Фиг. 5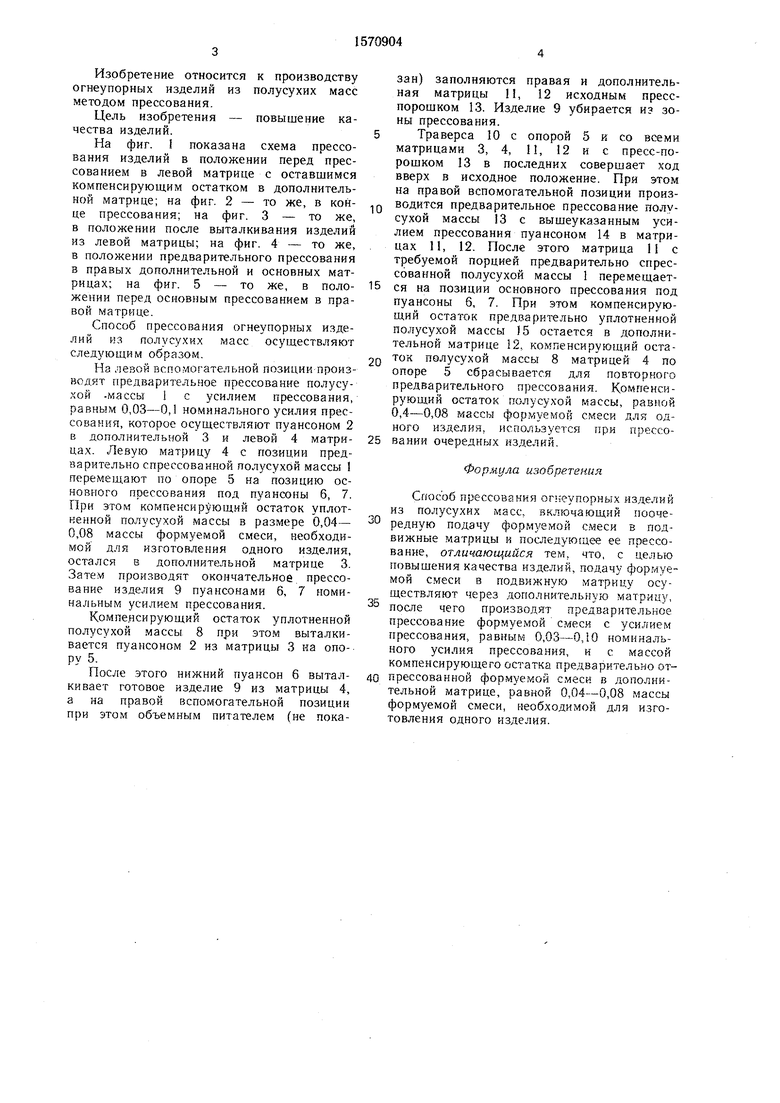
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУСУХОГО ФОРМОВАНИЯ СЫРЦА КИРПИЧА НА ПРЕССЕ | 1998 |
|
RU2151694C1 |
| Способ прессования огнеупорных изделий из полусухих масс | 1990 |
|
SU1736706A1 |
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1992 |
|
RU2044638C1 |
| УСТАНОВКА ДЛЯ ПОЛУСУХОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1992 |
|
RU2041061C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУСУХОГО ПРЕССОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2005 |
|
RU2318656C2 |
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1995 |
|
RU2087306C1 |
| Устройство для полусухого прессования строительных изделий | 1991 |
