Изобретение относится к холодной листовой штамповке, в частности к формообразованию тонкостенных оболочек, и может быть использовано при изготовлении крупногабаритных тонкостенных деталей с концентрическим эллиптическим сечением и донной частью на прессах двойного действия.
Известен способ раздачи оболочки (А.с. 1563813 СССР, МКИ5 В21В 41/02, опубл. 15.03.90, Бюл. №18) для получения цилиндрической оболочки из трубной заготовки меньшего диаметра. Согласно предлагаемому решению, способ реализуется в две стадии: на первой стадии раздачи заготовку деформируют в выпуклую форму до достижения окружной деформации в центральной части величиной 95-98%, на торцах 0,2-1% от требуемой величины деформации. При ходе клина секции разжимного инструмента раздвигают в радиальном направлении. На второй стадии очаг пластической деформации распространяется от торцов заготовки к ее центральной части до момента придания ей требуемой цилиндрической формы. Раздачу производят двумя разжимными инструментами с помощью клина.
Недостатком способа является получаемая при формообразовании раздачей огранка детали и многократность повторения процесса с поворотом заготовки по окружности после каждого перехода либо наличие дополнительного процесса термофиксацни. Это приводит к увеличению трудоемкости, дополнительным затратам электроэнергии.
Наиболее близким по технической сущности является способ формообразования тонкостенных осесимметричных деталей усеченной сужающейся формы, включающий процессы раздачи и отбортовки. Согласно изобретению, сначала последовательно производят раздачу и отбортовку на изобретении, сначала последовательно производят раздачу и отбортовку на торце малого диаметра заготовки, а затем отбортовку элементов заготовки большего диаметра (Патент 2532581, опубл. 10.11.2014, Бюл. №31).
Недостатком этого способа является отсутствие возможности получить деталь с донной частью и с концентрическими эллиптическими сечениями без сварного шва вдоль образующей.
Задачей изобретения является получение цельноштампованной с донной частью тонкостенной детали сужающейся формы с концентрическими эллиптическими сечениями, имеющими одинаковый угол наклона образующих к оси детали при заданном распределении толщины, увеличивающейся вдоль образующей от элементов кромки больших размеров в сечении к донной части с элементами меньших размеров сечения и имеющих одинаковую толщину в сечениях перпендикулярных оси детали.
Задача решается за счет того, что способ формообразования тонкостенных деталей сужающейся формы начинается инкрементальной обработкой плоской заготовки для получения полуфабриката с дном и постоянной толщиной стенки концентрических эллиптических сечений, имеющих одинаковый угол наклона образующей к оси детали, обрезкой его в меру со стороны кромки и последующей отбортовкой, которая начинается с элементов, граничащих с донной частью полуфабриката и заканчивается формообразованием элементов кромки полуфабриката для получения толщины детали согласно выражению:

