Изобретение относится к судовому машиностроению и может быть использовано для исправления дефектов отливок заваркой для сплавов на основе алюминия марок АЛ2, АЛ4, АЛ4В, АЛ9, АЛ11, АЛ8, АЛ13, АЛ-23-1, АЛ-28, с применением ручного аргонодугового способа.
Известен способ дуговой многопроходной сварки деталей, преимущественно толстостенных, при которых осуществляют предварительный подогрев участков, удаленных от свариваемых кромок и параллельных продольной оси шва, до определенной температуры, причем при выполнении протяженных швов подогрев производят на участках, удаленных от свариваемых кромок на расстояние 5-8 толщин детали для достижения на этих участках температуры, близкой к 0,5 температуры плавления [2].
Известный способ трудоемок, нетехнологичен, не позволяет осуществлять заварку дефектов отливок из сплавов на алюминиевой основе.
Известен способ заварки дефектов в отливках из алюминиевых сплавов, включающий введение в зону горения присадочного металла, подогретого от дополнительного источника путем пропускания тока по цепи присадочный металл - изделие, причем присадочный металл укладывают на поверхность изделия, между ними размещают изолирующий материал, а токоподвод перемещают по поверхности присадочного металла [1].
Известный способ трудоемок, нетехнологичен, не позволяет получать качественные швы при заварке дефектов в отливках из алюминиевых сплавов за счет образования трещин при выполнении протяженных швов.
Наиболее близким к изобретению является известный способ заварки дефектов в отливках из алюминиевых сплавов, при котором осуществляют выборку дефектов под сварку и заварку дефекта аргонодуговой сваркой неплавящимся электродом с подачей присадочной проволоки. Перед сваркой осуществляют предварительный подогрев отливок, температуру подогрева назначают в зависимости от марки сплава, вида дефекта и режима сварки [3].
Однако данный способ трудоемок, требует высокой квалификации сварщиков. Кроме того, способ не исключает образование трещин, пор и оксидных включений при заварке протяженных дефектов.
Техническая задача изобретения состоит в получении качественных швов при заварке дефектов за счет исключения трещинообразования при выполнении протяженных швов.
Данная техническая задача решается за счет того, что в способе заварки дефектов в отливках из алюминиевых сплавов, включающем выборку дефектов под сварку, предварительный подогрев отливки и заварку дефекта аргонодуговой сваркой неплавящимся электродом с подачей присадочной проволоки, предварительный подогрев отливки осуществляют горелками кислородно-ацетиленовым пламенем до температуры более 250oС, перед заваркой возбуждают в материале отливки ультразвуковые колебания с частотой, близкой к собственной частоте материала отливки, сварку выполняют короткой дугой с подогревом присадочной проволоки от дополнительного источника путем пропускания тока по цепи присадочный металл - изделие, при этом присадочный металл размещают на поверхности изделия, между ними размещают изолирующий материал, и токопровод перемещают по поверхности присадочного металла, заварку дефекта выполняют за несколько проходов валиками шириной 10-15 мм со смещением начала и конца каждого последующего валика относительно предыдущего, причем наплавку каждого последующего валика ведут в направлении, противоположном направлению наплавки предыдущего валика с перекрытием предыдущего на 1/3 - 1/2 его ширины и с обеспечением плавного перехода между валиками и от шва к основному металлу, последние проходы при заварке выполняют облицовочными валиками шириной не более 15-18 мм с величиной усиления слоя наплавки над поверхностью основного металла не менее 2-3 мм, причем в процесс заварки дефекта в случае обрыва дуги кратер валика тщательно зачищают от шлака и затем снова возбуждают дугу, каждый наплавленный валик очищают от шлака и окислов до металлического блеска, наплавленный металл и околошовную зону осматривают для выявления трещин и в случае обнаружения дефектов в виде трещин и пор процесс заварки прекращают до выявления и устранения причин их образования, после заварки дефектов поверхность наплавки и прилегающую зону основного металла очищают от брызг, производят контроль внешним осмотром и измерением и устраняют выявленные дефекты. Кроме того, при заварке дефектов в виде утонений, недоливов и больших выборок, расположенных на различных участках отливки, для уменьшения сварочных деформаций после выполнения первого слоя на одном участке производят поочередную наплавку слоями на последующих участках.
