Изобретение относится к обработке материалов, преимущественно металлических, давлением, а именно к способам прессования, обеспечивающим получение длинномерных прутков различного поперечного сечения (круг, квадрат, прямоугольник, шестигранник, труба и т.д.) с однородной микрокристаллической, в том числе с субмикро- и нанокристаллической структурой. Обработке могут подвергаться также порошковые, гранульные и композиционные материалы.
Известны способы прессования металлов, обеспечивающие получение мелкокристаллической, в том числе субмикрокристаллической структуры за счет интенсивной сдвиговой пластической деформации. Металлы с такой структурой, по сравнению с крупнозернистыми, обладают повышенными механическими свойствами
Известен способ равноканального углового прессования (РКУ) продавливанием заготовки через матрицу с расположенными в ней двумя пересекающимися каналами одинакового поперечного сечения (патент РФ №2128055, МКИ В21С 25/00, опубл. 27.03.99 г.).
Недостатком способа является невозможность получения длинномерных прутков с мелкокристаллической структурой. При равноканальном угловом прессовании канал, в который укладывается заготовка, имеет длину, равную длине заготовки. При этом длина заготовки при прессовании не изменяется. Современная металлургическая промышленность поставляет машиностроительным заводам, согласно существующему сортаменту, прессованные прутки длиной от 3 до 8 метров. Для обработки таких прутков с целью получения в них мелкокристаллической структуры известным способом РКУ-прессования необходимо изготавливать матрицы такой же длины и иметь прессы для прессования с величиной хода подвижной траверсы 3-8 метров. Такая технология, во-первых, нереальна, а во-вторых, экономически нецелесообразна, так как в матрице такой длины силы трения будут очень большими, и вся мощность пресса будет затрачиваться на их преодоление. Кроме того, конструкция пресса с такой величиной хода подвижной траверсы просто невозможна.
Известен классический (обычный) способ прямого прессования (прессования с прямым истечением) (Перлин И.Л., Райтбарг Л.Х. Теория прессования металлов. М.: Металлургия, 1975, 448 с., см. рис.1.1 на стр.17), при котором заготовка выдавливается из контейнера большого диаметра пуансоном (пресс-штемпелем) с пресс-шайбой через отверстие в матрице малого диаметра. В качестве заготовки при прессовании используются даже слитки диаметром до 600 мм и высотой до 1200 мм. При этом получают прутки различного поперечного сечения, в том числе пустотелые, диаметром от 3 до 250 мм и длиной до 8 метров и более из различных конструкционных материалов (сталей, цветных металлов и сплавов). Для прессования пустотелых профилей, в том числе труб, применяют заготовки со сквозным отверстием и иглу. Обычное прессование уже много лет является одним из основных технологических процессов получения сортового металла и широко применяется на современных металлургических предприятиях.
Достоинством этого способа является возможность получения длинномерных прутков, из которых на машиностроительных предприятиях изготавливают различные детали машин и металлоконструкции.
Обычное прямое прессование имеет три стадии (см. стр.40-41 и рис.11.3 в вышеупомянутой книге «Теория прессования металлов» авторов Перлина И.Л. и Райтбарга Л.Х.): первая - начальная стадия, вторая - основная стадия процесса, третья - заключительная.
На первой стадии происходит распрессовка заготовки в контейнере и заполнение прессуемым металлом канала матрицы. Канал матрицы имеет конический (обжимной) участок и калибрующий поясок высотой от 4 до 10 мм. Заканчивается первая стадия и начинается вторая с момента выхода металла из калибрующего пояска - выхода из калибрующей зоны.
Недостатком способа является невозможность получения прутков с мелкокристаллической, субмикрокристаллической и наноструктурой из-за отсутствия в схеме прессования интенсивной сдвиговой деформации.
Наиболее близким к предложенному является способ комбинированной интенсивной пластической деформации заготовок (патент RU 2240197 С1, МКИ B21J 5/00, C22F 1/18, В21С 25/00, опубл. 20.11.2004 г.), включающий последовательно осуществляемые процессы - прессование в винтовом канале и равноканальное угловое прессование.
