4
00 СО
сл
со
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении полых деталей из сварных полых заготовок.
Цель изобретения - повышение предельной степени деформации и улучшение качества изделий.
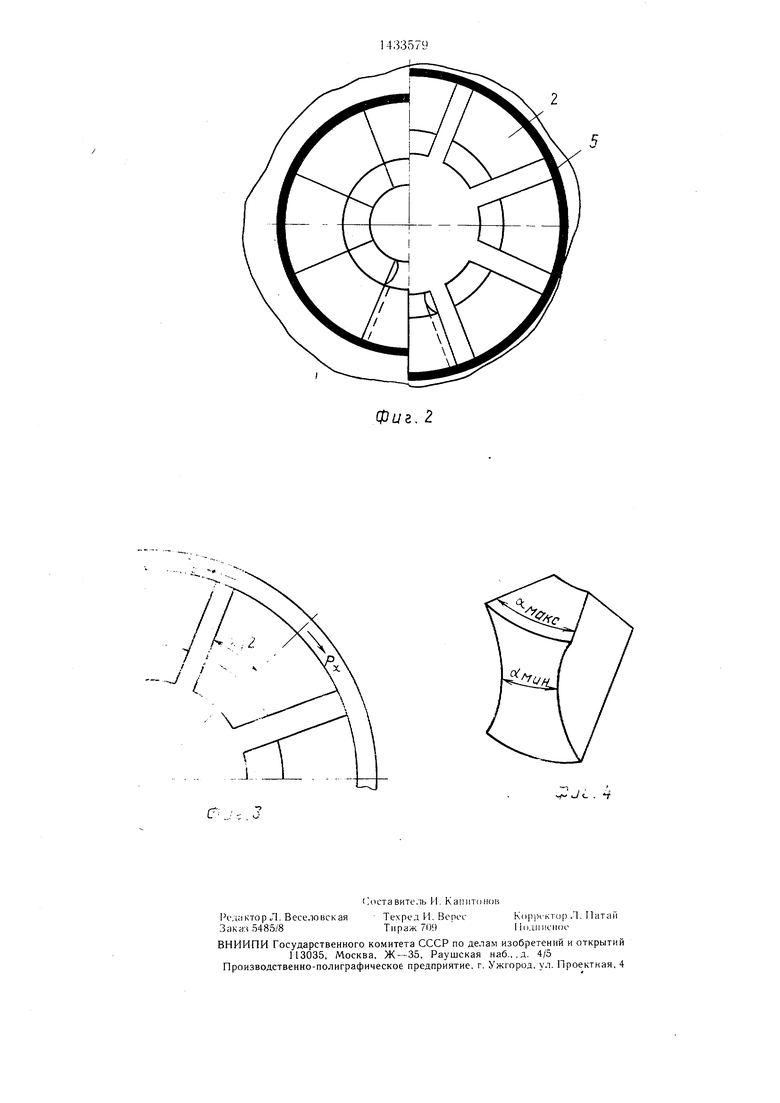
На фиг. 1 - изображен штамп; об- Ш.ИЙ вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - схема действия окружных растягиваюших усилий в произвольном сечении заготовки; на фиг. 4 - секция в аксонометрии.
Штамп содержит клин 1 в виде усеченного конуса, секционный инструмент 2, включающий секцию 3, имеющую вогнутые боковые грани, нижнюю плиту 4.
Штамп работает следующим образом.
Заготовку 5 надевают на секцисмный ,инструмент 2 таким образом, чтобы сварочный шов 6 находился на секции 3. При ходе ползуна пресса вниз клин I раздвигает секционный инструмент 2, секции которого, перемещаясь в радиальном на- правлении по нижней плите 4, деформируют заготовку 5.
Окружные растягивающие усилия Р (фиг. 3), действующие в произвольном 25 сечении заготовки, находящейся на поверх- ности секции инструмента, можно определить по формуле
10
20
5
40
Р -Р (
k о
-it
окружное растягивающее усилие, действующее на заготовку в плоскости сбега заготовки с секции; угол раствора секции инструмента;
коэффициент трения, ,5; основание натурального логарифма.
вая, что угол раствора рассматриекции плавно изменяется по высои от максимального амак1- iia торминимального амш, на середине секции (фиг. 4), так как боко
5
вые, не контактирующие с заготовкой, грани секции выполнены вогнутыми, то окружные растягивающие усилия Р, определяемые по приведенной формуле, тоже будут изменяться по высоте заготовки от минимального на торцах заготовки до максимального на середине высоты заготовки значения, а следовательно, средняя часть области заготовки со сварочным щвом, находящаяся на поверхности секции с вогнутыми
0 боковыми гранями, будет деформироваться более интенсивно, чем краевые части заготовки, которые являются источниками мик-. ротрещин, возникающих в процессе резки плоских заготовок. Это будет компенсировать различие схем напряженно-деформированного состояния по высоте заготовки на разъеме между секциями инструмента, а следовательно, уменьшить неравномерность деформации в зоне сварочного шва и в конечном счете приводить к увеличению пре0 дельной степени деформации.
Как показали экспериментальные исследования, уменьшение угла раствора секции инструмента в средней ее части по высоте на 15-20% по сравнению с углом раствора секции на ее торце дает положительные результаты. Формула изобретения
5
Штамп для изготовления полых сварных изделий раздачей, содержащий секционный инструмент, секции которого установлены с возможностью радиального перемещения по нижней плите от клина, отличающийся тем, что, с целью повышения предельной степени деформации и улучшения качества изделпй, одна из секций инструмента, служашая в процессе раздачи для размещения сварного 1пва заготовки, выполнена с вогнутыми боковыми граня.ми, обес- печиваюи 1ими протяженность в окружном направлении зоны поверхности контакта секции с заготовкой в средней части г.о высоте секции на 15...20% меныпе. чем в краевых частях.