При заварке дефектов на цилиндрических поверхностях заварку производят диаметрально противоположными участками.
В процессе сварки конец присадочной проволоки помещают в зону защитного газа.
Кроме того, в случае заварки сквозных дефектов, а также дефектов, после выборки которых толщина стенки отливки не превышает 3 мм, осуществляют подформовку отливки, для чего заварку выполнят на подкладках из меди, или графита, или из материала отливки, или из смеси песка с жидким стеклом, причем после удаления подкладок выполняют зачистку и подварку с обратной стороны.
Причем при аргонодуговой сварке в качестве неплавящегося электрода применяют прутки из технически чистого вольфрама.
Кроме того, сварку ведут в нижнем положении или на подъем с углом наклона не более 15-20o, причем в процессе сварки регистрируют скорость распространения продольных и поперечных волн ультразвуковых колебаний и по их величине судят о качестве сварки.
На фиг. 1 приведена схема наложения облицовочных валиков при заварке дефектов в отливках из алюминиевых сплавов, где 1 - отливка, 2 - генератор ультразвуковых колебаний, 3 - блок согласования (микро-ЭВМ), 4 - усилитель мощности, 5 - ультразвуковые преобразователи, 6 - облицовочные валики.
Способ осуществляют следующим образом. Подогревают отливки до температуры, указанной в табл. 1 Местный подогрев отливок выполняют горелками кислородно-ацетиленовым пламенем, контролируя подогрев термокарандашом или термопарой касания. Затем в материале отливки 1 посредством ультразвуковых преобразователей 5, возбуждаемых генератором 2 и усилителя мощности 4, управляемых боком согласования 3, генерируют мощные ультразвуковые знакопеременные колебания, причем амплитуду колебаний медленно поднимают от минимально возможного уровня до уровня, примерно равного 0,1-0,2 величины растягивающих напряжений жидкого металла при заварке и вибровоздействия осуществляют в течение всего времени сварки, изменяя задержку между фазами колебаний от разных ультразвуковых преобразователей на 1/4, 1/8 и т.д., что вызвано тем, что узлы и пучности, которые образуются в материале отливки в течение длительного времени воздействия колебаний, создают в материале отливки области, где образуются места переконцентрации давления и места, где давления нет (имеет место нейтрализация волн давления), поэтому ультразвуковые вибровоздействия осуществляют на частотах 60-1500 кГц.
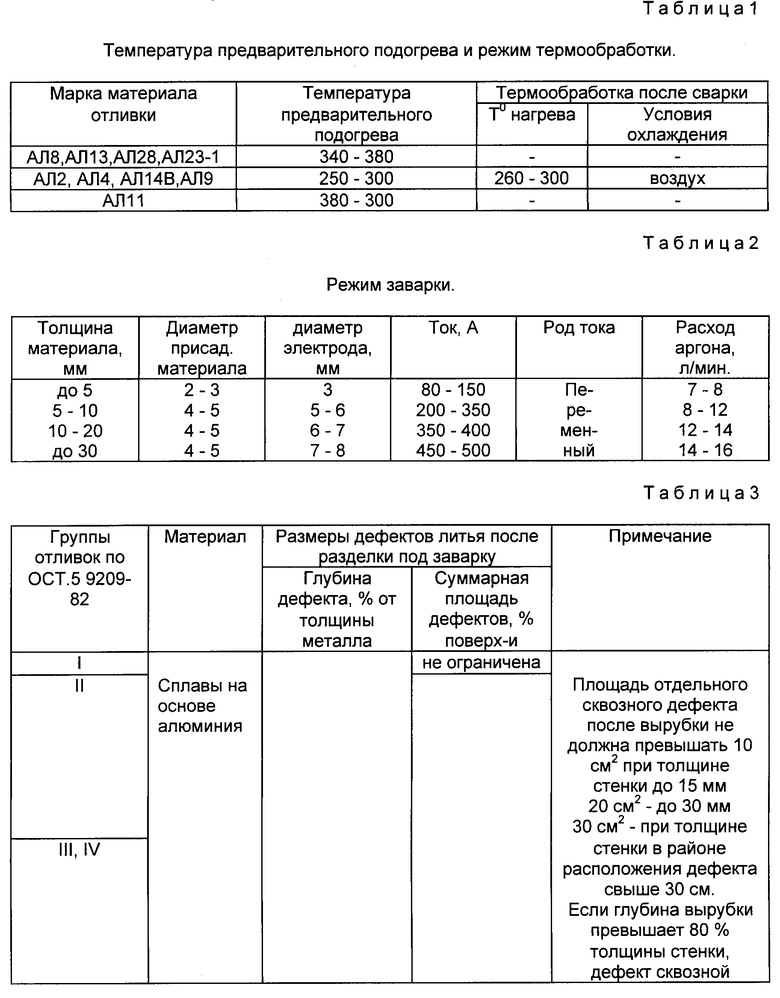
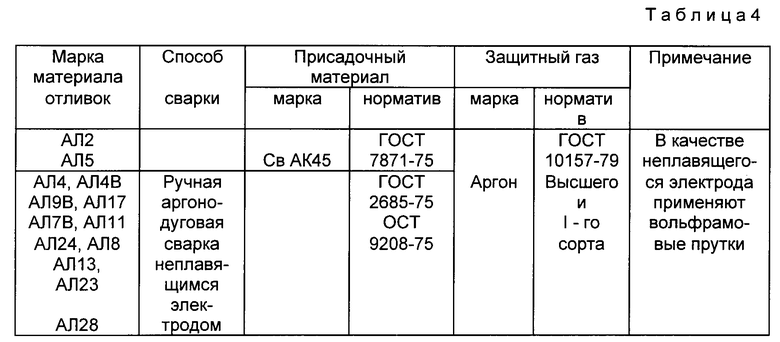