Достоинством способа является возможность получения полуфабрикатов с мелкокристаллической структурой, так как в схеме этого способа прессования присутствует интенсивная сдвиговая деформация. Недостатком является невозможность получения длинномерных (длиной до 8 метров) прутков из-за равенства или незначительного отличия площадей поперечных сечений конечного продукта и исходной заготовки. Поэтому для изготовления данным способом длинных прутков, как и в случае вышеописанного способа РКУ-прессования, необходимо изготавливать матрицы с длиной каналов, равной длине получаемого прутка и иметь соответствующие прессы. Поэтому данный способ и аналогичные ему применяются в настоящее время только в лабораторных условиях для изучения их влияния на структуру и свойства металлов.
Известно также устройство (патент РФ №2128095, МКИ В21С 25/00, опубл. 27.03.99 г.) для РКУ-прессования, содержащее матрицу с расположенными в ней двумя пересекающимися каналами и пуансон.
Недостатком этого устройства является невозможность получения длинномерных (длиной до 8 метров) изделий с мелкокристаллической структурой. Для их получения в данном устройстве, как уже отмечалось выше, потребовалась бы матрица высотой до 8 метров и специальный пресс. Это связано с тем, что приемный и выходной пересекающиеся каналы в матрице имеют равную (или незначительно отличающуюся) площади поперечного сечения. Об этом говорит само название этого способа прессования - равноканальное угловое прессование, т.е. каналы равны. Кроме этого, большая часть мощности пресса тратилась бы на преодоление сил трения из-за большой поверхности трения.
Известно устройство для обычного прямого прессования материалов, содержащее контейнер, в который укладывается исходная заготовка, матрицу, пуансон и пресс-шайбу (Перлин И.А., Райтбарг Л.Х. Теория прессования металлов. М.: Металлургия, 1975, 448 с. См. рис.1.1 на стр.17).
При прессовании металл (исходная заготовка) выдавливается из контейнера пуансоном и пресс-шайбой через отверстие в матрице, сечение которого соответствует сечению прессуемого изделия и много меньше сечения контейнера и исходной заготовки. Для получения пустотелых изделий, например труб, устройство снабжается иглой. Устройство обеспечивает получение изделий длиной 8 и более метров, так как диаметр контейнера во много раз больше диаметра канала в матрице. Это позволяет использовать исходную заготовку так же большого диаметра и, следовательно, большого объема при относительно малой длине (до 1,2 метра) и существующие прессы для прессования.
Недостатком этого устройства является невозможность получения изделий с микрокристаллической структурой из-за отсутствия интенсивной деформации сдвига.
Наиболее близким к предлагаемому является устройство для обработки материалов давлением (патент РФ 2188091, МКИ В21С 25/00, опубл. 27.08.2002 г.), содержащее пуансон, матрицу с вертикальными и горизонтальными каналами, причем вертикальный канал выполнен с заходной частью, имеющей площадь поперечного сечения в несколько раз превышающую площадь сечения выходной части канала, при этом длина выходной части канала больше длины обрабатываемой заготовки, а входная часть горизонтального канала имеет площадь поперечного сечения, равную площади поперечного сечения выходной части вертикального канала, причем диаметр выходной части горизонтального канала равен (0,6-0,95) диаметра его входной части.
Недостатком устройства является невозможность получения длинномерных изделий (длиной 3-8 метров) с мелкокристаллической структурой. Это связано с тем, что диаметр выходной части горизонтального канала незначительно отличается от диаметра входной части канала, площадь сечения которого равна площади сечения обрабатываемой заготовки. Поэтому для получения изделия длиной в несколько метров потребовалась бы верхняя матрица с длиной выходной части вертикального канала также в несколько метров. Такую матрицу, во-первых, не удалось бы установить ни на один из известных прессов для прессования, а во-вторых, вся мощность пресса затрачивалась бы на преодоление сил трения в выходной части вертикального канала из-за большой поверхности трения. Поэтому данное устройство и известные аналогичные ему, в которых реализуется РКУ-прессование, применяются в настоящее время только в лабораторных условиях при обработке мелких (длиной 10÷20 см) заготовок для исследовательских целей.
