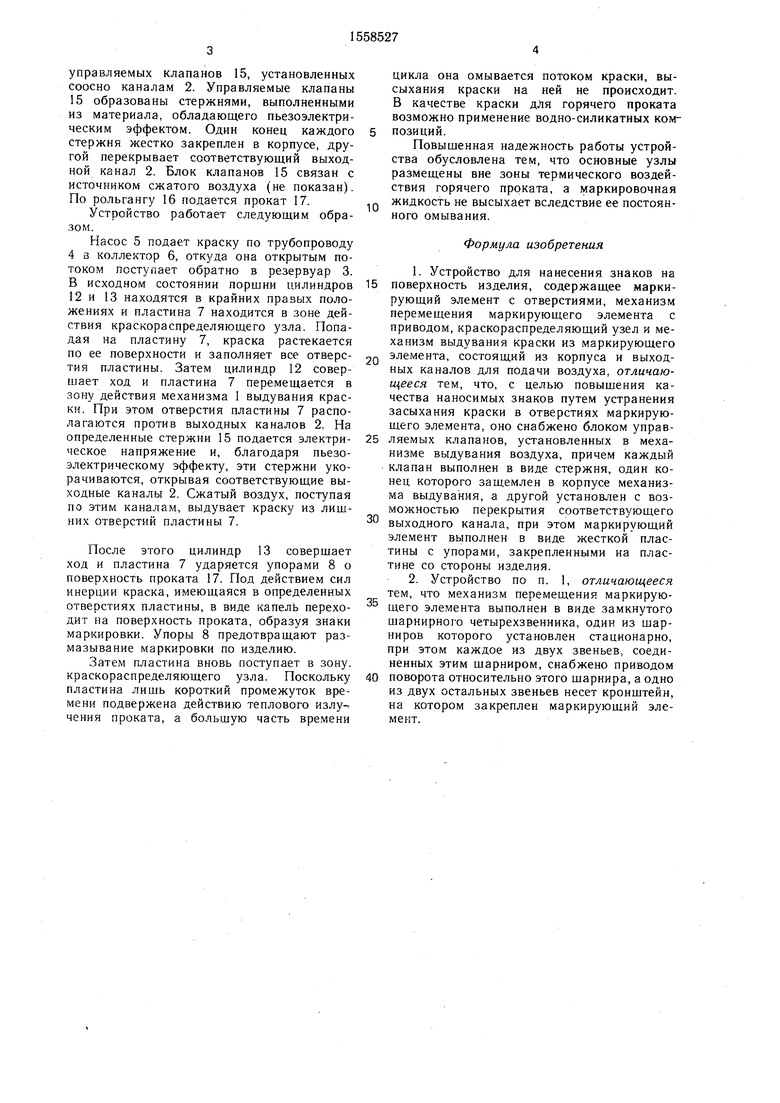
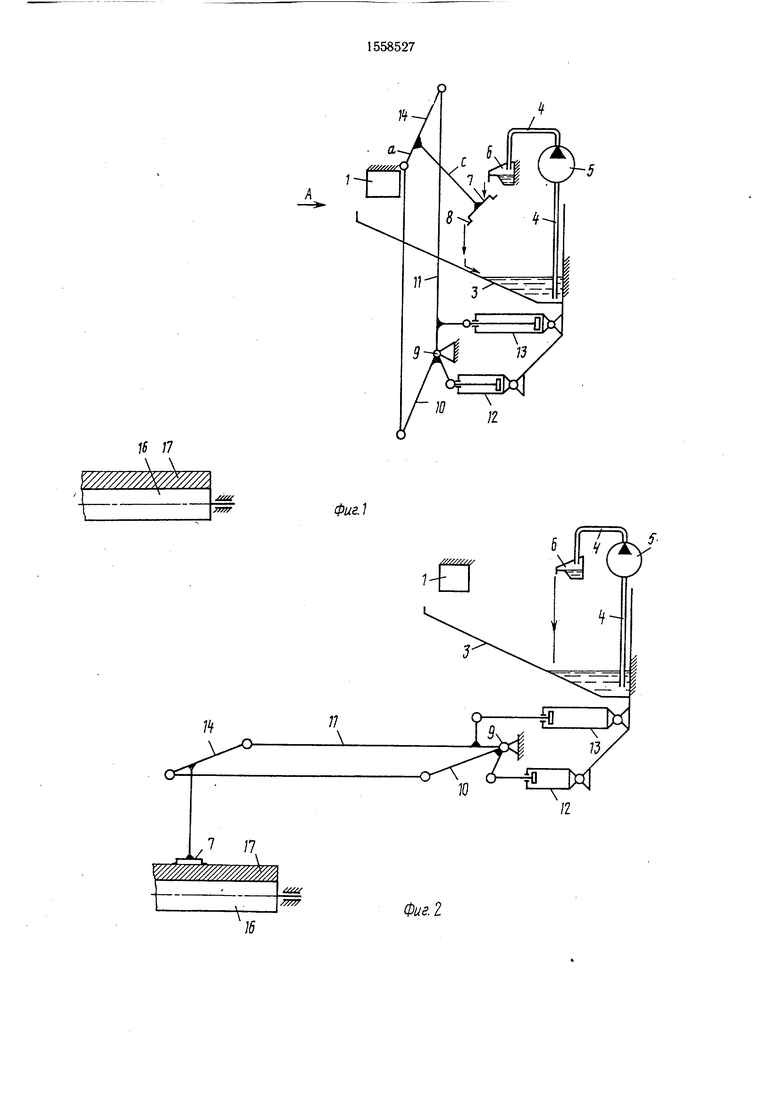
На фиг. 1 изображена кинематическая схема устройства в положении набора краски в отверстия перфорированной пластины; на фиг. 2 - то же, в положении маркировки изделия; на фиг. 3 - вид А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 3; на фиг. 5 - разрез В-В на фиг. 4.