Непосредственно перед заваркой переходят на частоту возбуждения, близкую к частоте собственных колебаний материала отливки, и вибровоздействия на резонансной частоте осуществляют в течение всего времени заварки. Одновременно регистрируют ультразвуковые колебания, измеряют скорости распространения продольных и поперечных волн в материале отливки до и после сварки и, сопоставляя величины этих скоростей, судят о качестве заварки. Заваркой исправляют дефекты отливок из сплавов на основе алюминия марок АЛ2, АЛ4, АЛВ, АЛ9, АЛ11, АЛ8, АЛ13, АЛ-23-1, АЛ-28 с использованием ручного аргонодугового метода. Исправлению подлежат дефекты отливок, влияющие на прочность отливки, имеющие несоответствие геометрической формы (недолив, обжим, подутость и т.п.), дефекты поверхности (ужимина, пригар, спай и т.п.), несплошности в теле (горячая и холодная трещины, рыхлота, газовая и усадочная пористость и т.п.). Отливки, прошедшие исправление наполнением полимерными материалами, к исправлению заваркой не допускаются, причем исправление дефектов отливок допустимо при условии: доступности для исправления дефектного участка по всей его протяженности; обеспечения сохранности конструктивных форм и размеров отливки после исправления; если исправление не ограничено техническими условиями на изделие.
Размеры дефектов отливок, допускаемые к исправлению заваркой, приведены в табл. 3.
Необрабатываемые поверхности отливок должны быть без трещин, раковин, неслитин, сквозных рыхлот, механических повреждений и других дефектов, снижающих прочность отливок. На поверхностях отливок, подлежащих механической обработке, допускаются без исправления все виды дефектов (кроме трещин) в пределах 2/3 припуска на механическую обработку отливки. Химический состав отливок, допускаемых к исправлению, соответствует требованиям ОСТ5.9208-81. Сварочные материалы и их химический состав соответствуют данным, приведенным в табл. 4. Литые прутки, применяемые для заварки, имеют ровную поверхность без заливов, обжимов, раковин (газовых, усадочных, песчаных) и других дефектов. Все присадочные материалы перед заваркой очищают от масла и других загрязнений, причем очистку производят химическим способом. После химической очистки поверхность присадочной проволоки приобретает серебристо-матовый цвет, и на ее поверхности не допускается наличие загрязнений, желтого цвета, следов окислов. При аргонодуговой заварке дефектов отливок в качестве неплавящегося электрода применяют прутки из технически чистого вольфрама. Для исправления дефектных участков отливок ручной аргонодуговой сваркой неплавящимся электродом на переменном токе используют специализированные установки типа УДАР, УДГ, ТИР, Мачс или трансформаторные посты, обеспечивающие получение заданных режимов сварки.