Задача данного изобретения - создание способа прессования с применением интенсивной сдвиговой деформации и устройства для его осуществления, обеспечивающих получение изделий длиной 3-8 метров и более из различных конструкционных материалов с мелкокристаллической, в том числе субмикрокристаллической и наноструктурой и, следовательно, с высокими механическими свойствами. Кроме того, изобретение направлено на снижение энергоемкости процесса.
Эта задача решается способом прессования металлов, включающим осуществление за одну технологическую операцию двух видов прессования, в качестве одного из которых используют равноканальное угловое прессование, с обеспечением в металле деформаций сдвига, в котором в отличие от прототипа в качестве второго вида прессования используют прямое прессование из контейнера, с выходом его через калибрующую зону, которое осуществляют перед равнокнальным угловым прессованием, при этом деформации сдвига при равноканальном угловом прессовании обеспечивают сразу при выходе металла из калибрующей зоны прямого прессования.
Целесообразными при осуществлении способа являются технологические приемы, заключающиеся в следующем:
- при обработке высокопластичных металлов равноканальное угловое прессование осуществляют в трех пересекающихся каналах;
- для получения пустотелых профилей применяют заготовку со сквозным отверстием.
Поставленная задача решается также устройством для прессования металлов, содержащим пуансон, матрицу с двумя пересекающимися каналами, один из которых расположен вертикально и выполнен с заходной частью, имеющей площадь поперечного сечения, превышающую площадь поперечного сечения вертикально расположенного канала, в котором в отличие от прототипа устройство снабжено размещенным над матрицей контейнером, полость которого образует заходную часть вертикально расположенного канала матрицы, который выполнен в виде калибрующего пояска для прямого прессования металла из контейнера, имеющего высоту, составляющую 4-10 мм, и диаметр, равный диаметру второго канала матрицы.
При этом для осуществления способа является целесообразным использование следующих конструктивных решений:
- в случае прессования высокопластичных металлов матрица снабжена третьим каналом для осуществления углового прессования в трех пересекающихся каналах;
- при прессовании металлов для получения пустотелых профилей, например, труб, устройство снабжено оправкой и иглой, выполненной с ломаной осью и жестко связанной верхним концом с поперечиной, посредством которой игла установлена с обеспечением совпадения ее ломаной оси с осями контейнера и пересекающихся каналов матрицы, пуансон выполнен с центральным отверстием для иглы и прорезью для поперечины и установлен с возможностью перемещения относительно них, оправка расположена в выходном канале матрицы и надета на нижний конец иглы с возможностью соскальзывания с иглы под действием прессуемого металла, причем матрица выполнена в виде двух полуматриц, скрепленных посредством бандажа.
Изобретательский уровень предложенного способа и устройства вытекает из следующего.
Известно, что обычное прямое прессование, при котором используют заготовку большого диаметра (в несколько раз больше диаметра получаемого прутка), позволяет получать прутки большой длины (до 8 метров и более). Совмещение обычного прямого прессования и равноканального углового прессования таким образом, что деформации сдвига подвергается металл при выходе из калибрующей зоны прямого прессования, позволяет образующийся при прямом прессовании пруток сразу же подвергать равноканальному угловому прессованию, которое не меняет сечение прутка, сформировавшееся при обычном прямом прессовании, но осуществляет в прутке интенсивную сдвиговую деформацию, которая, как известно, формирует в нем мелкокристаллическую структуру. При таком совмещении видов прессования отпадает необходимость применять матрицы для равноканального углового прессования с высотой, равной длине одного из пересекающихся каналов и длине получаемого прутка. Это обусловлено тем, что в зону интенсивной сдвиговой деформации равноканального углового прессования непрерывно поступает металл, выходящий из контейнера прямого прессования. При этом длина этого участка равна высоте калибрующего пояска, т.е. 4-10 мм. Это приводит к резкому снижению сил трения, по сравнению с обычным равноканальным прессованием, и уменьшению энергоемкости процесса. В итоге изготавливается пруток с мелкокристаллической структурой и длиной, которую обеспечивает обычное прямое прессование с минимальными энергетическими затратами.
