/
4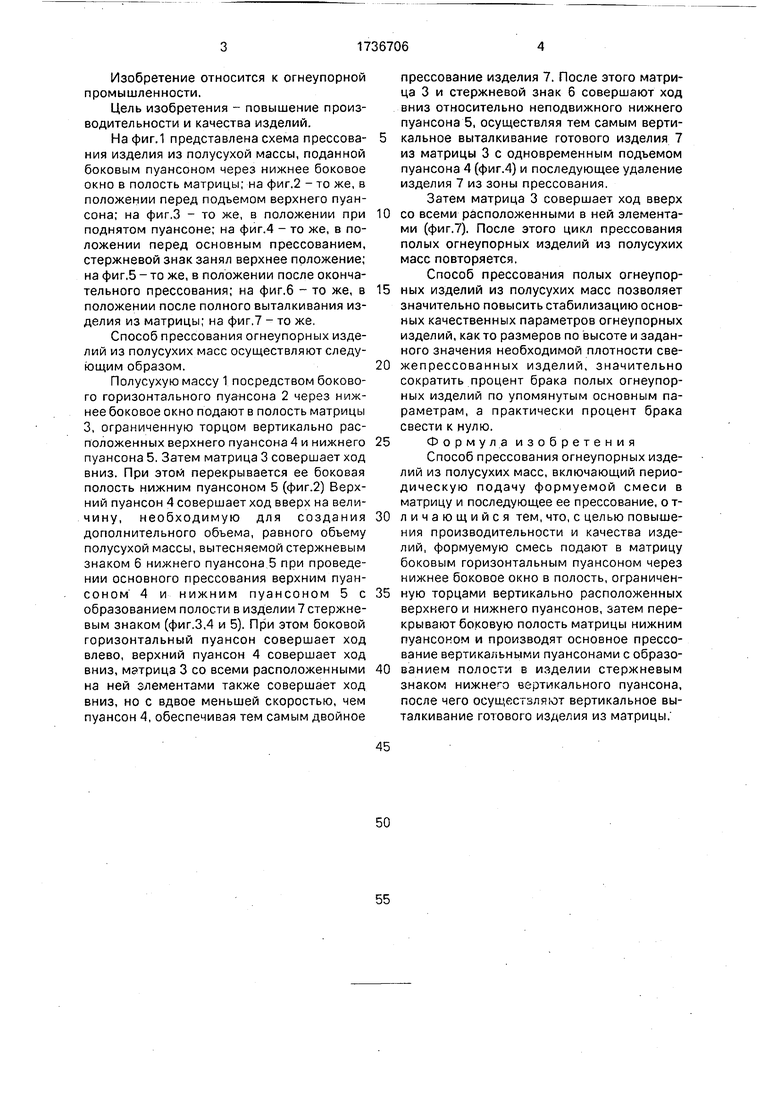
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1992 |
|
RU2044638C1 |
| СПОСОБ ПОЛУСУХОГО ПРЕССОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2378110C2 |
| МАШИНА ДЛЯ ПРЕССОВАНИЯ | 1992 |
|
RU2038969C1 |
| Гидравлический пресс для производства огнеупорных изделий | 1985 |
|
SU1252176A1 |
| Устройство для полусухого прессования строительных изделий | 1991 |
|
SU1794026A3 |
