Изобретение относится к обработке металлов давлением и предназначено для получения цилиндрической оболочки из трубчатой заготовки меньшего диаметра.
Целью изобретения является повышение коэффициента использования металла и улучшение качества получаемого изделия за счет уменьшения неравномерности высотной деформации оболочки и устранения операции обрезки кромок изделия.
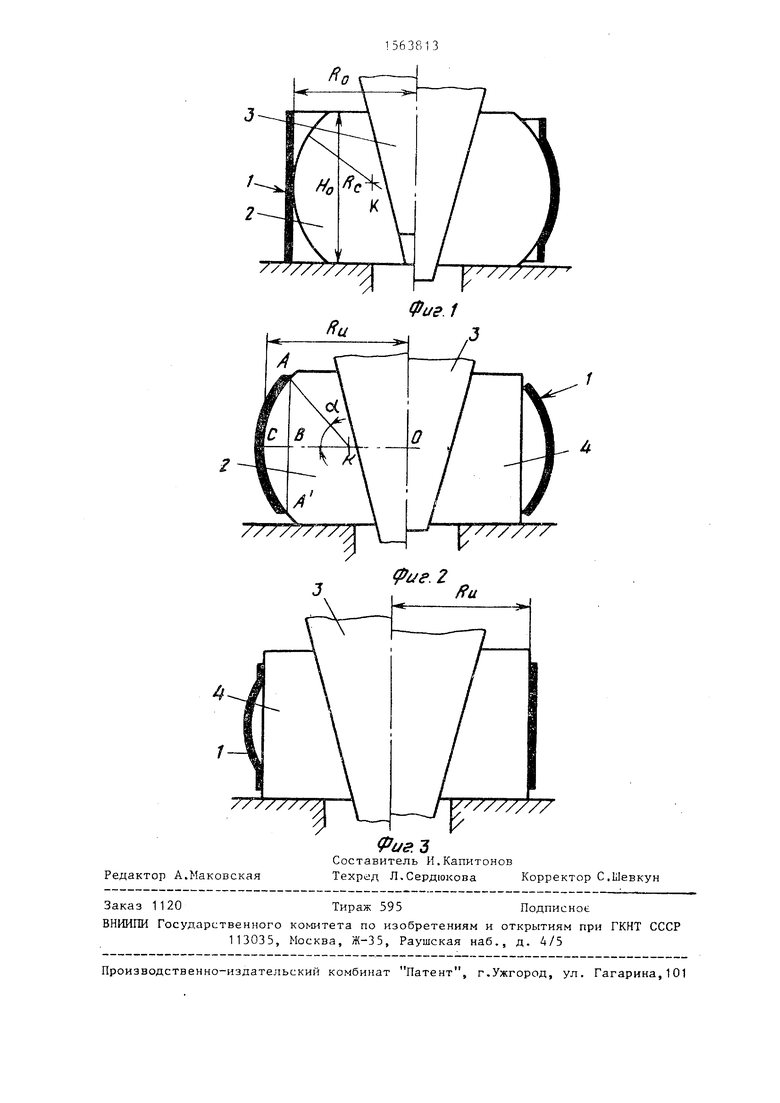
На фиг. 1 показана первая стадия деформирования (слева от осевой линии - исходная заготовка); на фиг. 2- слева от осевой линии - момент окончания первого этапа деформирования, справа - начало второго этапа; на фиг. 3 - вторая стадия деформирования
(слева - текущий момент, справа - момент окончания раздачи).
Способ осуществляют следующим образом.
Заготовку 1 в виде полой цилиндрической (цельной или сварной) оболочки устанавливают в штампе с разжимным инструментом 2, рабочая поверхность секций которого имеет выпуклую I форму...
На первой стадии раздачи при ходе клина 3 вниз секции разжимного инструмента 2 раздвигают в радиальном направлении, за счет чего очаг пластической деформации постепенно распространяется от центральной части оболочки к ее торцам. При этом развитию неравномерности (вдоль периметра) высотной деформации оболочки пре-.
сл
ОЭ
со
00
ОО
пятствмот жесткие ropii IM t чтс i пс i, IP пои ; я-е т pt м ( в течс нш которого пли i ич кчя i,r- фоомация охватыгает нес бт t м т - лочки, мал по сравнению с длите п ностью всей перчои стадии pi з ni
По достижении величнш тн деформации в центрапьнои зи - товки - 95 - 98%, на торцах - 0,2 - 1,0% от требуемой клип 3 с оттачивают и поднимают, а секции pan пю го инструмента 2 возвращают и и ное тотсАение и удаляют
На втсиой стадии раздачи HCIIDJIITV ют разжимной инструмент ч, рабо-мя поверхность секции Kfiopoio аи тннд- рическая. При повторном .-a ij j i143 3 вниз секции разжимного инс грмата 4, раздвигаясь в радиальнсь напртв- лении, десЬормируюг 31готояк;у 1 , начинал с ее торцовых час и. Io мере раздвижения секции разжи шсн о инструмента k очаг плас шчес кс л нации распространяют к ценгрглтнои части заготовки, вследствие чс г) твитию неравномерности ( ;ь i метра) высотной деЛорман in о ич ки препятствует ее temp л и часть.
