Изобретение относится к деревообрабатывающей промышленности, в частности к оборудованию по изготовлению длинномерных спичек.
Цель изобретения - повышение производительности и надежности работы устройства.
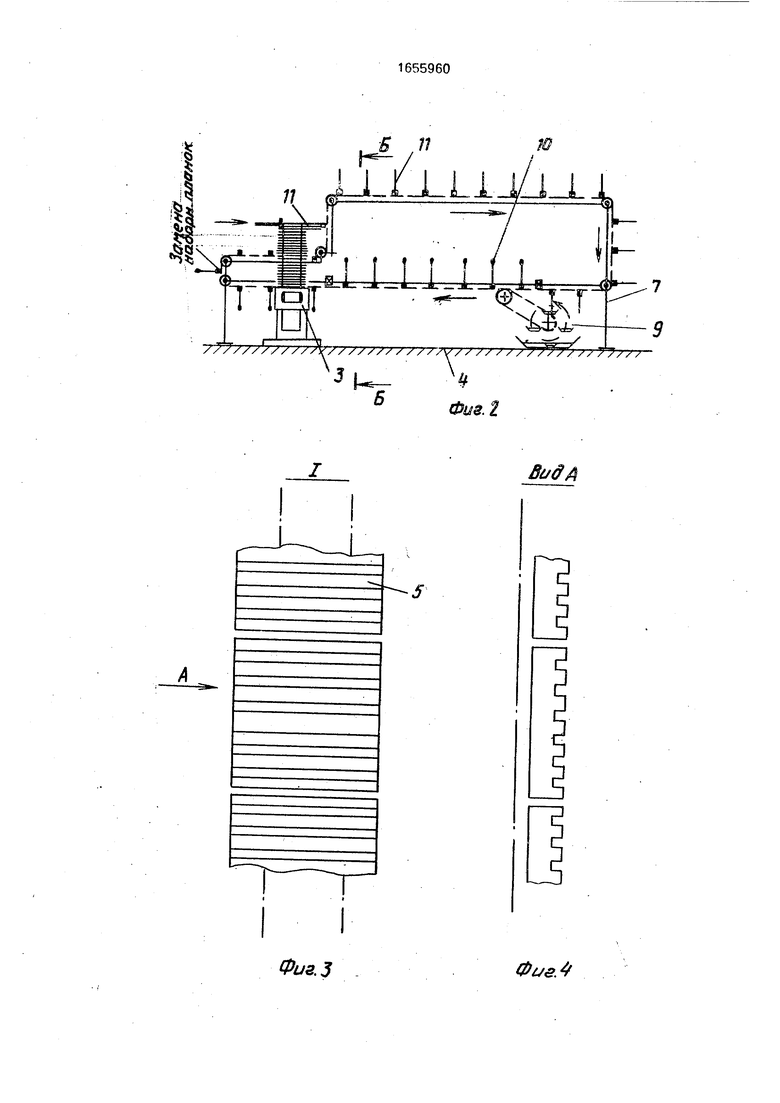
На фиг. 1 изображен полуавтомат.вид сверху; на фиг. 2 - то же, вид сбоку; на фиг. 3 - цепной транспортер с планками поштучного набора спичечной соломки; на фиг. 4 - вид А на фиг. 3; на фиг, 5 - разрез Б-Б на фиг. 2.
Полуавтомат для изготовления каминных спичек состоит из перпендикулярно расположенных относительно друг друга цепных транспортеров 1 и 2.
Транспортер 1 установлен с вибробункером 3 для поштучной выдачи спичечной соломки на станине 4, при этом на транспортере 1 закреплены на его цепях пластины 5 с пазами 6 и одна ветвь цепного транспортера размещена внутри вибробункера 3.
Цепной транспортер 2 установлен на станине 7, на цепях которой закреплены зажимные сменные наборные планки 8, а под нижней ветвью смонтировано макальо
СП
сл о о
Ос
ное устройство 9 для формирования зажигательной головки 10.
Транспортеры 1 и 2, макальное устройство 9 имеют единый привод, который работает по циклограмме.