Контуры дефектов, подлежащих заварке, размечают или обводят цветным мелом или карандашом. Дефекты, подлежащие исправлению, разделывают до плотного металла. Перед разделкой трещин и спаев предварительно у концов дефектов сверлят отверстия диаметром не менее 5 мм на 2-3 мм глубже залегания дефекта. При обнаружении наружных трещин или надрывов для выявления их границ поверхность детали в местах расположения дефектов зачищают до чистого металла на ширину не менее 50 мм от дефекта в обе стороны металлической щеткой. Выявление границ трещин и надрывов производят цветной дефектоскопией. Угол скоса кромки при разделке дефекта выбирают в зависимости от размеров дефекта с учетом обеспечения доступа электрода и присадочного прутка на всем протяжении дефекта. Минимальный угол скоса кромки 15o на сторону. При образовании У-образного или Х-образного профиля суммарный скос кромки составляет 60-70o. Разделку выполняют одним из следующих способов: механическим: обрубкой зубилом, сверлением, фрезерованием; воздушно-дуговой строжкой или плазменной резкой с последующим удалением механическим способом следов резки на глубину не менее 1 мм.
Разделка дефекта и зачистка абразивным кругом на отливках из алюминиевых сплавов не допускается.
Зачистку поверхности выборок под заварку выполняют непосредственно перед заваркой. Если дефект не исправлен в течение двух суток, то участок вновь подлежит зачистке механическим способом (зубилом, сверлением, фрезерованием) до металлического блеска.
Место сварки защищают от осадков и сквозняков. Дефекты отливок заваривают в нижнем положении или на "подъем" до 15-20o. Перед заваркой отливки подогревают до температуры, указанной в табл. 1, и после сварки обеспечивают замедленное охлаждение в асбесте. Местный нагрев отливок производят горелками кислородно-ацетиленовым пламенем. Подогрев контролируется термокарандашом или термопарой касания. Ширина направленных валиков при многопроходной сварке составляет 10- 15 мм. Для равномерного нагрева околошовной зоны направление наплавки каждого валика противоположно предыдущему, при этом каждый последующий валик перекрывает предыдущий на 1/3-1/2 его ширины. Сварку выполняют короткой дугой. Наплавку ведут облицовочными валиками шириной не более 15-18 мм. Начало и конец валика не совпадают с окончанием предыдущего валика. При выборке дуги кратер валика на месте обрыва дуги зачищают от шлака металлической щеткой и только после этого снова возбуждают дугу. При многопроходной заварке каждый наплавленный валик очищают от шлака и окислов до металлического блеска. После наплавки каждого валика направленный металл и околошовная зона осматриваются с целью выявления трещин. В случае обнаружения в наплавленном металле или околошовной зоне дефектов (трещин, пор и т.п.) заварку прекращают до выявления и устранения причин их образования. При заварке обеспечивают плавные переходы между валиками и от шва к основному металлу. Величина усиления слоя наплавки над поверхностью основного металла составляет не менее 2-3 мм. После заварки выборки на всю глубину поверхность наплавки и прилегающую зону основного металла зачищают от брызг, производят контроль внешним осмотром и измерением, устраняют выявленные дефекты. При заварке утонений, недоливов, больших выборок в целях уменьшения сварочных деформаций производят следующее.
После выполнения первого слоя на одном участке направку производят поочередно слоями на последующих участках.
При наплавке на цилиндрические поверхности заварку производят диаметрально противоположными участками.
