1
Изобретение относится к станкостроению и может быть использовано в алмазно-расточных станках.
Известны расточные оправки, содержащие борштангу с фланцем, имеющим деформируемую часть, связанную посредством шарнирно-рычажного механизма с толкателем привода осевого перемещения 1.
Цель изобретения - упрощение конструкции и повыщение точности обработки.
Для этого щарнирно-рычажный механизм выполнен в виде двуплечего Г-образного рычага, установленного с возможностью поворота и имеющего на одном плече паз, параллельный другому плечу, причем плечо рычага с пазом связано с шарниром деформируемой части фланца борштанги, а другое плечо связано с щарниром толкателя. В плече рычага, связанном с шарниром толкателя, выполнено отверстие, диаметр которого больше диаметра щарнира.
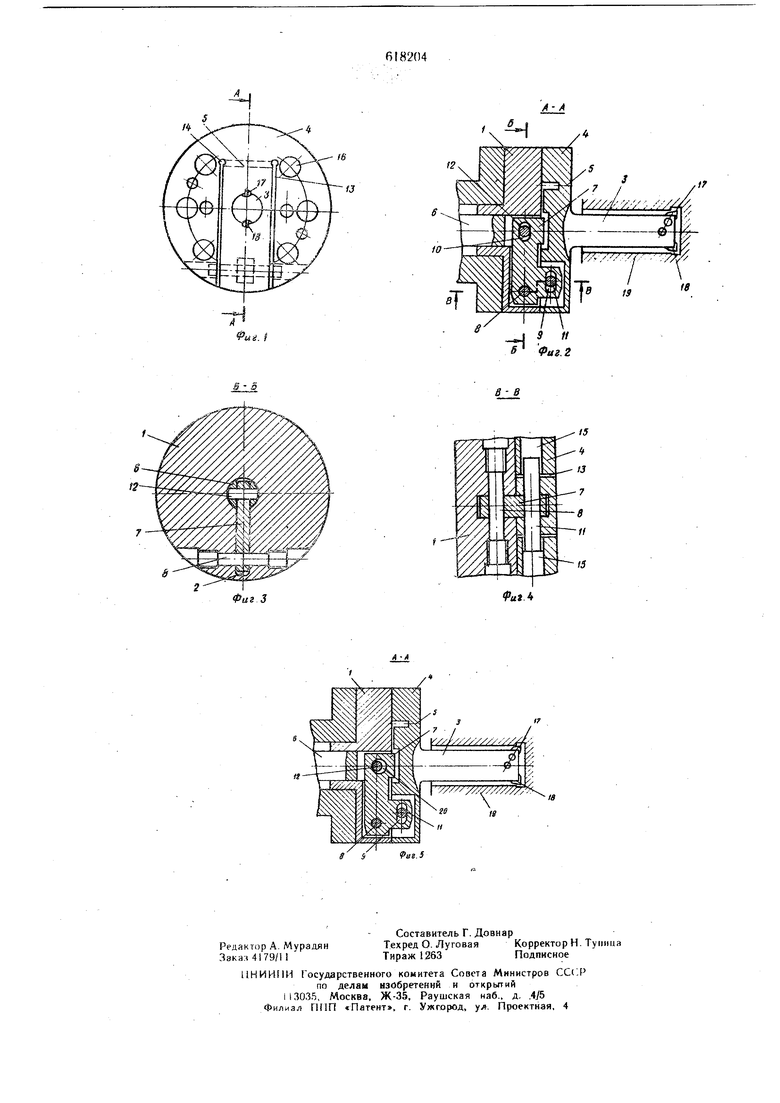
На фиг. 1 - показана предлагаемая оправка, вид с торца; на фиг. 2 - разрез А-А фиг. 1, I вариант; на фиг. 3 - разрез Б-Б фиг. 2; на фиГ. 4 - сечение В-В фиг. 2 по Г-образному рычагу; на фиг. 5 - разрез А-А фиг. 1, II вариант.
Оправка состоит из корпуса 1, имеющего односторонний радиальный паз 2, борщтанги 3 с фланцем 4, имеющим ослабленное сечение 5, и толкателя б, установленного на оси и связанного со специальным приводом (не показанным на чертежах). В радиальном пазу корпуса установлен двуплечий Г-образный рычаг 7, который может поворачиваться на оси 8. На одном плече рычага 7 имеется паз 9, параллельный другому плечу рычага. На другом плече рычага имеется паз 10. Плечо рычага 7, на котором имеется паз 9, связано с щарпиром 11 в деформируемой части фланца 4. Другое плечо рычага связано с щарниром 12 в толкателе 6.
Фланец 4 борщтанги 3 имеет две проре5зи 13, которые сделаны до отверстий 14. Между отверстиями 14 выполнено ослабленное сечение 5.
Шарнир 11 плотно посажен в части фланца борщтанги, расположенной между прорезями 13.. Длина его больще расстояния между прорезями 13 и выступающие концы щарнира входят в соосные отверстия 15 одинакового диаметра, выполненные во фланце борщтапги с другой стороны прорезей 13.
Оправка может производить растачивание отверстий как в иевращаютейся детали, так и во вращающейся. При растачивании в невращающейся детали должна вращаться оправка и для этого она устанавливается на фланце шпинделя расточной головки. При растачивании во вращающейся детали оправка не должна вращаться и при этом она устанавливается на суппорте станка.
Там, где оправка установлена, она крепится ьинтами 6 и толкатель 6 соединяется с приводом от силового цилиндра (не показан на чepfeжax).