где ρ, ρn - радиусы элементов детали и полуфабриката, лежащих на одной образующей, где:
где  - наименьший радиус детали на одной образующей с;
- наименьший радиус детали на одной образующей с;
а - коэффициент, определяющийся по формуле:
где  - наибольший радиус детали на рассматриваемой образующей с
- наибольший радиус детали на рассматриваемой образующей с
 - относительная толщина на наибольшем сечении кромки детали;
- относительная толщина на наибольшем сечении кромки детали;
Sn - толщина полуфабриката, равная:

где Sпл - толщина плоской заготовки;
αпл - угол наклона образующих полуфабриката к своей оси:
где Rn - наибольший радиус кромки полуфабриката при  , равный:
, равный:
Ln - длины образующих полуфабриката вычисляются:
где  длины образующих детали;
длины образующих детали;
εl - средняя деформация полуфабриката по длине образующих:
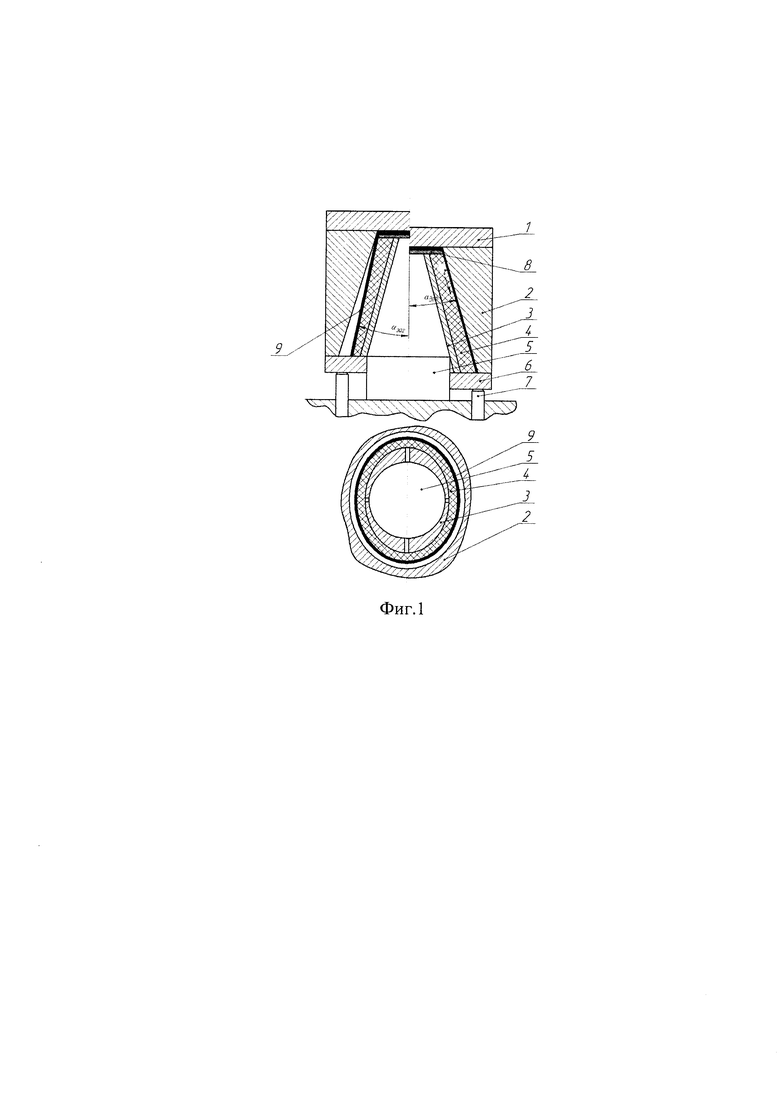
Способ реализуется с помощью устройства и поясняется чертежом на фиг. 1. 1 - верхняя плита штампа; 2 - матрица; 3 - раздвижные сектора; 4 - эластичный элемент в виде конической оболочки; 5 - конус с направляющими пазами; 6 - опорное кольцо; 7 - шпильки; 8 - плоская пластина, эллиптического сечения; 9 - заготовка.
Устройство содержит под верхней плитой штампа 1 матрицу 2, раздвижные сектора 3, эластичный элемент в виде оболочки 4 с концентрическими эллиптическими сечениями переменной толщины, увеличивающейся вдоль образующих от элементов кромки больших размеров в сечении к донной части с элементами меньших размеров сечения, конус с направляющими пазами 5, опорное кольцо 6, шпильки 7, плоскую пластину эллиптического сечения 8.
Способ осуществляют следующим образом: при опускании верхней плиты штампа ее усилие через эллиптическое дно заготовки передается плоской пластине 8 эллиптического сечения, контур которой повторяет наружный контур торцевой поверхности эластичного элемента. В свою очередь пластина передает усилие на эластичный элемент 5 и раздвижные сектора 3. Они вместе с матрицей 2 опираются на опорное кольцо 6, которое при достижении усилия от матрицы 2, раздвижных секторов 3 опускается вниз. При этом раздвижные сектора 3 при движении вниз увеличивают свой диаметр и раздают эластичный элемент 4. В верхней части эластичный элемент в начальной стадии прижимает заготовку к матрице, и донная часть не деформируется, а остальные элементы начинают деформироваться по всей длине образующих до момента соприкосновения с матрицей. При этом часть объема эластичного элемента, находящегося под полуфабрикатом, соприкоснувшегося с матрицей, перемещается вниз для отбортовки элементов со стороны открытого торца полуфабриката. Процесс отбортовки заканчивается, когда полуфабрикат по своей наружной поверхности соприкоснется с рабочей поверхностью матрицы и примет ее форму.