В процессе аргонодуговой ручной заварки конец присадочного прутка находится в зоне защитного газа. Присадочный материал в зону дуги вносится по мере формирования шва. При исправлении сквозных дефектов, а также дефектов, после выборки которых толщина стенки отливки не превышает 3 мм, применяют подформовку с использованием подкладок из меди, графита или материала отливки, а также песка с жидким стеклом. После удаления подкладок производят зачистку и подварку с обратной стороны. Режим сварки, род тока и полярность выбирают в соответствии с данными, приведенными в табл. 2.
Определение качества заварки или наплавки осуществляется внешним осмотром и испытанием на плотность. Визуальный контроль осуществляется с наружной и, по мере возможности, с внутренней стороны исправленного участка. Недопустимые дефекты, обнаруженные при контроле качества заварки визуальным осмотром, удаляются до плотного металла, а дефектные участки заварены. Заварка на одном и том же участке отливки разрешается не более трех раз.
Сущность способа состоит в том, что на пути распространения ультразвуковой волны возникают волны сжатия и растяжения, способствующие тому, что расплавленный металл, попадая в место дефекта, как бы "просачивается" в поры и трещины дефекта. Особенно ярко явления "просачивания" жидкого металла в поры и трещины дефекта имеет место на частотах, близких к собственной частоте материала отливки - на частоте резонанса, что в свою очередь вызывает перераспределение поля упругих напряжений на пути распространения ультразвуковой волны; дегазацию локального участка материала отливки, истечения газов из пор и трещин и заполнение свободного пространства жидким металлом под воздействием ультразвуковых вибраций.
Это дает возможность получить высокое качество заварки в месте дефекта в совокупности с неразрушающим контролем материала отливки до и после сварки по изменению скоростей распространения ультразвуковых продольных и поперечных волн.
Таким образом используя оптимальные подходы к выбору: размеров дефектов отливок, допускаемых к исправлению; химического состава сварочных материалов, применяемых при заварке дефектов в отливках; температуры предварительного подогрева и режимы термообработки; метода наложения облицовочных валиков; режимов заварки и возбуждения ультразвуковых колебаний в материале отливки достигают значительного увеличения качества отливок, снижения энергоемкости и повышения производительности процесса заварки дефектов в отливках из алюминиевых сплавов.
Преимущества изобретения состоят в возможности получения качественных отливок из сплавов на алюминиевой основе после заварки дефектов за счет ультразвукового капиллярного эффекта на частоте резонанса материала отливки (см. Открытие N 109 "Ультразвуковой капиллярный эффект" в книге "Открытия советских ученых" часть 1, изд. МГУ, 1988, с. 465-466; в снижении энергоемкости процесса; в применении метода наложения облицовочных валиков для получения плотного материала отливки после заварки дефектов; в повышении производительности процесса заварки за счет своевременного и правильного устранения причин и дефектов, исправляемых на отливках с использованием неразрушающего ультразвукового контроля состояния и свойств материала отливки до и после сварки.