Если обрабатываемые металлы обладают высокой пластичностью, например, чистые медь, алюминий и их малолегированные сплавы, т.е. металлы способны к очень большим деформациям без разрушения, то эффект измельчения зерен сдвиговой деформацией можно усилить за счет увеличения последней. Для этого равноканальное угловое прессование осуществляют не в двух, а в трех пересекающихся каналах. При этом интенсивность сдвиговой информации увеличивается в два раза. Получаются длинные прутки с более высокими механическими свойствами.
Поставленная задача решается и в случае изготовления длинных пустотелых прутков, например труб, и профилей с различной геометрией поперечного сечения. Известно, что использование заготовки со сквозным отверстием и иглы (элемент устройства) при обычном прямом прессовании позволяет получать пустотелые прутки различного поперечного сечения и большой длины (3-8 метров и более). Совмещение обычного прямого прессования и равноканального углового прессования заготовки со сквозным отверстием и применение иглы обеспечивает получение длинных пустотелых прутков с мелкокристаллической структурой.
Выполнение в устройстве для осуществления способа, в отличие от прототипа, заходной части вертикально расположенного канала матрицы в виде контейнера для обычного прямого прессования, в который укладывается заготовка, позволяет использовать заготовку большого диаметра и объема, и, следовательно, получать длинные прутки. Совмещение выходной части вертикально расположенного канала матрицы с заходной частью второго канала матрицы позволяет резко сократить длину этой заходной части и подвергать металл деформации сдвига при выходе из выходной части вертикально расположенного канала матрицы (калибрующей зоны прямого прессования) и тем самым не только уменьшить силы трения при прессовании, но и выполнить обе матрицы в виде одной, присоединение которой к контейнеру обусловливает возможность реализации предложенного способа.
Выполнение матрицы с тремя пересекающимися каналами увеличивает интенсивность сдвиговой деформации, что, как известно, способствует получению более мелкозернистой структуры.
Снабжение устройства криволинейной иглой с ломаной осью, геометрия которой совпадает с геометрией оси пересекающихся каналов контейнера и матрицы, а также оправкой позволяет получать предложенным способом длинные пустотелые прутки. При этом оправка удерживает иглу от увода с оси на начальной стадии прессования, когда металл поступает в выходной, т.е. второй канал матрицы. После того как металл полностью заполнит выходной канал матрицы, под его напором оправка соскальзывает с конца иглы, а соосность осей иглы и канала и, следовательно, равнотолщинность стенок прессуемого пустотелого прутка обеспечивается самим металлом.
Выполнение матрицы в виде двух полуматриц позволяет осуществить сборку устройства перед началом прессования, т.е. вставить иглу с ломаной осью в пересекающиеся каналы матрицы, при этом цельность матрицы в процессе прессования обеспечивается за счет скрепления полуматриц бандажом.
Кроме этого, выполнение матрицы в виде двух полуматриц упрощает технологию изготовления пересекающихся каналов в ней.
Жесткое закрепление верхнего конца иглы с поперечиной позволяет установить иглу в пересекающихся каналах контейнера и матрицы таким образом, чтобы оси иглы и каналов совпадали, и поперечина удерживает иглу от смещения в процессе прессования.