На конце борштанги 3 установлены получистовой резец 17 и чистовой 18.
Расточная оправка показана в момент окончания получистовой расточки и перед началом чнстовой расточки в детали 19.
Перед началом растачивания под воздействием привода от силового цилиндра толкатель 6 получает движение внутрь расточной оправки. При этом рычаг 7 повернется вокруг оси 8 и пазом 9 через щарнир 11 отожмет находящийся между прорезями 3 незакрепленный конец фланца борштанги, который поворачивается вокруг ослабленного сечения 5. Вместе с фланцем поворачивается стержень борщтанги с расположенными на кем резцами. При этом получистовой резец становится в положение, требуемое для получистовой расточки, а чнстовой резец 18 отводится в положение, в котором он не будет задевать обрабатываемую поверхность. Такое положение стержня борштанги при получистовом растачивании обеспечивается тем, что под воздействием привода от силового цилиндра выступающие за пределы прорезей 3 концы шарнира II прижимаются к поверхностям отверстий 15, которые служат жестким упором. Так как шарнир 11 посажен плотно в деформируемой части фланца борштанги то при лолучистовом растачивании деформируемая часть фланца оказывается зажатой.
После установки расточной оправки приводом от силового цилиндра в положение для получистового растачивания, как было описано выше, включаются рабочая подача расточной onpSEKH к обрабатываемой детали к вращение либо детали/либо оправки. Происходит получистовоё растачивание.
Когда получистовор растачивание оканчивается, выключается рабочая подача, под аоздейстзием привода от силового цилиндра толкатель 6 получает дйнжение из расточной оправки и поворачивает рычаг 7 таким образом, что незакрепленный конед фланца бор.штанги прижимается к корпусу оправки. При этом получистовой резец отводится 61обрабатываемой поверхности, а чистовой резец врезаете Б нее на величину припуска. После этого скова включается рабочая подача, ио уже в противоположном направле41ии, и происходит чистовое растачивание.
Как видно из описанного. ТУК кпк при чистовом растачивании резец- выводится ип обрабатываемого отверстия, то на поверхности отверстия не возникает риски от вывода резца.
Предлагаемая расточная оправка найдет
применение в двух исполнениях. Одно из этих исполнений показано на фиг. 2, другое на фиг. 5.В исполнении оправки, показанном на фиг. 2, при переводе ее из положения для
получистового растачивания в положение для чистового растачивания и наоборот тол. катель 6 имеет незначительный ход, который недостаточен для контроля его положения конечным выключателем. Поэтому при использовании оправок, выполненных по фиг. 2,
5 положение их можно проконтролировать косвенно контролем положения аппарата, управляющего механизмом привода толкателя 6.
В тех случаях, когда необходимо проконтролировать положение оправки не косвенно, а непосредственно, следует выполнять оправку в другом исполнении, показанном на фиг. 5.,
Как видно из чертежа, Г-образный рычаг связан с щарниром 12 толкателя 6 отверстием 20, диаметр которого больше диаметра охватываемого шарнира 12. В этом случае при переводе расточной оправки из положения для получистового растачивания в положение для чистового растачивания н наоборот толкатель 6 имеет дополнительный ход, который больше хода толкателя 6 в исполнении оправки на фиг. 2 на величину разницы диаметров отв.ерстня и шарнира. Эта разница диаметров отверстия 20 и шарнира 12 выбирается такой, чтобы ход толкателей 6 35 был достаточен для переключения конечного выключателя, устанавливаемого в приводе 6 для непосредствеиного контроля положения расточной оправки.
Формула изобретения
1.Расточная оправка, содержащая борштангу с фланцем, имеющим деформируемую часть, связанную посредством шарнирно-рычажного механизма с толкателем привода осевого перемещения, отличающаяся тем, что, с целью упрощения койструкции и
5 повышения точности обработки, щарнирнорычажный механизм выполнен в виде двуплечего Г-образиого рычага, установленного с возможностью поворота и имеющего на одном плече паз, параллельный другому плечу, причем плечо рычага с пазом связано с шарниром деформируемой части фланца борштанги, а другое плечо связано с шарниром толкате;тя.
2.Оправка по п. 1, отличающаяся тем, что в плече рычага, связанном с шарниром
то(лкателя, выполнено отверстие, диаметр которого больше диаметра шарнира.
Источники информации, принятые во пни.мание при экспертизе:
1. Заявка № 1853720/08, кл. В 23 В 29/о:, 1972, по которой принято решение о вы/щчс авторского свидетельства.
А- А
12
te
-Н
Фиг. г
| название | год | авторы | номер документа |
|---|---|---|---|
| Расточная оправка | 1972 |
|
SU524608A1 |
| РАСТОЧНАЯ ОПРАВКА | 1972 |
|
SU426758A1 |
| Способ обработки соосных отверстий и станок для его осуществления | 1984 |
|
SU1206017A1 |
| Станок для обработки внутренних фасонных поверхностей | 1980 |
|
SU1024175A1 |
| Борштанга с автоматической подналадкой резца | 1981 |
|
SU975227A1 |
| Расточная оправка | 1975 |
|
SU539692A1 |
| Расточная оправка | 1984 |
|
SU1247175A1 |
| Устройство для растачивания длинныхотверстий | 1974 |
|
SU508343A1 |
| Борштанга | 1981 |
|
SU956166A1 |
| Борштанга | 1975 |
|
SU541591A1 |
Фиг 3
РигЛ
/,
