Изобретение относится к машиностроению и может быть использовано при чистовом растачивании отверстий
Цель изобретения - повьшение точности обработки за счет повьппения . точности радиальных перемещений резца.
На чертеже изображена расточная оправка, общий вид.
Расточная оправка состоит из корпуса 1 с коническим хвостовиком 2, фланцем 3 под захват манипулятора и резца 4. Корпус 1 состоит из двух частей 5, выполненной из парамагнетика - стали, и магнитострикциоиног элемента 6, выполненного из ферромагнетика - никеля.
На корпусе 1 установлены индуктивная катушка 7 управления и как мини- мум одна дополнительная индуктивная катушка 8 управления охватьшающие магнито-стрикционный элемент 6, выводы 9-12 которых соединены с изолированными кольцами 13-16 соответ- ственно. Кольца укреплены на торце бурта 17. Индуктивные катушки 7 и 8 управления защищены кожухом 18. Конический хвостовик 2 расточной оправор П. Коссей 3650/16
Составитель Л, Климова Техред Н.Бонкало
Кор Под
Тираж 1001 ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., До 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
o
5
0 5
112
ки вставлен в шпиндель 19 многоцелевого станка. Кольца 13-16 контактируют со щетками 20-23 токоподводя- щего устройства соответственно. То- коподводящее устройство, в свою очередь, соединено с источником постоянного тока, управляемым от устройства числового программного управления станка. На столе станка установлена обр абатьшаемая деталь 24.
Расточную оправку устанавливают в шпивдель 19 станка. В индуктивную катушку 7 управления подают ток, Маг- нитострикционный элемент 6, обладающий свойством уменьшать свою длину в магнитном поле, стремится сжаться, часть 5 оправки сопротивляется сжатию, поэтому оправка изгибается. Резец 4 перемещается в радиальном направлении на требуемый размер. Далее производят растачивание и обмер отверстий до тех пор, пока вьщерживает- ся требуемый размер, а при его отклонении в дополнительную индуктивную катушку В управления подают ток и производят поднастройку резца 4. Затем снова производят растачивание и обмер отверстий до тех пор, пока вьщерживается требуемый размер.
Корректор, М. Максимишинец Подписное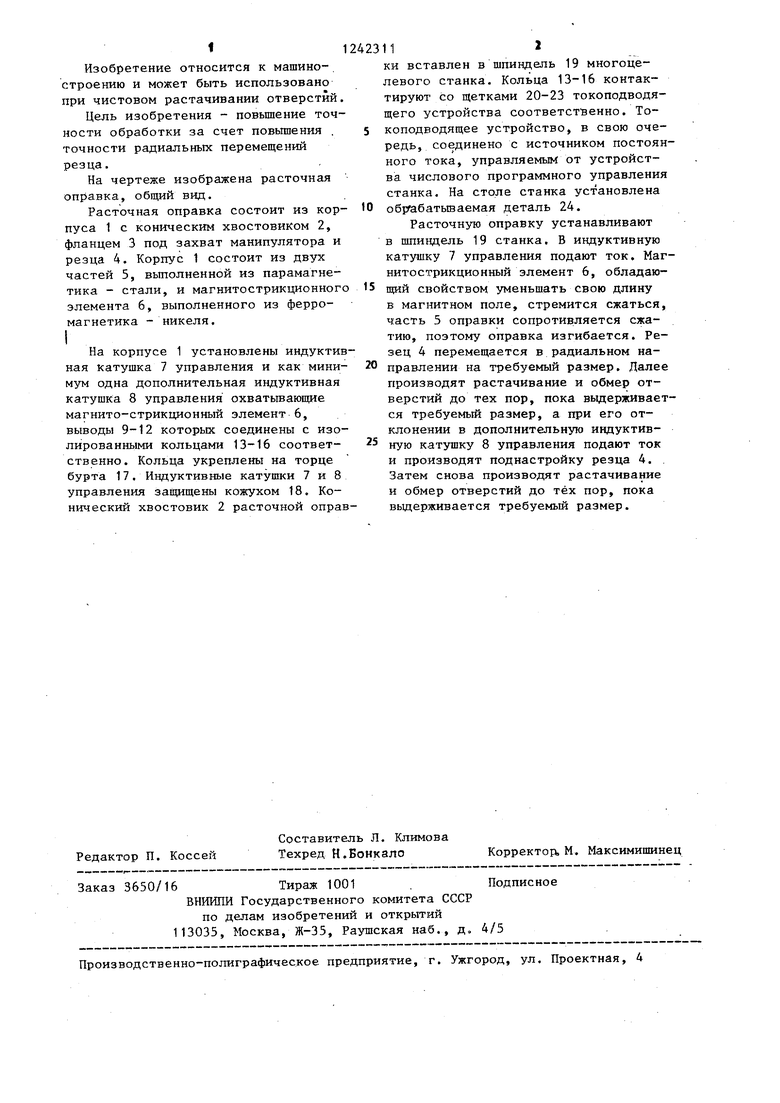
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ растачивания отверстий и устройство для его осуществления | 1985 |
|
SU1364400A1 |
| Магнитострикционный способ растачивания отверстий на многоцелевых станках | 1986 |
|
SU1404187A1 |
| Расточная оправка | 1985 |
|
SU1310118A1 |
| Расточная головка | 1985 |
|
SU1333474A1 |
| Устройство для обработки некруглых профилей | 1985 |
|
SU1315143A1 |
| Расточная оправка | 1985 |
|
SU1351720A2 |
| Расточная динамометрическая оправка | 1980 |
|
SU891248A1 |
| Динамометрическая расточная скалка | 1976 |
|
SU657919A1 |
| Головка для растачивания кольцевых канавок | 1986 |
|
SU1430184A1 |
| Динамометрическая расточная борштанга | 1980 |
|
SU921700A2 |

| РАСТОЧНАЯ БОРШТАНГА | 0 |
|
SU263380A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