Существо изобретения поясняется следующими иллюстрациями:
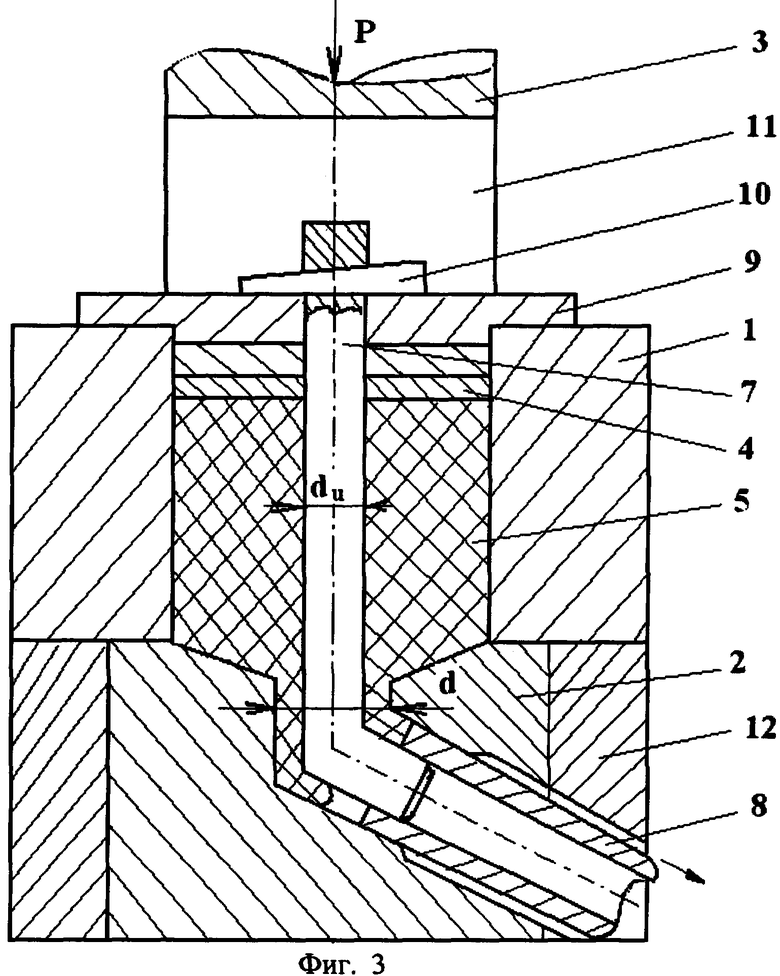
на фиг.1 приведена схема устройства для прессования сплошных прутков;
на фиг.2 - схема устройства для прессования сплошных прутков из высокопластичных металлов в трех пересекающихся каналах;
на фиг.3 - схема устройства для прессования пустотелых прутков (начальная стадия процесса);
на фиг.4 - схема устройства для прессования пустотелых прутков (установившаяся стадия процесса).
Устройство на фиг.1 состоит из контейнера 1 с присоединенной к нему матрицей 2, которая одновременно является матрицей для прямого прессования и равноканального углового прессования, т.е. в которой выполнены каналы для прямого и равноканального углового прессования. При этом диаметр контейнера много больше диаметра канала в матрице (D»d), a калибрующая зона прямого прессования совмещена с одним из пересекающихся каналов для равноканального углового прессования. Устройство содержит также пуансон 3 и пресс-шайбу 4.
В контейнер укладывается заготовка 5. Для обработки труднодеформируемых металлов, требующих для деформации повышенных температур, устройство может быть снабжено нагревательными элементами 6.
Способ осуществляется в данном устройстве, которое работает следующим образом. После установки устройства на пресс в контейнер 1 укладывается заготовка 5 и на нее пресс-шайба 4. Пуансоном 3, который перемещается рабочим органом пресса, осуществляется прессование заготовки, т.е. металл выдавливается из полости контейнера 1 силой Р через отверстие в матрице 2, как показано на фиг.1. При этом заготовка при выходе из калибрующей зоны прямого прессования подвергается равноканальному угловому прессованию со сдвиговыми деформациями.
Для повышения интенсивности сдвиговой информации, в случае обработки высокопластичных металлов, равноканальное угловое прессование осуществляется в трех пересекающихся каналах, для этого в устройство устанавливается соответствующая матрица 2 (фиг.2).
Для изготовления пустотелых прутков устройство снабжено иглой 7 и оправкой 8 (фиг.3). При этом верхний конец иглы жестко связан с поперечиной 9, например с помощью клина 10. Поперечина опирается на стенку контейнера 1. Игла 6 выполнена с ломаной осью, геометрия которой совпадает с геометрией оси контейнера и пересекающихся каналов в матрице. Оси иглы и контейнера совмещены посредством центрирования поперечины 9 с помощью выступа по диаметру внутреннего отверстия в контейнере, как показано на фиг.3.