В момент придания обо ючк. р (е мой цилиндрической Лормн tecbopMHj Oi a ние завершают, При этом з прсмскуток времени, в течение к lopoio п тас тическая деЛормация олч-1 Jei itcb объе заготояки и дссЬс DM IPOBIHIID подвергается и ее центр ч с if приращение окружной щии i центральной части яа1от1 ки d. в 1Я ет на второй стадии соотяетств по 2 - 5% г т требуемой величины OKI лок- ной деформации исходной 5aiот вгИ неравномерность высслноп xccboi ищи практически не развиваем я.
Пример. ПОЛУЮ т ц цдрИЧЈС.К оболочку 1 и-i стали 0,8 рачиют
диаметра D 230 мм (Г,
15 MN
t i п IP pi змс pi i 160 io4f и: BI с о- U 1 n , вн трсннии N i, --оли мч So 1 MM.
4l ГЦ рпОЛ СТАДИИ OOVI4CCT1 i ч т мнеекгионннм паз- - и ч i к ) i (р ц-ivo кр - 5И } п р iboten поверхности секций в Фото т ж f сечении Г с 195 i м, лак- с I TJiiHim р i ц 1- г к 1ивизны в еч- н 5м с(чс нии R - Р и 15 мм),
г Ц1О1ОИ с-а дни загот в1 у pi - д1 п чос i мис ei ц -юиньм эаз имным ICT PV ICHIOM А, ряччу кривизны секциi
орого в опере том сечении par он i г от ) с го и де Чл (R j М ММ). ПОИ rOClHALrfhH тбоТОЧЬОИ
1ко ч ) еп но i величине деЛормация pa прекртщают5 lorosoe излетие t чя и-з рабочей зонь строисгва. (R г п о исачног ) бз.
jd .яч-ч то i чкл в тве стадии ьозвоК no fpdBhPHFH С ПРОГОГИПОм 1 ПО11 и1 к Э11 Ьипиент иипользованг я ме- I т улучшить качество получаемо- ч .
м
п а
( з
б т е г е
я
Ц
Спосоь раздачи оболички, зактю- i ii щился в ее деформировании разж-5м- i v ме1: ом в стадии, о т ч л i щ и и с я тем, ITO, с ibK4 повниения коэА ициен а испо ьния метппла за с1-ет стпанеьи ерации обрезки KDO en , }ia первой Здии pariiDT pa гял очС1г аластичес- и деформации от цет-трятьнои части к се торцам дг дости ечил окружной формации в центральной части за о зш 95 987 и на тсоцах - 0,2 1 от требуемой, а на РГТРОП стадии it пластической деформации распро- v, раняют IT торцов загс тсвки ч ее i i части до достижения трр- цилиндрической
//

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формообразования деталей сужающейся формы с концентрическим эллиптическим сечением и донной частью | 2023 |
|
RU2839597C2 |
| Полая заготовка для раздачи секционным инструментом | 1989 |
|
SU1632577A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ УСЕЧЕННОЙ СУЖАЮЩЕЙСЯ ФОРМЫ | 2013 |
|
RU2540287C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ УСЕЧЕННОЙ СУЖАЮЩЕЙСЯ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2532581C2 |
| Способ раздачи цилиндрических тонкостенных оболочек и штамп для его осуществления | 1987 |
|
SU1426677A1 |
| Штамп для раздачи оболочек | 1988 |
|
SU1549645A1 |
| УСТРОЙСТВО ДЛЯ ГАЗОСТАТИЧЕСКОЙ ФОРМОВКИ ПОЛЫХ ЗАГОТОВОК | 2014 |
|
RU2564655C1 |
| Штамп для вырубки и многопереходной вытяжки | 1987 |
|
SU1459768A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ РАВНОПРОХОДНОГО ПАТРУБКА В ТОНКОСТЕННОЙ ТРУБНОЙ ЗАГОТОВКЕ | 2004 |
|
RU2304032C2 |
| Штамп для изготовления полых сварных изделий раздачей | 1986 |
|
SU1433579A1 |
Изобретение относится к обработке металлов давлением и предназначено для получения цилиндрической оболочки из трубной заготовки меньшего диаметра. Цель изобретения - повышение коэффициента использования металла за счет уменьшения неравномерности высотной деформации вдоль периметра оболочки, вследствие чего устраняется операция обрезки кромок готового изделия. При этом на первой стадии раздачи заготовку деформируют в выпуклую форму до достижения окружной деформации в центральной части оболочки величиной 95-98%, на торцах 0,2-1,0% от требуемой величины деформации. На второй стадии очаг пластической деформации распространяют от торцов оболочки к ее центральной части до момента придания оболочки требуемой цилиндрической формы. Раздачу производят двумя разжимными инструментами с помощью клина. 3 ил.
//
Редактор А.Маковская
Фие.Ъ
Составитель И.Капитонов
Техрод Л,Сердюкова Корректор С.Ыевкун
Фиг.1
| Штамп | 1978 |
|
SU738719A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