Изобретение относится к холодной листовой штамповке и может быть использовано при изготовлении крупногабаритных деталей сужающейся формы. Получают полуфабрикат с дном и стенкой постоянной толщины, имеющей концентрические эллиптические сечения. Полуфабрикат обрезают со стороны его кромки и производят его деформирование и отбортовку. При этом используют устройство, содержащее верхнюю плиту, матрицу, эластичный элемент, плоскую пластину, раздвижные сектора и конус. Плоская пластина выполнена с контуром, повторяющим наружный контур торцевой поверхности эластичного элемента. Раздвижные сектора установлены с опорой вместе с эластичным элементом и матрицей на опорное кольцо. Осуществляют деформирование элементов полуфабриката, граничащих с его донной частью, по всей длине образующей до момента соприкосновения с матрицей. Отбортовку упомянутых элементов производят со стороны открытого торца полуфабриката. В результате обеспечивается получение деталей, имеющих одинаковый угол наклона образующей к оси и одинаковую толщину в сечениях, перпендикулярных оси. 1 ил.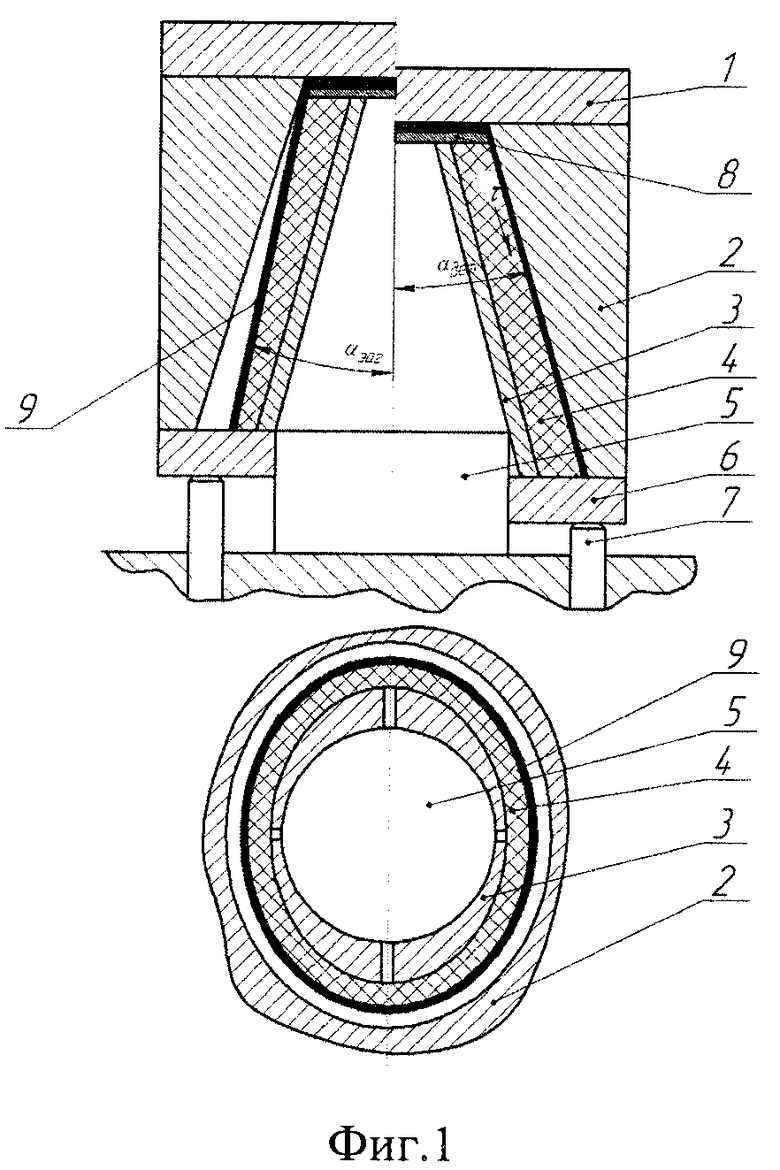
Способ формообразования деталей сужающейся формы с концентрическими эллиптическими сечениями и донной частью, отличающийся тем, что он включает получение полуфабриката с дном и стенкой постоянной толщины, имеющей концентрические эллиптические сечения и образующую, расположенную под одинаковым углом к оси детали, обрезку полуфабриката в меру со стороны его кромки и последующие деформирование и отбортовку полуфабриката в устройстве, содержащем верхнюю плиту, установленную с возможностью перемещения, матрицу, эластичный элемент в виде оболочки, имеющей концентрические эллиптические сечения и переменную толщину, плоскую пластину, выполненную с контуром, повторяющим наружный контур торцевой поверхности эластичного элемента, раздвижные сектора, установленные с опорой вместе с эластичным элементом и матрицей на опорное кольцо, имеющее возможность перемещения, и конус, при этом осуществляют деформирование элементов полуфабриката, граничащих с его донной частью, по всей длине образующей до момента соприкосновения с матрицей и отбортовку упомянутых элементов со стороны открытого торца полуфабриката.
| Способ штамповки полых деталей из листовых заготовок и устройство для его осуществления | 1981 |
|
SU1013027A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ УСЕЧЕННОЙ СУЖАЮЩЕЙСЯ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2532581C2 |
| Счетная машина | 1934 |
|
SU41743A1 |
| US 3583187 A1, 08.06.1971 | |||
| DE 19544665 A1, 18.07.1996. | |||