В пуансоне 3 выполнено центральное отверстие, через которое проходит игла 6, и прорезь 11, через которую проходит поперечина 9. Диаметр центрального отверстия в пуансоне несколько больше диаметра иглы 6, а ширина прорези 11 несколько больше ширины поперечины, что позволяет пуансону перемещаться относительно них и осуществлять прессование заготовки 5. Матрица 2 состоит из двух одинаковых (зеркально) половин, которые скреплены цельной обоймой 12 и присоединена к контейнеру 1, например, с помощью винтов (на схеме не показаны).
Оправка 8 вставлена в выходной канал матрицы 2 и надета на нижний конец иглы 6, как показано на фиг.3.
При прессовании пустотелых прутков устройство работает следующим образом (фиг.3). Вначале собирается матрица с иглой. Для этого нижний конец иглы 6 (фиг.3) укладывается в канал (половину канала) одной из полуматриц 2. На эту полуматрицу накладывается вторая полуматрица и они запрессовываются в обойму 12 (посадка с натягом). Затем матрица, с вставленной в нее иглой 6, вместе с обоймой присоединяется к контейнеру 1, например, с помощью винтов, и эта сборка устанавливается на пресс. К рабочему органу пресса (ползуну или подвижной траверсе) крепится пуансон 3.
Далее, в контейнер 1 укладывается заготовка 5, при этом верхний конец иглы 6 проходит через сквозное отверстие в заготовке. На заготовку укладывается пресс-шайба 4, в которой также имеется сквозное отверстие, через которое проходит верхний конец иглы 6. В контейнер опускается пуансон 3 до контакта его нижней торцевой поверхности с пресс-шайбой 4, при этом верхний конец иглы проходит через центральное отверстие в пуансоне. В прорезь пуансона вставляется поперечина 8, при этом верхний конец иглы проходит через отверстие в ней, и поперечина центрируется с помощью нижнего выступа по внутренней поверхности контейнера. Тем самым совмещаются оси иглы, контейнера и пересекающихся каналов матрицы.
Игла жестко закрепляется в поперечине, например, с помощью клина 10. Оправка 8 вставляется в выходной канал матрицы и надевается на нижний конец иглы, как показано на фиг.3.
При перемещении пуансона 3 заготовка 5 подвергается прямому прессованию, т.е. выдавливается из полости контейнера 1 в зазор между рабочей поверхностью матрицы и иглы. При этом металл вначале деформируется (обжимается) в конической зоне матрицы и поступает в калибрующую зону, высота которой h составляет 4-10 мм (фиг.1). Калибрующая зона прямого прессования совмещена с одним из пересекающихся каналов равноканального углового прессования. Поэтому после прохода калибрующей зоны металл сразу же подвергается сдвиговой деформации (равноканальному угловому прессованию). Во второй пересекающийся канал матрицы металл входит неравномерно (вначале в верхнюю часть канала и потом в нижнюю и это специфика равноканального углового прессования), что может привести к уводу конца иглы с оси канала и привести либо к ее поломке, либо к неравной толщине стенок получаемого пресс-изделия, т.е. к браку. Оправка 8 удерживает иглу от увода. После заполнения металлом части второго пересекающегося канала матрицы (фиг.3) под действием его напора оправка соскальзывает с конца иглы и процесс прессования продолжается (фиг.4). При этом игла удерживается на оси каналов уже самим металлом.
После окончания прессования в контейнер укладывается следующая заготовка и процесс повторяется.
Пример выполнения способа и устройства для его реализации.
Пример 1. Заготовка из алюминия АД1 диаметром D=80 мм и высотой НЗ=120 мм покрывалась смазкой Росойл-ШОК и укладывалась к контейнер для прессования диаметром D=82 мм и высотой Н=150 мм (фиг.1). Конический участок матрицы 2 был выполнен с углом γ=110°. Диаметры калибрующего пояска и пересекающегося канала для РКУ-прессования имели значение d=10 мм. Угол пересечения каналов матрицы для РКУ-прессования ϕ=30°. При этом калибрующий поясок канала прямого прессования совмещен с одним из пересекающихся каналов для РКУ-прессования, а высота h калибрующего пояска равна 6 мм, т.е. поверхность трения, а следовательно, и сила трения при прессовании сведены к минимально возможному значению. На заготовку укладывалась пресс-шайба 4 из пластичного материала (медь МО) толщиной 15 мм. Устройство устанавливалось на гидравлический пресс с номинальной силой 2,5 МН и осуществлялось прессование. Был получен пруток диаметром 10 мм и длиной 7,5 метров. Микроструктурные исследования показали, что средний размер зерен в прутке равен 1,2 мкм.