Использование изобретения позволит значительно повысить качество отливок, в 1,5-2 раза увеличить их срок службы, от 10 до 30% снизить энергоемкость процесса и до 40% повысить производительность процесса заварки дефектов в отливках по сравнению с обычными, традиционными способами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ремонта отливок с применением дуговой сварки | 2015 |
|
RU2630080C2 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ ИСПРАВЛЕНИЯ ДЕФЕКТОВ НА ДЕТАЛЯХ | 2007 |
|
RU2351449C2 |
| СПОСОБ ИСПРАВЛЕНИЯ ДЕФЕКТОВ НА ОТЛИВКАХ | 2001 |
|
RU2204467C2 |
| СПОСОБ ИСПРАВЛЕНИЯ ДЕФЕКТОВ НА ОТЛИВКАХ | 1991 |
|
RU2050234C1 |
| Способ ремонта дефектов литья | 1987 |
|
SU1555099A1 |
| Способ односторонней сварки трубопроводов Ду 800 контура многократной принудительной циркуляции энергоблоков с реакторной установкой РБМК-1000 | 2021 |
|
RU2759272C1 |
| СПОСОБ РЕМОНТА ТРУБ МАГИСТРАЛЬНЫХ ГАЗОПРОВОДОВ СО СТРЕССКОРРОЗИОННЫМИ ТРЕЩИНАМИ | 2006 |
|
RU2337803C2 |
| Способ ремонта металлических трубопроводов в полевых условиях и установка для его осуществления | 2020 |
|
RU2734312C1 |
| Способ ремонта отливок из сплавов, склонных к трещинообразованию | 1989 |
|
SU1701457A1 |
Способ заварки дефектов может быть использован для исправления дефектов отливок заваркой для сплавов на основе алюминия марок АЛ2, АЛ4, АЛ4В, АЛ9, АЛ11, АЛ8, АЛ13, АЛ23-1, АЛ-28 с применением ручного аргонодугового способа в области судового машиностроения. Цель изобретения - предупреждение образования трещин при выполнении протяженных швов за счет дополнительного подогрева отливок, возбуждения в них ультразвуковых колебаний на резонансной частоте материала отливки и повышение производительности. Перед заваркой отливки подогревают до температуры 340 - 380o для сплавов из алюминия марок АЛ8, АЛ13, АЛ28, АЛ-23-1, до 250 - 300 градусов для марок АЛЛ2, АЛ4, АЛ4В, АЛ9 и до 280 - 300oС для АЛ11. Подогрев контролируют термокарандашом или термопарой касания. Возбуждают в материале ультразвуковые колебания на частоте, близкой к частоте собственных колебаний материала отливки. Сварку выполняют короткой дугой. Наплавку ведут облицовочными валиками шириной не более 15 - 18 мм. Начало и конец валика не совпадает с окончанием предыдущего валика. При заварке обеспечивают плавные переходы между валиками и от шва к основному металлу. После заварки выборки на всю глубину поверхность наплавки и прилегающую зону основного металла очищают от брызг. Производят контроль внешним осмотром и измерением скоростей распространения ультразвуковых продольных и поперечных волн до и после сварки. Устраняют выявленные дефекты. Такая технология позволяет повысить качество отливок, снизить энергоемкость процесса и повысить производительность процесса по сравнению с традиционными, классическими способами заварки дефектов отливок из сплавов на алюминиевой основе. 6 з.п. ф-лы, 4 табл., 1 ил.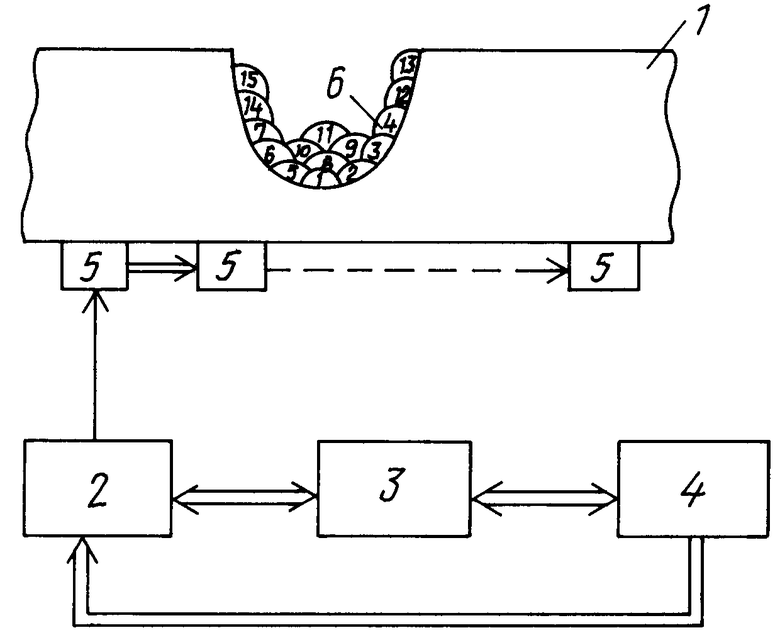
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство N 1412897, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство N 1454599, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| "Сварка в производстве деталей из литейных алюминиевых сплавов" Fertiqungsschweissen von Werctucken ans Aluminium - Gusstegierungen LenppJurg u "Schweiz.alum.Rdsch", 1985, 35, N 2, 18 - 23. | |||