| Приспособление к металлообрабатывающим прессам для полусухого прессования на них огнеупорных и тому подобных керамических изделий | 1949 |
|
SU89588A1 |
| СПОСОБ ПОЛУСУХОГО ФОРМОВАНИЯ СЫРЦА КИРПИЧА НА ПРЕССЕ | 1998 |
|
RU2151694C1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПОЛУСУХОГО ПРЕССОВАНИЯ | 1991 |
|
RU2030290C1 |
| Гидравлический пресс для производства огнеупорных изделий | 1976 |
|
SU885023A1 |
| Гидравлический пресс для производства огнеупорных изделий | 1989 |
|
SU1676810A1 |

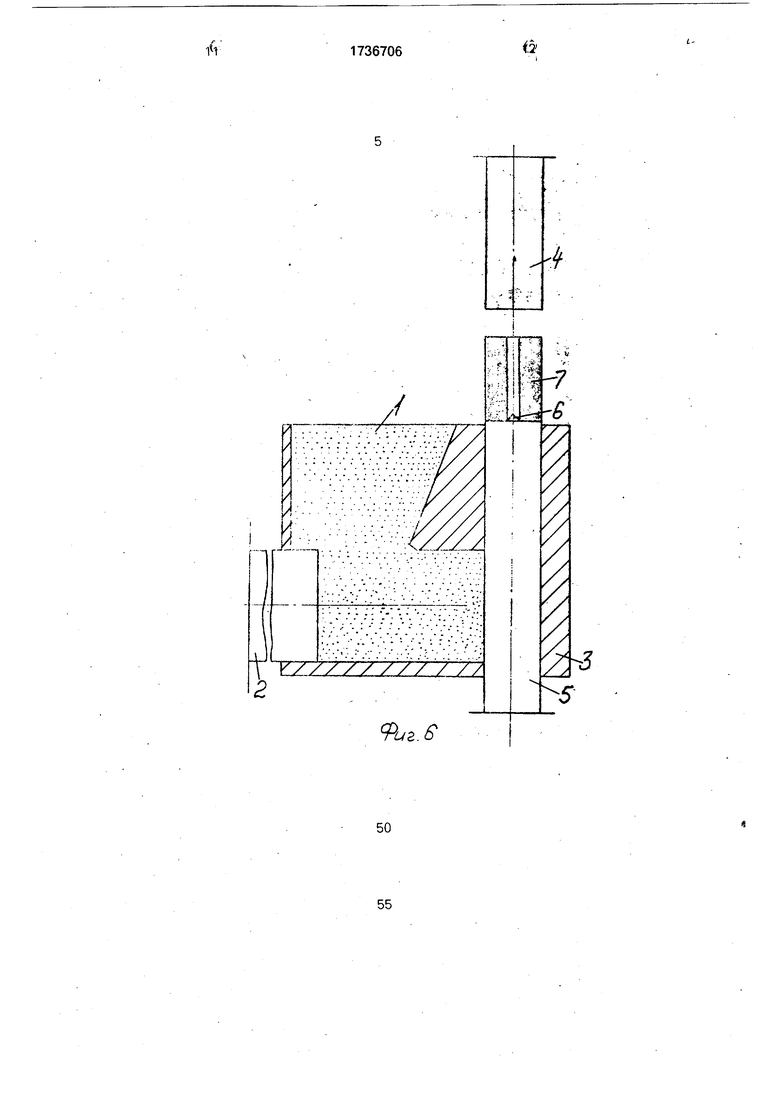

Использование: в огнеупорной промышленности. Сущность изобретения: формуемую смесь 1 подают боковым горизонтальным пуансоном 2 через нижнее боковое окно в полость матрицы 3, ограниченную торцами вертикально расположенных верхнего 4 и нижнего 5 пуансонов. Затем перекрывают боковую полость матрицы 3 нижним пуансоном 5 и производят основное прессование пуансонами 4 и 5 с образованием полости в изделии стержневым