Пример 2. В этом же устройстве матрица 2 была заменена на матрицу с тремя пересекающимися каналами, как показано на фиг.2. Диаметр каналов d=10 мм.
Исходную заготовку из меди M1 с размерами как и в примере 1 покрывали смазкой Росойл-ШОК (этой же смазкой смазывали и внутреннюю поверхность контейнера и каналы матрицы) и прессовали на гидропрессе. Получен пруток диаметром 10 мм и длиной 7,5 метров со средним размером зерен 1,0 мкм.
Пример 3. Использовали тот же контейнер, но матрица была заменена на матрицу, выполненную в виде двух полуматриц 2 с диаметром пересекающихся каналов d=20 мм (фиг.3). В канал одной из полуматриц укладывалась изогнутая игла с диаметром dи=12 мм. На первую полуматрицу накладывалась вторая полуматрица и эта сборка запрессовывалась в обойму 12. Матрица прикреплялась к контейнеру винтами (на схеме не показаны) и устройство устанавливалось на стол гидропресса. Пуансон, в котором были выполнены центральное отверстие диаметром 13 мм и прорезь шириной 45 мм, закреплялся на подвижной траверсе пресса.
В контейнер укладывалась заготовка из меди M1 с наружным диаметром 80 мм и высотой 120 мм, в которой было выполнено сквозное отверстие диаметром 12,5 мм. При укладке в контейнер заготовка надевалась на иглу. Сверху на заготовку помещалась пресс-шайба 4 из пластичного материала (алюминий АД1), которая также надевалась на иглу. Опускался пуансон 3, который входил в отверстие контейнера до контакта с пресс-шайбой 4, при этом игла проходила через центральное отверстие, выполненное в торце пуансона.
В прорезь пуансона вставлялась поперечина 9, которая также надевалась на иглу и центрировалась нижним выступом по внутренней поверхности отверстия в контейнере. Игла 6 жестко фиксировалась относительно поперечины 9 клином 10. В выходной канал матрицы 2 вставлялась оправка 8 и надевалась на конец иглы с небольшим натягом.
При прессовании получена труба с наружным диаметром 20 мм, внутренним 12 мм и длиной 3 метра. При этом использовалась смазка Росойл-ШОК, которая наносилась на заготовку, иглу, внутреннюю поверхность контейнера и на каналы матрицы.
Микроструктурными исследованиями установлено, что средний размер зерен равен 0,8 мкм.
Таким образом, предложенное изобретение позволяет получать путем прессования длинномерные изделия с мелкокристаллической и наноструктурой, обладающие высокими механическими свойствами.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЕССОВАНИЯ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2379148C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МАТЕРИАЛОВ ДАВЛЕНИЕМ | 2007 |
|
RU2349403C1 |
| Способ прессования металлических слитков и пресс для его осуществления | 2019 |
|
