Изобретение относится к устройствам для диффузионной сварки и может быть использовано в авиационной, машиностроительной и электронной промышленности.
Цель изобретения - повышение качества сварного соединения при двухсторонней сварке крупногабаритных изделий.
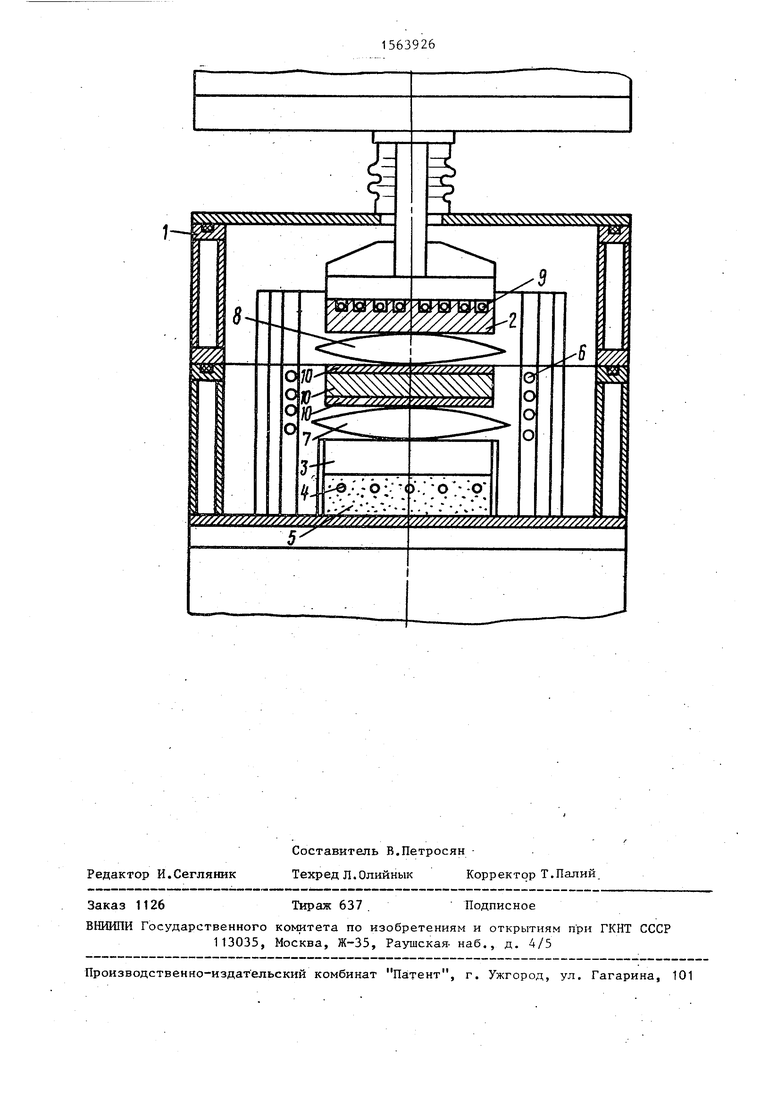
На чертеже показана схема установки.
Установка содержит рабочую камеру 1, пуансон 2, рабочий стол 3, комбинированный нагреватель 4, расположенный в насыпном слое 5, боковой нагреватель 6, пустотелые мембраны 7 и 8, установленные в контакте с рабочим столом 3 и пуансоном 2, площадь.поперечного сечения мембран 7 и 8 превышает площадь поперечного сечения рабочего стола 3 и пуансона 2 в 1,01-1,05 раз, резистивный нагревательный элемент 9, установленный в пазах, выполненных на противоположной поверхности пуансона 2 с шагом, в 1,5-2,5 раза превышающим диаметр резистивного нагревательного элемента 9.
Мембраны изготовлены диаметром 1085 мм и толщиной 0,5 мм, выполнены из двух листов нержавеющей стали 1x181 ОТ, сваренных, по периметру, и
снабжены штуцерами для подвода газа. Пазы выполнены с шагом 25 мм при диаметре резистивного нагревательного Элемента 12 мм.
Установка работает следующим образом.
На насыпной теплоизоляционный Слой 5, в котором размещен комбинированный нагреватель 4, устанавливают .рабочий стол 3.
| На рабочем столе 3 располагают мембраны 7 и 8, между которыми устанавливают свариваемое изделие 10. 1а верхнюю мембрану 8 устанавливают пуансон 2. Изделие 10 прогревают нижним комбинированным нагревателем 4, верхним резистивным нагревателем Э и боковым нагревателем 6 до рабочей температуры. Через пуансон 2 и мембраны 7 и 8 на изделие 10 передается давление. По истечении определенного количества времени давление сни- Цают, изделие охлаждают в рабочей камере 1.