|
SU1794026A3 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛУСУХИХ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 2004 |
|
RU2257999C1 |
| КОМПЛЕКС ФОРМОВОЧНЫЙ СТАЦИОНАРНЫЙ ДЛЯ ПРОИЗВОДСТВА КАМНЕЙ БЕТОННЫХ | 2017 |
|
RU2661484C1 |
| Способ прессования огнеупорных изделий из полусухих масс | 1989 |
|
SU1673447A1 |
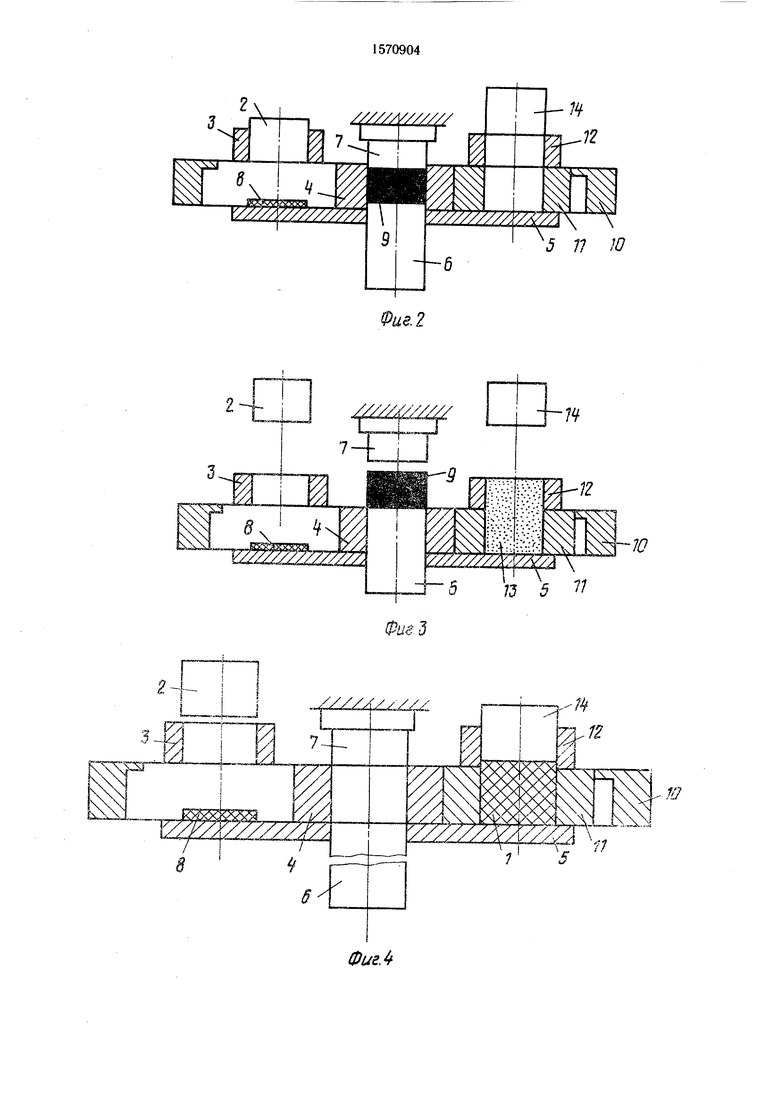
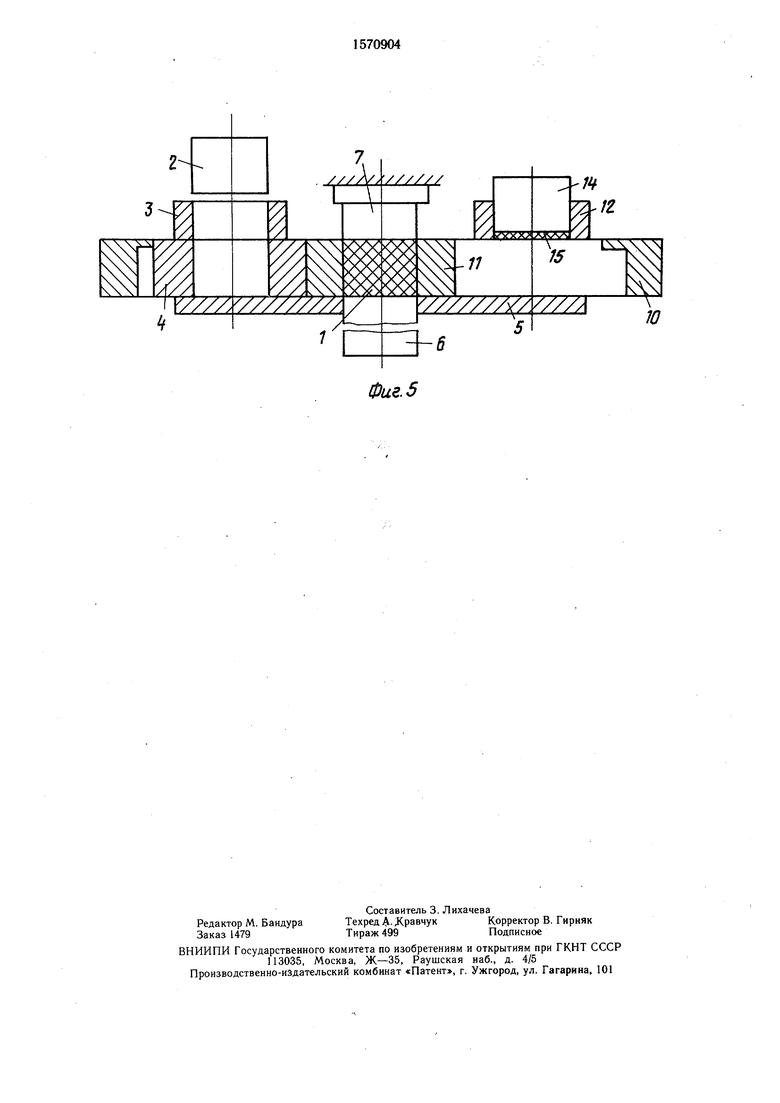
Изобретение относится к производству огнеупорных изделий из полусухих масс методом прессования. Цель изобретения - повышение качества изделий. Способ прессования огнеупорных изделий из полусухих масс включает поочередную подачу формуемой смеси в подвижные