Устройство состоит из механизма 1 для выдувания краски, имеющего выходные каналы 2, резервуара 3 с краской, краскораспределяющего узла, содержащего трубопроводы 4, соединяющие насос 5, коллектор 6 и резервуар 3 Маркирующий элемент выполнен в виде жесткой пластины 7. На пластине закреплены упоры 8. Эта пластина имеет механизм перемещения, представляющий собой замкнутый шарнирный чстырех- звенник с одним закрепленным на основании шарниром 9. Звенья 10 и 11, соединенные с шарниром 9, снабжены приводами поворота относительно этого шарнира, выполненными в виде приводных цилиндров, связанных с этими звеньями: цилиндр 12 связан со звеном 10, цилиндр 13 связан со звеном 11. На одном из двух оставшихся звеньев 14 четырехзвенника на кронштейне закреплен маркирующий элемент. Механизм 1 для выдувания краски содержит набор
сл
СП
00
ел
Ьд
управляемых клапанов 15, установленных соосно каналам 2. Управляемые клапаны 15 образованы стержнями, выполненными из материала, обладающего пьезоэлектрическим эффектом. Один конец каждого стержня жестко закреплен в корпусе, другой перекрывает соответствующий выходной канал 2. Блок клапанов 15 связан с источником сжатого воздуха (не показан). По рольгангу 16 подается прокат 17.
Устройство работает следующим образом.
Насос 5 подает краску по трубопроводу 4 з коллектор 6, откуда она открытым потоком поступает обратно в резервуар 3. В исходном состоянии поршни цилиндров 12 и 13 находятся в крайних правых положениях и пластина 7 находится в зоне действия краскораспределяющего узла. Попадая на пластину 7, краска растекается по ее поверхности и заполняет все отверстия пластины. Затем цилиндр 12 совершает ход и пластина 7 перемещается в зону действия механизма 1 выдувания краски. При этом отверстия пластины 7 располагаются против выходных каналов 2. На определенные стержни 15 подается электрическое напряжение и, благодаря пьезоэлектрическому эффекту, эти стержни укорачиваются, открывая соответствующие выходные каналы 2. Сжатый воздух, поступая по этим каналам, выдувает краску из лишних отверстий пластины 7.
После этого цилиндр 13 совершает ход и пластина 7 ударяется упорами 8 о поверхность проката 17. Под действием сил инерции краска, имеющаяся в определенных отверстиях пластины, в виде капель переходит на поверхность проката, образуя знаки маркировки. Упоры 8 предотвращают размазывание маркировки по изделию.
Затем пластина вновь поступает в зону, краскораспределяющего узла. Поскольку пластина лишь короткий промежуток времени подвержена действию теплового излучения проката, а большую часть времени
цикла она омывается потоком краски, высыхания краски на ней не происходит. В качестве краски для горячего проката возможно применение водно-силикатных композиций.
Повышенная надежность работы устройства обусловлена тем, что основные узлы размещены вне зоны термического воздействия горячего проката, а маркировочная жидкость не высыхает вследствие ее постоянного омывания.
Формула изобретения
1.Устройство для нанесения знаков на поверхность изделия, содержащее маркирующий элемент с отверстиями, механизм перемещения маркирующего элемента с приводом, краскораспределяющий узел и механизм выдувания краски из маркирующего
элемента, состоящий из корпуса и выходных каналов для подачи воздуха, отличающееся тем, что, с целью повышения качества наносимых знаков путем устранения засыхания краски в отверстиях маркирующего элемента, оно снабжено блоком управляемых клапанов, установленных в механизме выдувания воздуха, причем каждый клапан выполнен в виде стержня, один конец которого защемлен в корпусе механизма выдувания, а другой установлен с возможностью перекрытия соответствующего
выходного канала, при этом маркирующий элемент выполнен в виде жесткой пластины с упорами, закрепленными на пластине со стороны изделия.