Полуавтомат работает следующим образом.
Одновременно включают приводы транспортеров 1 и 2, вибробункера 3 поштучной выдачи спичечной соломки 11, В пазы 6 пластин 5 цепного транспортера 1 западают спичечные соломки 11. Транспортерная лента транспортера 2 подводит очередную наборную планку 8.
Когда транспортерная лента транспорте- ра 1 набрала заданную партию спичечной соломки, а транспортер 2 подвел наборную Планку 8 к месту набивки, происходит кратковременная остановка, наборная планка 8 С помощью пневмоцилиндра (не показан) раскрывается, и партия спичечной соломки Заталкивается в образовавшуюся щель наборной планки 8, затем пневмоцилиндр возвращается в исходное положение, закрывая при-этом наборную планку 8, кото- рая плотно зажимает партию соломки.
Движение цепных транспортеров 1 и 2 возобновляется, повторяя цикл и наполненные наборные планки 8 продвигаются к макальному устройству 9 для формирования зажигательной головки. Наборные планки 8 с готовыми спичками продвигаются к месту замены планок, а далее направляются на досушку зажигательных головок в техноло гический поток изготовления каминных спичек.
Формула изобретения
Полуавтомат для изготовления каминных спичек, включающий механизм перемещения наборных планок, вталкивающую гребенку и привод, отличающийся тем, что, с целью повышения производительности и надежности, полуавтомат снабжен перпендикулярно расположенными относительно друг друга цепными транспортерами, при этом на раме одного из последних смонтирован вибробункер, внутри которого размещена ветвь цепного транспортера с закрепленными между его цепями пластинами с пазами, а на другом цепном транспортере установлены зажимные сменные планки; причем под его нижней ветвью смонтировано устройство для формирования зажигательной головки.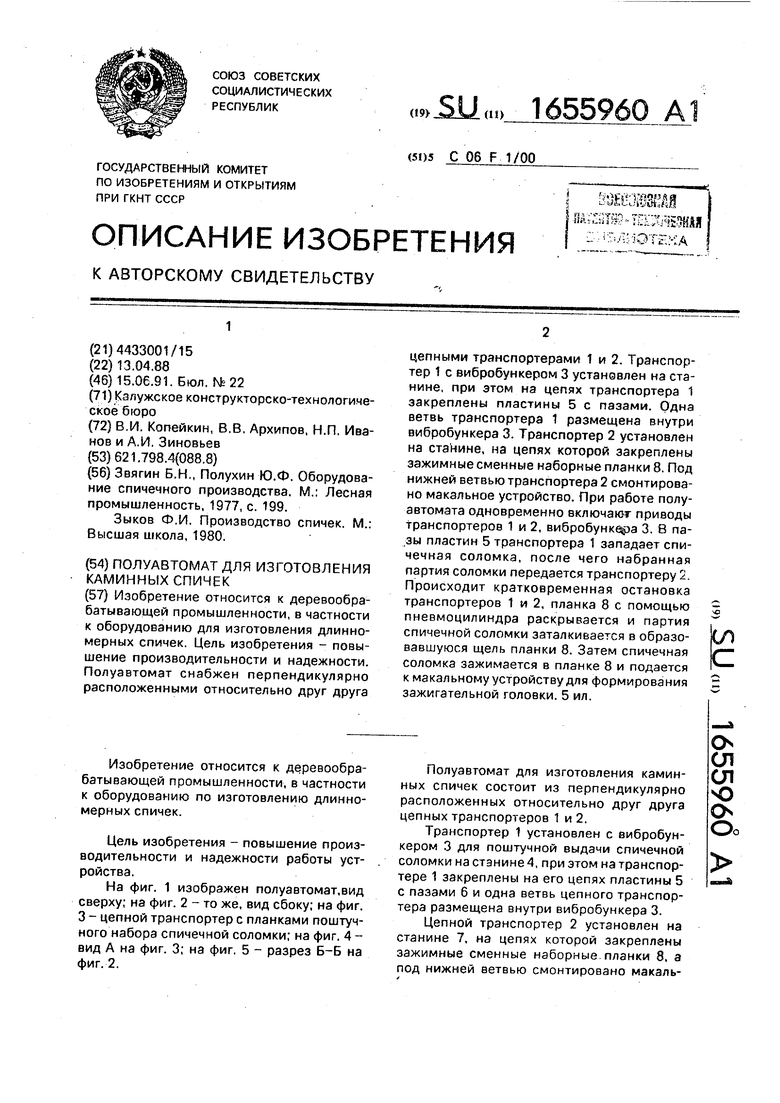

| название | год | авторы | номер документа |
|---|---|---|---|
| Спичечный автомат | 1987 |
|
SU1558886A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СПИЧЕК | 1967 |
|
SU206364A1 |
| Устройство для изготовления спичек | 1990 |
|
SU1723081A1 |
| Устройство для изготовления спичечных книжек | 1931 |
|
SU44882A1 |