RU2713764C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МАТЕРИАЛОВ ДАВЛЕНИЕМ | 2000 |
|
RU2188091C2 |
| СПОСОБ НЕПРЕРЫВНОГО РАВНОКАНАЛЬНОГО УГЛОВОГО ПРЕССОВАНИЯ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК В ВИДЕ ПРУТКА | 2013 |
|
RU2560474C2 |
| УСТРОЙСТВО ДЛЯ УГЛОВОГО ПРЕССОВАНИЯ | 2021 |
|
RU2780729C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЛИННОМЕРНЫХ ЗАГОТОВОК С МЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ | 2007 |
|
RU2361687C1 |
| Штамп для равноканального углового прессования | 2018 |
|
RU2706394C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРУТКОВ С МЕЛКОКРИСТАЛЛИЧЕСКОЙ ГЛОБУЛЯРНОЙ СТРУКТУРОЙ В α И α+β-ТИТАНОВЫХ СПЛАВАХ | 2009 |
|
RU2390395C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МАТЕРИАЛОВ ДАВЛЕНИЕМ | 2007 |
|
RU2347634C2 |


Изобретения относятся к обработке давлением и могут быть использованы при получении длинномерных прутков различного поперечного сечения с однородной микрокристаллической структурой. За одну технологическую операцию производят два вида прессования. В качестве одного вида используют прямое прессование металла из контейнера с выходом его через калибрующую зону. Вторым видом является равноканальное угловое прессование с обеспечением в металле деформаций сдвига. Прямое прессование осуществляют перед угловым прессованием. Деформации сдвига при угловом прессовании обеспечивают сразу при выходе металла из калибрующей зоны прямого прессования. Прессование ведут в устройстве, содержащем пуансон, матрицу с двумя пересекающимися каналами и контейнер. Контейнер размещен над матрицей. Полость контейнера образует заходную часть вертикально расположенного канала матрицы. Площадь поперечного сечения заходной части превышает площадь поперечного сечения вертикально расположенного канала. Последний выполнен в виде калибрующего пояска для прямого прессования металла из контейнера. Высота пояска составляет 4-10 мм, а его диаметр равен диаметру второго канала матрицы. В результате обеспечивается получение длинномерных изделий с высокими механическими свойствами из различных конструкционных материалов при одновременном снижении энергоемкости. 2 н. и 4 з.п. ф-лы, 4 ил.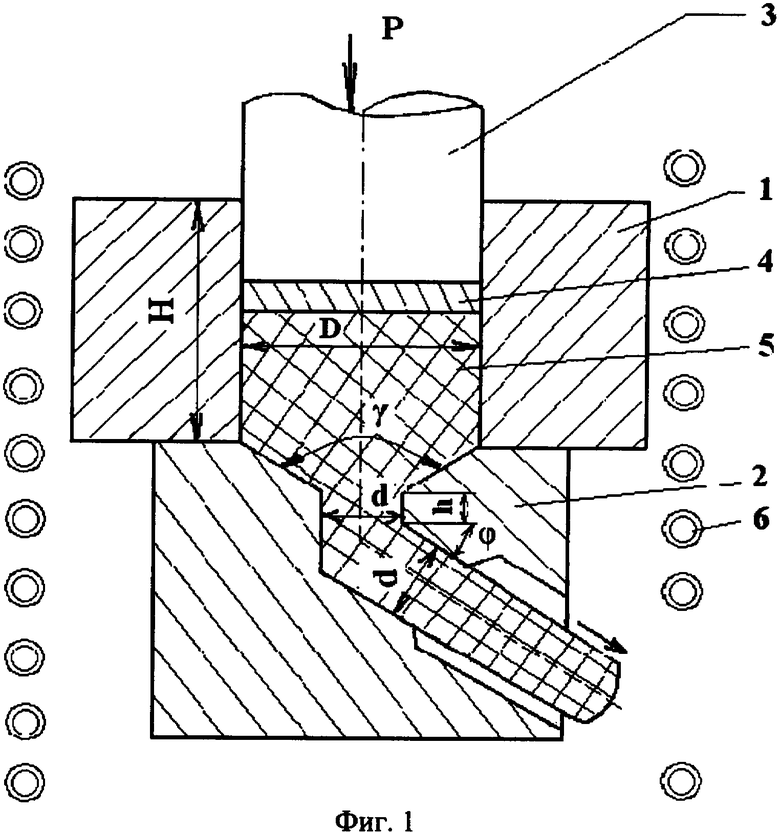
| СПОСОБ КОМБИНИРОВАННОЙ ИНТЕНСИВНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ ЗАГОТОВОК | 2003 |
|
RU2240197C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МАТЕРИАЛОВ ДАВЛЕНИЕМ | 2000 |
|
RU2188091C2 |
| УСТРОЙСТВО ДЛЯ ДЕФОРМАЦИОННОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2004 |
|
RU2268100C1 |
| СПОСОБ ДЕФОРМАЦИОННОЙ ОБРАБОТКИ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2146571C1 |
| US 5400633 A, 28.11.1995. | |||