2.Устройство по п. 1, отличающееся тем, что механизм перемещения маркирующего элемента выполнен в виде замкнутого шарнирного четырехзвенника, один из шарниров которого установлен стационарно, при этом каждое из двух звеньев, соединенных этим шарниром, снабжено приводом
поворота относительно этого шарнира, а одно из двух остальных звеньев несет кронштейн, на котором закреплен маркирующий элемент.
ri
I
1 1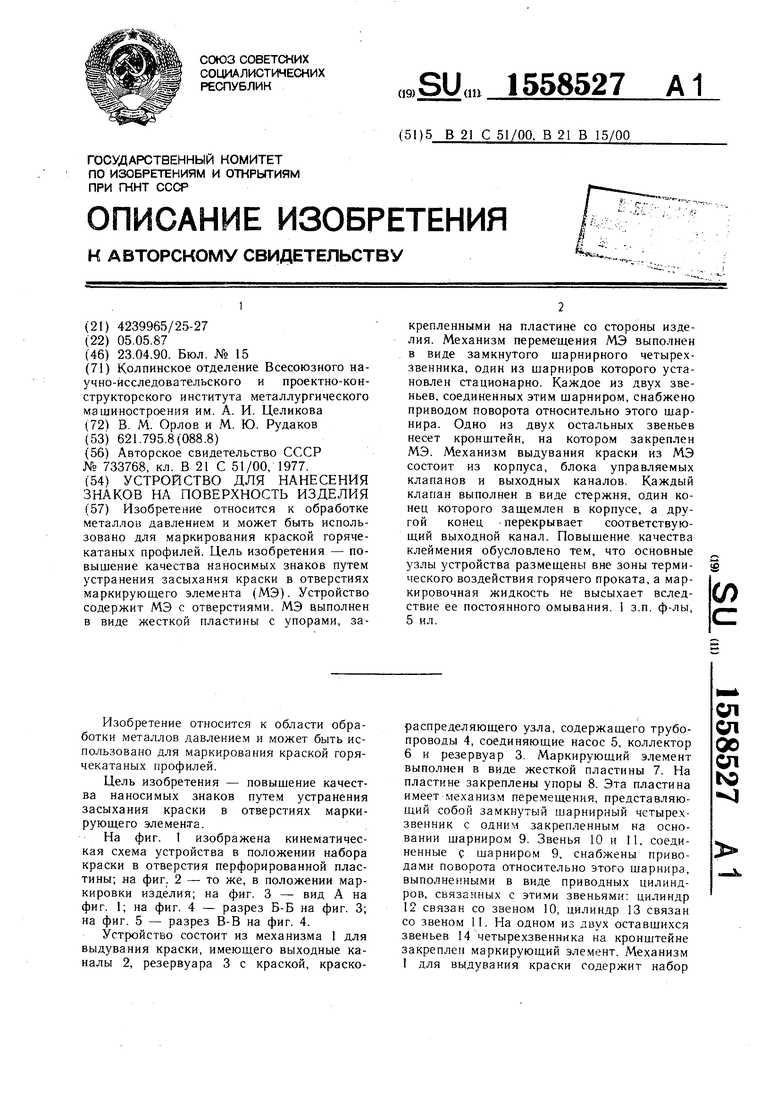
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для маркирования труб | 1990 |
|
SU1771433A3 |
| Устройство для маркирования проката | 1985 |
|
SU1353552A1 |
| Устройство для маркирования изделий краской | 1989 |
|
SU1785463A3 |
| Устройство для маркирования листового материала | 1982 |
|
SU1159679A1 |
| Устройство для маркирования изделий | 1980 |
|
SU884784A1 |
| СПОСОБ ИДЕНТИФИКАЦИИ ТРАНСПОРТНОГО СРЕДСТВА | 1996 |
|
RU2104886C1 |
| Устройство для маркировки | 1987 |
|
SU1423428A1 |
| УСТРОЙСТВО ДЛЯ МАРКИРОВКИ | 2007 |
|
RU2351458C2 |
| Устройство для маркировки изделий | 1980 |
|
SU859202A1 |
| Устройство для маркирования проката | 1989 |
|
SU1669609A1 |
Изобретение относится к обработке металлов давлением и может быть использовано для маркирования краской горячекатанных профилей. Цель изобретения - повышение качества наносимых знаков путем устранения засыхания краски в отверстиях маркирующего элемента (МЭ). Устройство содержит МЭ с отверстиями. МЭ выполнен в виде жесткой пластины с упорами, закрепленными на пластине со стороны изделия. Механизм перемещения МЭ выполнен в виде замкнутого шарнирного четырехзвенника, один из шарниров которого установлен стационарно. Каждое из двух звеньев, соединенных этим шарниром, снабжено приводом поворота относительно этого шарнира. Одно из двух остальных звеньев несет кронштейн, на котором закреплен МЭ. Механизм выдувания краски из МЭ состоит из корпуса, блока управляемых клапанов и выходных каналов. Каждый клапан выполнен в виде стержня, один конец которого защемлен в корпусе, а другой конец перекрывает соответствующий выходной канал. Повышение качества клеймения обусловлено тем, что основные узлы устройства размещены вне зоны термического воздействия горячего проката, а маркировочная жидкость не высыхает вследствие ее постоянного омывания. 1 з.п.ф-лы. 5 ил.
t
fXl
tv
t
t
M
Г-3
8-&
Фиг.5
| Способ маркировки металлических изделий и устройство для его осуществления | 1977 |
|
SU733768A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