| Наборная планка для каминных спичек | 1988 |
|
SU1662994A1 |
| СПИЧКА, СПОСОБ ПРОИЗВОДСТВА СПИЧЕК И СПОСОБ УКЛАДКИ СПИЧЕК | 1990 |
|
RU2024469C1 |
| Устройство для нанесения зажигательной массы на транспортерную ленту макального аппарата | 1977 |
|
SU609745A1 |
| УСТРОЙСТВО для ЗАПОЛНЕНИЯ НАБОРНЫХ ПЛАНОК СПИЧЕЧНОГО АВТОМАТА СПИЧЕЧНОЙ СОЛОМКОЙ | 1967 |
|
SU197421A1 |
| УСТРОЙСТВО ДЛЯ ВТАЛКИВАНИЯ СПИЧЕЧНЫХ СОЛОМОК В НАБОРНЫЕ ПЛАНКИ СПИЧЕЧНЫХ АВТОМАТОВ | 1933 |
|
SU39649A1 |
| СПИЧКА МАЙЛИБАЕВА И СПОСОБ ИЗГОТОВЛЕНИЯ СПИЧЕК | 1989 |
|
SU1792096A1 |

Изобретение относится к деревообрабатывающей промышленности, в частности к оборудованию для изготовления длинномерных спичек. Цель изобретения - повышение производительности и надежности. Полуавтомат снабжен перпендикулярно расположенными относительно друг друга цепными транспортерами 1 и 2. Транспортер 1 с вибробункером 3 установлен на станине, при этом на цепях транспортера 1 закреплены пластины 5 с пазами. Одна ветвь транспортера 1 размещена внутри вибробункера 3. Транспортер 2 установлен на станине, на цепях которой закреплены зажимные сменные наборные планки 8. Под нижней ветвью транспортера 2 смонтировано макальное устройство. При работе полуавтомата одновременно включают приводы транспортеров 1 и 2, вибробунк эа 3. В пазы пластин 5 транспортера 1 западает спичечная соломка, после чего набранная партия соломки передается транспортеру 2. Происходит кратковременная остановка транспортеров 1 и 2, планка 8 с помощью пневмоцилиндра раскрывается и партия спичечной соломки заталкивается в образовавшуюся щель планки 8. Затем спичечная соломка зажимается в планке 8 и подается к макальному устройству для формирования зажигательной головки. 5 ил. (Л
/
п
Ч(
йа.
8
Фиг.1
.я
„ jjl/ LLia6 i
77
Г
LJ-LI-1U.
XC
Ч. -
ЈГ/////// / ////v// // / / / 7// II
7
/5.J
.я
it
.
г
XC Ж
ч4у
Ч. - /
щ
/ 7//
/ / s / / 7 / / /
/
Фиг. 4
CVg SQ
i
Ч
i
I
| Звягин Б.Н., Полухин Ю.Ф | |||
| Оборудование спичечного производства | |||
| М.; Лесная промышленность, 1977, с | |||
| ПЕЧНОЙ ЖЕЛЕЗНЫЙ РУКАВ (ТРУБА) | 1920 |
|
SU199A1 |
| Зыков Ф.И | |||
| Производство спичек | |||
| М.: Высшая школа, 1980. | |||
