Ё

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ ПЛАВЛЕНИЕМ | 2016 |
|
RU2670828C9 |
| Способ тепловой дефектоскопии | 1988 |
|
SU1599743A1 |
| Способ обработки сварных соединений | 1991 |
|
SU1787093A3 |
| СПОСОБ ЗАВАРКИ ДЕФЕКТОВ В ОТЛИВКАХ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1997 |
|
RU2109611C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ КАТАНИЯ ЖЕЛЕЗНОДОРОЖНОГО РЕЛЬСОВОГО ПУТИ БЕЗ ЕГО СНЯТИЯ С ПОЛОТНА | 2009 |
|
RU2421309C1 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОЙ СВАРКИ ЧУГУНА | 1996 |
|
RU2098248C1 |
| Способ восстановления рельсов газопорошковой наплавкой | 1986 |
|
SU1348442A1 |
| Способ подготовки рамных пил | 1979 |
|
SU901305A1 |
| СОЕДИНИТЕЛЬНЫЙ ШОВ В ДЕТАЛЯХ ИЗ ЦИНКА И ЕГО СПЛАВОВ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1996 |
|
RU2146190C1 |
| Способ восстановления стальных и чугунных корпусных деталей газотермическим плакированием с прямым осаждением самофлюсующегося порошкового материала | 2024 |
|
RU2830001C1 |

Изобретение относится к неразрушающим способам контроля целостности наружных поверхностей изделий и может быть использовано при выявлении скрытых дефектов типа "трещины". Цель изобретения - повышение надежности способа и его упрощение. После механической очистки исследуемой поверхности осуществляют местный нагрев зоны предполагаемой трещины до температуры цветов побежалости. Нагрев производят горелкой с температурой пламени выше температуры плавления металла изделия. 7 ил.
Изобретение относится к неразрушающим способам контроля целостности наружных поверхностей изделий, преимущественно крупногабаритных стальных, на предмет выявления микротрещин и может быть использовано в различных отраслях машиностроения.
Цель изобретения - повышение надежности способа и его упрощение.
Местный нагрев зоны предполагаемой трещины горелкой с температурой пламени выше температуры плавления металла изделия позволяет увеличить ширину раскрытия трещины, а образование цветов побежалости на исследуемой поверхности способствует выделению трещины.
Способ реализуют при ремонтных работах отъемного днища рабочего цилиндра штамповочного пресса.
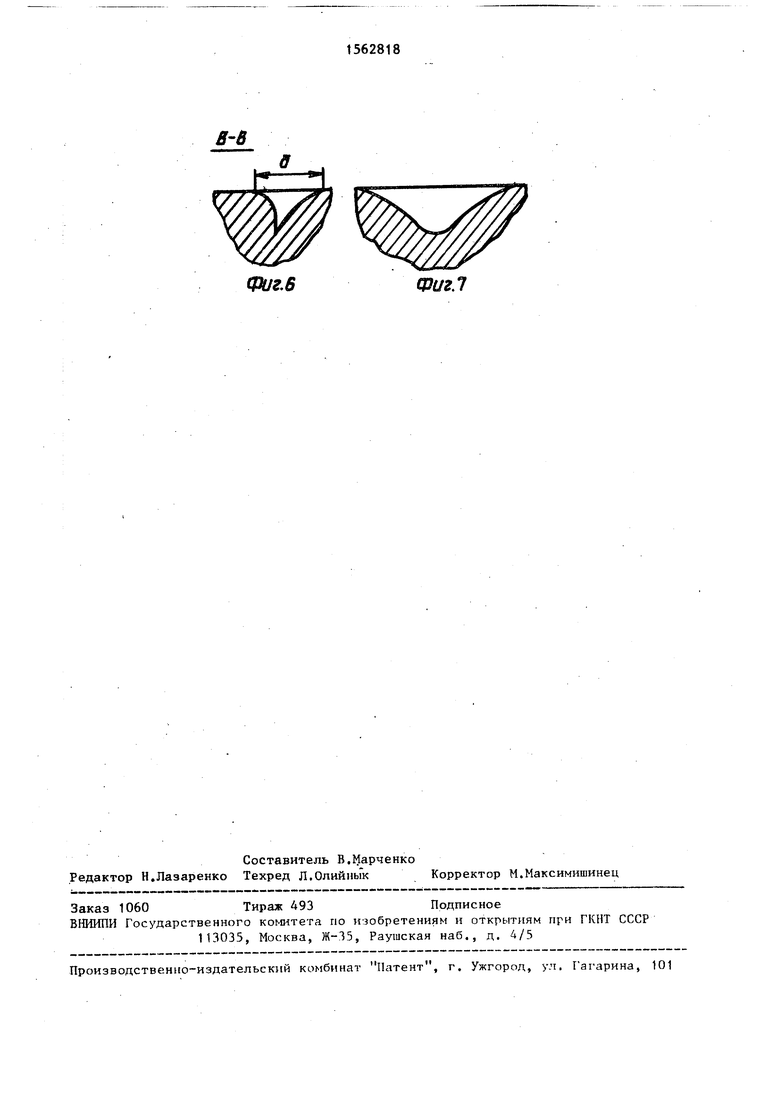
На фиг.1 - показано отъемное дни- , ще с зоной С предполагаемой микротрещины, общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.З - узел I на f фиг 2; на фиг.4 - вид Б на фиг.1,при нагреве; на фиг.5 - то же, при остывании; на фиг.6 - разрез В-В на фиг.5; на фиг.7 - окончательно разделанная трещина, разрез.