матрицы 4, 11 и последующее ее прессование. Подачу формуемой смеси в подвижную матрицу 4 или 11 осуществляют через соответствующую дополнительную матрицу 3 или 12, после чего производят предварительное прессование формуемой смеси с усилием прессования, равным 0,03-0,1 номинального усилия прессования, и с массой компенсирующего остатка предварительно отпрессованной формуемой смеси в дополнительной матрице 3 или 12, равной 0,04-0,08 массы формуемой смеси, необходимой для изготовления одного изделия. 5 ил.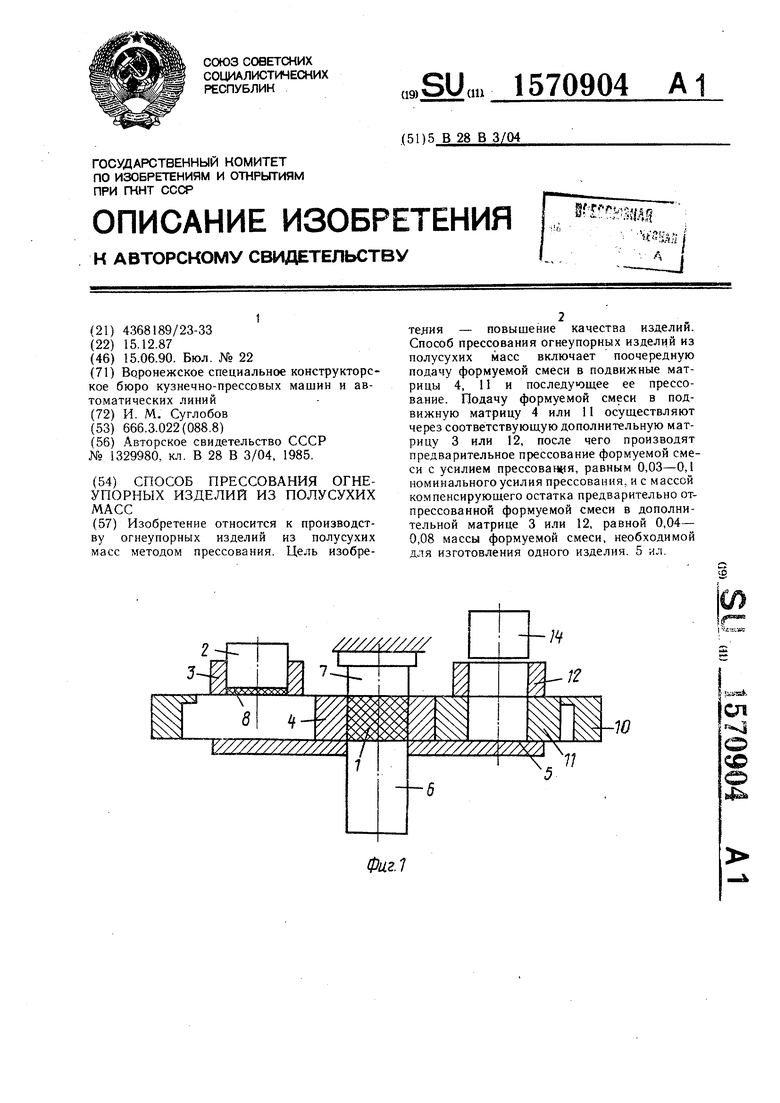
| Гидравлический пресс для производства огнеупорных изделий | 1985 |
|
SU1329980A1 |
| кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