Устанбвка резистивного нагревательного элемента в пазах пуансона и мембран позволяет равномерно прогревать и сдавливать крупногабаритные изделия, что способствует повышению качества сварного соединения, Выполнение соотношения шага пазов IK диаметру резистивного нагревательного элемента менее 1,5 недопустимо, так как пуансон воспринимает давление сварки через перемычки пазов и умень- шение его может привести к смятию их при рабочих температурах и давлении. Выполнение этого соотношения более 2,5 не приводит к выравниванию радиальной температуры изделия из-за значительного термического сопротивления плиты по длине зоны между соседними пазами.
Установка между пуансоном и изделием, между рабочим столом и изделием мембран с возможностью заполнения их
0
5
0
5
0
0
5
газом до рабочего давления и регулирования этого давления с линейными размерами при площади поперечного сечения мембран меньше 1,01 площади поперечного сечения рабочего стола и пуансона не позволяет обеспечить равномерное поджатие всех зон сопряжения, так как мембрана обычно представляет собой устройство, выполненное по форме рабочего стола из двух тонких листов, соединенных по торцу сваркой, пайкой, гибкой и т.п. В зоне соединения этих листов механические свойства (например, жесткость) значительно отличаются от механических свойств листов вне зоны соединения, поэтому равномерность поджатия в этих зонах различна, а, следовательно, и качество сварки различно. По практическим данным действие технологии соединения нивелируется в области соотношения 1,01. Выполнение соотношения больше значения 1,05 хотя и не ухудшает качества сварки, но приводит к увеличению рабочей камеры, металлоемкости и энергоемкости установки. Формула изобретения
Установка для диффузионной сварки по авт.св. № 1177106, отличающаяся тем, что, с целью повышения качества сварного соединения при двусторонней сварке крупногабаритны изделий, она снабжена ризистивным нагревательным элементом и двумя пустотелыми мембранами, установленными в контакте с рабочим столом и пуансоном, на противоположной поверхности последней выполнены пазы с шагом, в 1,5-2,5 раза превышающим диаметр резистивного нагревательного элемента, последний установлен в этих пазах, причем площадь поперечного сечения мембран превышает площади поперечного сечения рабочего стола и пуансона в 1,01-1,05 раз.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для диффузионной сварки | 1984 |
|
SU1177106A1 |
| Устройство диффузионной сварки | 2017 |
|
RU2680170C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ШАРОВОГО ГИРОСКОПА | 2005 |
|
RU2289790C1 |
| Способ изготовления изделий с длинномерными каналами | 1990 |
|
SU1794614A1 |
| УСТРОЙСТВО ДЛЯ ДИФФУЗИОННОЙ СВАРКИ | 2012 |
|
RU2525963C2 |
| Способ изготовления ротора шарового гироскопа | 2018 |
|
RU2713033C1 |
| СПОСОБ ПРЕССОВАНИЯ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2329108C2 |
| НАГРЕВАТЕЛЬ ПАТРОННОГО ТИПА ПОВЫШЕННОЙ НАДЕЖНОСТИ ДЛЯ ЖИДКОМЕТАЛЛИЧЕСКОГО ТЕПЛОНОСИТЕЛЯ | 2012 |
|
RU2533201C2 |
| Резистивный электронагреватель | 1985 |
|
SU1275792A1 |
| Установка для сварки труб из полимерных материалов | 1983 |
|
SU1199654A1 |
Изобретение относится к устройствам для диффузионной сварки, пайки и может быть использовано в авиационной, машиностроительной и электронной промышленности. Цель изобретения - повышение качества сварного соединения при сварке крупногабаритных изделий. Установка содержит рабочую камеру, пуансон, рабочий стол, комбинированный нагреватель, расположенный в насыпном слое, боковой нагреватель, пустотелые мембраны, установленные в контакте с рабочим столом и пуансоном. Площадь поперечного сечения мембран превышает площадь поперечного сечения рабочего стола и пуансона в 1,01-1,05 раз. Имеется также резистивный нагревательный элемент, установленный в пазах, выполненных на противоположной поверхности пуансона с шагом в 1,5-2,5 раза превышающим диаметр резистивного нагревательного элемента. В процессе сварки происходят равномерный нагрев и сдавливание свариваемых крупногабаритных изделий. 1 ил.
| Установка для диффузионной сварки | 1984 |
|
SU1177106A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