Отъемное днище рабочего цилиндра представляет собой круглую плиту со
вставкой центральной частью. Матери-J ал - сталь 35. Периодический профилактический ультразвуковой контроль торца детали, работающей при давлении рабочей жидкости 320 кг/см2, показал в одном месте наличие дефекта. После демонтажа центральной части днища с уплотнениями по диаметру D визуальным осмотром дефектной зоны обнаружена трещина по образующей внутренней .цилиндрической поверхности длиной 120 мм и, как показал ультразвуковой контроль, глубиной залегания 22 мм. После разделки зоны трещины бормаши- нками с наждачными кругами на глубину 21 мм трещина исчезла и никакими Известными способами ее не удалось обнаружить. Однако, сомнения оставались, так как ультразвуковой, контроль показывал до разделки глубину залегания трещины до 22 мм. Тогда и был применен предлагаемый способ. С его применением остатки трещины Немедленно проявились, были зачищены до глубины 22 мм. После повторного применения предлагаемого способа остатки трещины снова проявились и только после разделки зоны трещины , до глубины 23 мм трещина не обнаруживалась н предлагаемым способом.
Далее зона трещины механическим путем была обработана с расчетом, чтобы границы зоны трещины и дно выборки имели плавные радиусные переходы, как это показано на фиг.7. С разделанной таким образом зоной трещины днище было допущено к дальнейшей эксплуатации.
При нагреве зоны трещины использовался обычный резак для кислородно-ацетиленовой резки металла. Наибольшая температура пламени резака на расстоянии 3-5 мм от ядра пламени составляет 3100-3150°С, а по обе стороны этой точки она значительно меньше, но выше температуры плавления стали 1510°С. Механизм выявления скрытой микротрещины предлагаемым способом можно объяснить следующим образом.
При обработке зоны микротрещины абразивным кругом она затягивается пластически деформируемым металлом в виде отдельных микрокозырьков (фиг.2) и величина несплошности металла на обработанной таким образом поверхности (фиг.3,размер а ) настолько мала, что не поддается выявлению известными способами.
При воздействии на зон# микротрещины тепловым полем горелки с температурой пламени выше 1510 С имеющиеся над трещиной микрокозырьки и края микротрещины оплавляются (фиг.6), а сама зона уплотняется за счет местного теплового расширения ,будучи окруженная мощным корсетом холодного металла днища
15628184
(фиг.4), происходит местное поднятие кромок микротрещины.
Определяющим для увеличения размеров трещины является прежде всего расплавление микрокозырька над трещиной и оплавление ее кромок, поэтому и выбирается горелка с температурой пламени, превышающей температуру плавления металла изделия. Подмя- тие кромок микротрещины при нагреве контролируемой зоны за счет термической деформации сопутствует процессам оплавления и неотделимо от них, так как температурные напряжения при
нагреве зоны трещины до цветов побе- о,
10
15
20
25
30
35
40
45
50
55
жалости ( 400 С), до которых и нагревается эта зона, весьма значительны.
Во время нагрева зоны трещины оплавленные кромки трещины на фоне цветов побежалости резко выделяют исключительно черной окраской, поэтому их невозможно не заметить.
При охлаждении происходит обратная подвижка металла зоны трещины (фиг.5), благодаря которой черная окисная пленка разрывается и трещина проявляется особенно контрастно.
Изобретение позволяет упростить способ обнаружения микротрещин, сократить время и затраты. Способ не требует применения различных индикаторных жидкостей и доступен для любых предприятий.
Выявленная микротрещина в днище способом нагрева пламенем горелки позволила качественно и с гарантией отремонтировать днище, установить его на место для дальнейшей эксплуатации и тем самым сократить простой уникального пресса.
Формула изобретения
Способ выявления трещин на наружных поверхностях стальных изделий, включающий механическую очистку исследуемой поверхности с последующим ее визуальным осмотром, отличающийся тем, что, с целью повышения надежности способа и его упрощения, после очистки осуществляют местный нагрев зоны предполагаемой трещины до температуры цветов побежалости горелкой с температурой пламени выше температуры плавления металла изделия, а после остывания зоны судят о наличии трещины.
нагреве зоны трещины до цветов побе- о,
0
5
0
5
0
5
0
5
жалости ( 400 С), до которых и нагревается эта зона, весьма значительны.
Во время нагрева зоны трещины оплавленные кромки трещины на фоне цветов побежалости резко выделяют исключительно черной окраской, поэтому их невозможно не заметить.
При охлаждении происходит обратная подвижка металла зоны трещины (фиг.5), благодаря которой черная окисная пленка разрывается и трещина проявляется особенно контрастно.
Изобретение позволяет упростить способ обнаружения микротрещин, сократить время и затраты. Способ не требует применения различных индикаторных жидкостей и доступен для любых предприятий.
Выявленная микротрещина в днище способом нагрева пламенем горелки позволила качественно и с гарантией отремонтировать днище, установить его на место для дальнейшей эксплуатации и тем самым сократить простой уникального пресса.
Формула изобретения
Способ выявления трещин на наружных поверхностях стальных изделий, включающий механическую очистку исследуемой поверхности с последующим ее визуальным осмотром, отличающийся тем, что, с целью повышения надежности способа и его упрощения, после очистки осуществляют местный нагрев зоны предполагаемой трещины до температуры цветов побежалости горелкой с температурой пламени выше температуры плавления металла изделия, а после остывания зоны судят о наличии трещины.
rvj
л
1
«О
Фиг,6
Фиг.7