5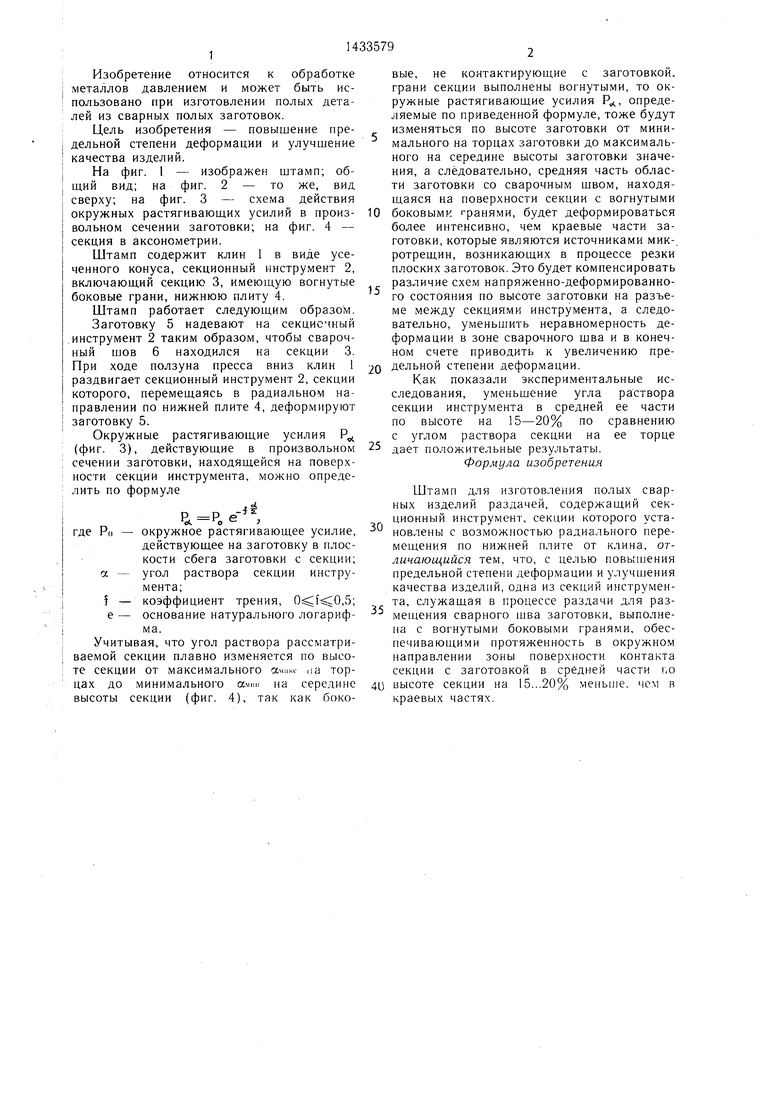
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для калибровки сварных труб раздачей | 1986 |
|
SU1357107A1 |
| Устройство для изготовления полых изделий | 1980 |
|
SU919783A1 |
| Способ формоизменения полых цилиндрических заготовок и штамп для его осуществления | 1987 |
|
SU1426675A1 |
| Способ раздачи цилиндрических тонкостенных оболочек и штамп для его осуществления | 1987 |
|
SU1426677A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ УСЕЧЕННОЙ СУЖАЮЩЕЙСЯ ФОРМЫ | 2013 |
|
RU2540287C2 |
| Штамп для деформирования кольцевых заготовок | 1985 |
|
SU1310078A1 |
| Штамп | 1978 |
|
SU738719A1 |
| Способ раздачи оболочки | 1988 |
|
SU1563813A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ УСЕЧЕННОЙ СУЖАЮЩЕЙСЯ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2532581C2 |
| Способ формообразования деталей сужающейся формы с концентрическим эллиптическим сечением и донной частью | 2023 |
|
RU2839597C2 |
Ичопретение относится к листовой и|тамг1овке и может быть использовано для изготовления деталей . из полых сварны.х оболочек. Цель - увеличение степени деформации заготовки и улучшение качества изделия путем уменьшения неравномерности деформации на заготовке в зоне свар ) пого. niBii содержит клин I в виде усеченного конуса, секционный разжимной инструмент 2 и нижнюю плигу 4. -Полую сварную заготовку надевают на секционный разжимной инструмент 2 так, чтобы сварочный HIOB находился на секции 3 с вогнутыми боковыми гранями. Это позволяет в процессе формоизменения умснь- HiHTb действие контактных си,-| трения, препятствующих стеканию мега.ыа с иоверх- ности секции в средней ее части н высоте. При ходе ползуна пресс;: iuun клин 1 раздвигает секционн1 1Й разж11мн)(1 инструмент 2, секции когорого. пе()е 1е1цаяс1. по нижней плите 4 в |)адиа,11, naiipaii- лении, деформируют заготонкх. К процессе раздачи, учитывая уменьпкнпхк) с рсдичпук ) площадь секции 3 с вогнуты.ми боковыми гранями, неравномерность дефор.мации па заготовке в зоне сварочного шва уменьшается, тем самым способствуя ве.1пчепию степени деформации заготовки. 4 li. i. (Л
.J
Фи. Z
j j -. f
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Л, 1Я ИЗГОТОВЛЕНИЯ liOJlblXCBAPHljIX ИЗЛЕЛИП Р.АЗДА- ЧЕП | |||
