10
SS
л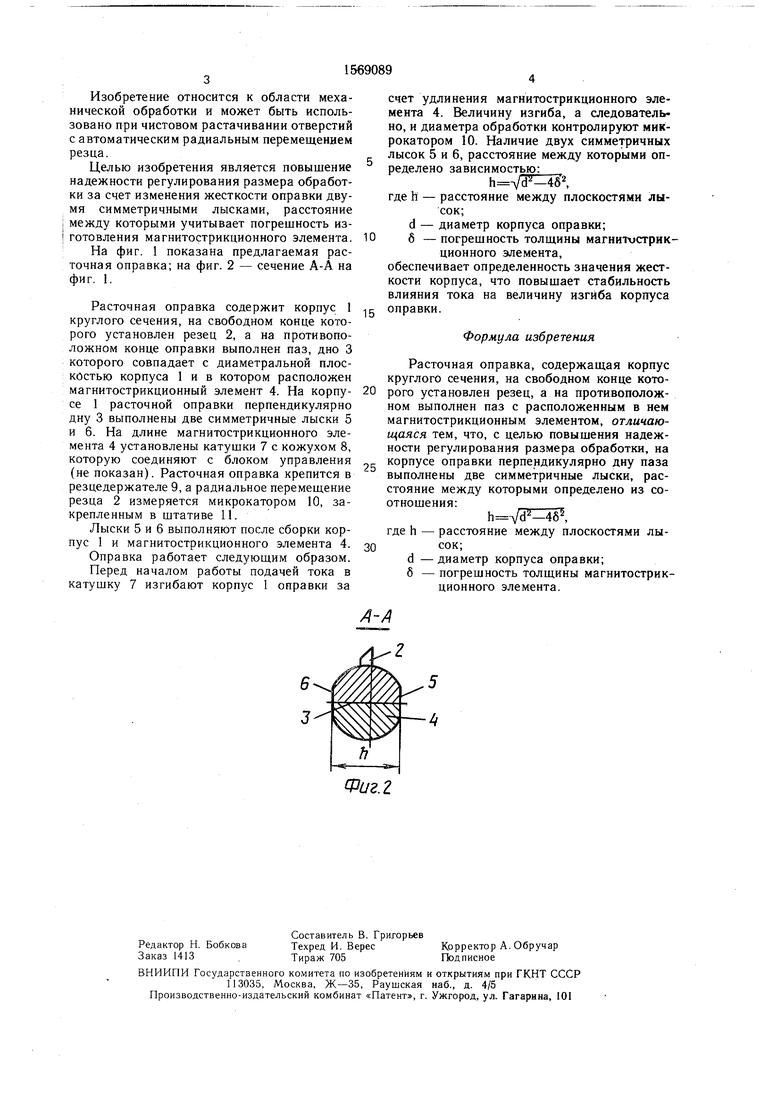
| название | год | авторы | номер документа |
|---|---|---|---|
| Магнитострикционный способ растачивания отверстий на многоцелевых станках | 1986 |
|
SU1404187A1 |
| Способ растачивания отверстий и устройство для его осуществления | 1985 |
|
SU1364400A1 |
| Расточная оправка | 1985 |
|
SU1310118A1 |
| Расточная оправка | 1984 |
|
SU1242311A1 |
| Инструмент для растачивания отверстий | 1991 |
|
SU1814987A1 |
| Расточная оправка | 1985 |
|
SU1351720A2 |
| Расточная оправка | 1984 |
|
SU1247175A1 |
| РАСТОЧНАЯ БОРШТАНГА | 1970 |
|
SU263380A1 |
| СПОСОБ РАСТАЧИВАНИЯ ОТВЕРСТИЙ В ИЗДЕЛИЯХ ИЗ КОРРОЗИОННОСТОЙКИХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2022 |
|
RU2787289C1 |
| Расточная оправка | 1973 |
|
SU618204A1 |
Изобретение относится к механической обработке и может быть использовано при чистовом растачивании отверстий с автоматическим радиальным перемещением резца. Целью изобретения является повышение надежности регулирования размера обработки за счет изменения жесткости оправки двумя симметричными лысками, расстояние между которыми учитывает погрешность изготовления магнитострикционного элемента. Перед началом работы подачей тока в катушку 7 изгибают корпус 1 за счет удлинения магнитострикционного элемента 4, что приводит к изменению диаметра обработки. Стабильность величины деформации оправки от величины тока в катушке 7 обеспечивается выполнением двух симметричных лысок, расположенных перпендикулярно дну паза корпуса, в котором установлен магнитострикционный элемент 4. Расстояние между лысками устанавливается с учетом диаметра корпуса и погрешности толщины магнитострикционного элемента. 2 ил.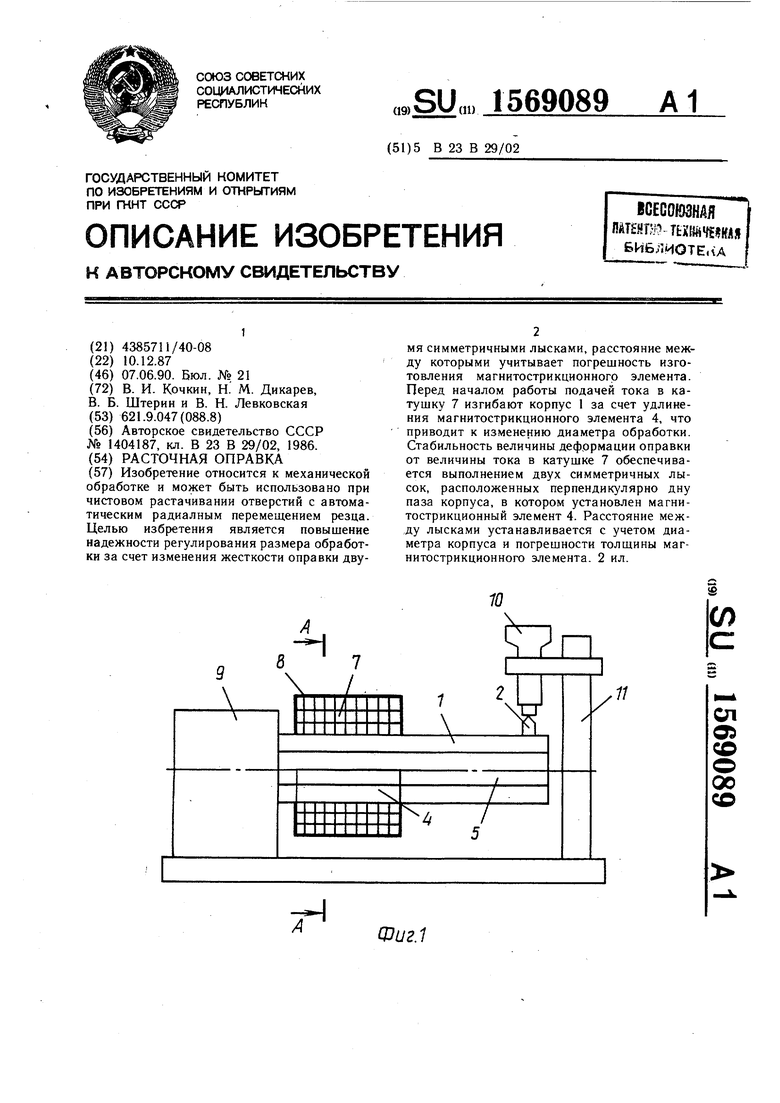
т
СП
О СО
о
00
со
Фиг.1
Изобретение относится к области механической обработки и может быть использовано при чистовом растачивании отверстий с автоматическим радиальным перемещением резца.
Целью изобретения является повышение надежности регулирования размера обработки за счет изменения жесткости оправки двумя симметричными лысками, расстояние между которыми учитывает погрешность изготовления магнитострикционного элемента.
На фиг. 1 показана предлагаемая расточная оправка; на фиг. 2 - сечение А-А на фиг. 1.
Расточная оправка содержит корпус 1 круглого сечения, на свободном конце которого установлен резец 2, а на противоположном конце оправки выполнен паз, дно 3 которого совпадает с диаметральной плоскостью корпуса 1 и в котором расположен магнитострикционный элемент 4. На корпу- се 1 расточной оправки перпендикулярно дну 3 выполнены две симметричные лыски 5 и 6. На длине магнитострикционного элемента 4 установлены катушки 7 с кожухом 8, которую соединяют с блоком управления (не показан). Расточная оправка крепится в резцедержателе 9, а радиальное перемещение резца 2 измеряется микрокатором 10, закрепленным в штативе 11.
Лыски 5 и 6 выполняют после сборки корпус 1 и магнитострикционного элемента 4.
Оправка работает следующим образом.
Перед началом работы подачей тока в катушку 7 изгибают корпус 1 оправки за
0
5
0
счет удлинения магнитострикционного элемента 4. Величину изгиба, а следовательно, и диаметра обработки контролируют микрокатором 10. Наличие двух симметричных лысок 5 и 6, расстояние между которыми определено зависимостью:
,
где h - расстояние между плоскостями лысок;
d - диаметр корпуса оправки; б - погрешность толщины магнитострикционного элемента,
обеспечивает определенность значения жесткости корпуса, что повышает стабильность влияния тока на величину изгиба корпуса оправки.
Формула избретения
Расточная оправка, содержащая корпус круглого сечения, на свободном конце которого установлен резец, а на противоположном выполнен паз с расположенным в нем магнитострикционным элементом, отличающаяся тем, что, с целью повышения надежности регулирования размера обработки, на корпусе оправки перпендикулярно дну паза выполнены две симметричные лыски, расстояние между которыми определено из соотношения:
h Vd2-481,
где h - расстояние между плоскостями лысок;
d - диаметр корпуса оправки;
б - погрешность толщины магнитострикционного элемента.
| Магнитострикционный способ растачивания отверстий на многоцелевых станках | 1986 |
|
SU1404187A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