знаком 6 пуансона 5, после чего осуще- ствляют вертикальное выталкивание готового изделия из матрицы 3. 7 ил.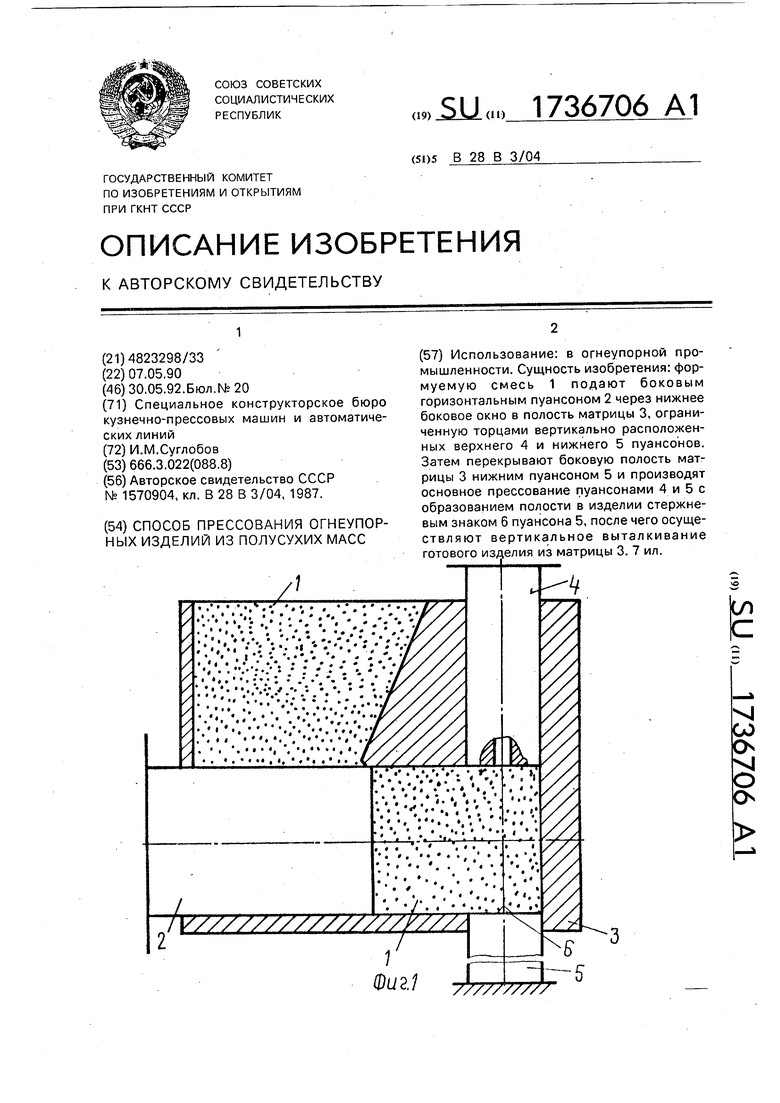
/
г
сл
с
&
: .: - .
..
« ::
.«
V
«
« , i
, i
XI со о
3
о
i
i
. .ч. . . /. t
71
I
«.
Фиг/
хЈ -5
/77//7777/
Изобретение относится к огнеупорной промышленности.
Цель изобретения - повышение производительности и качества изделий.
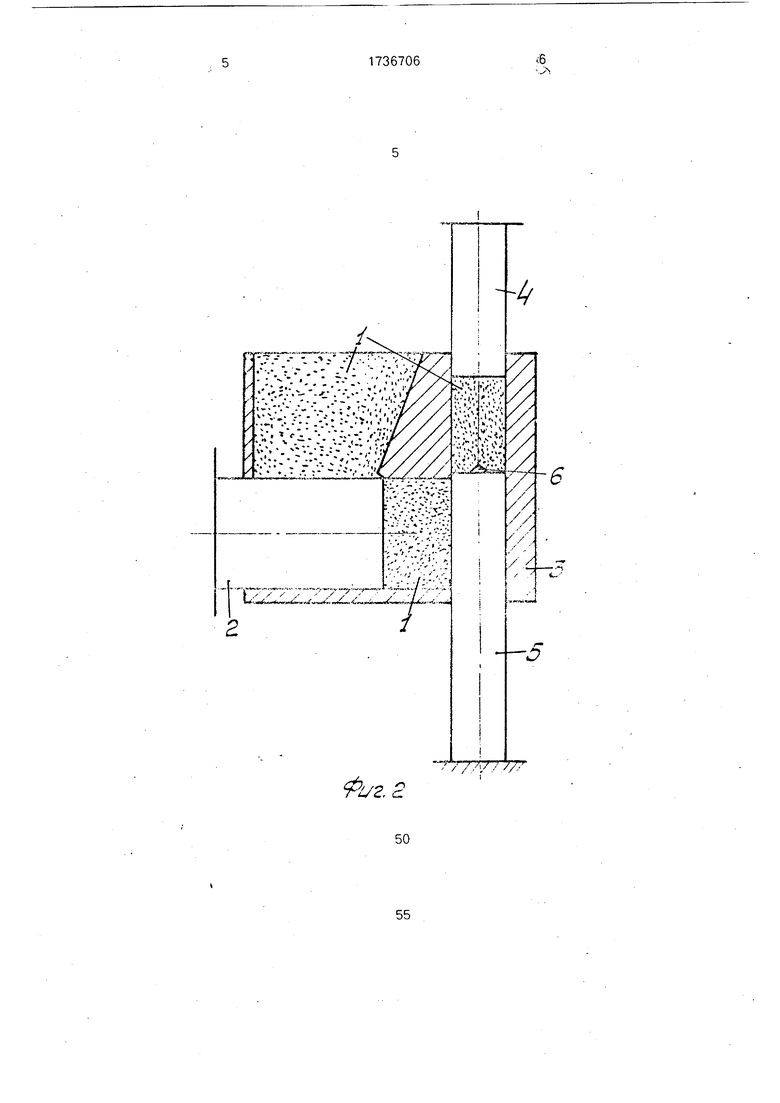
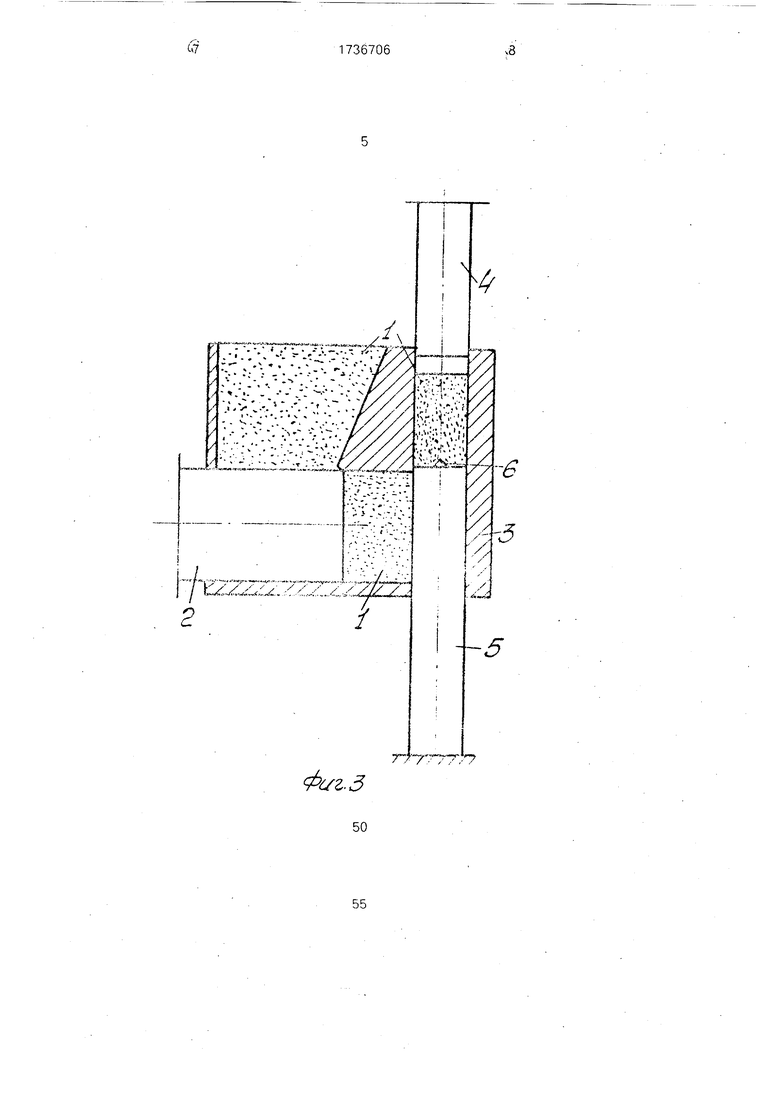
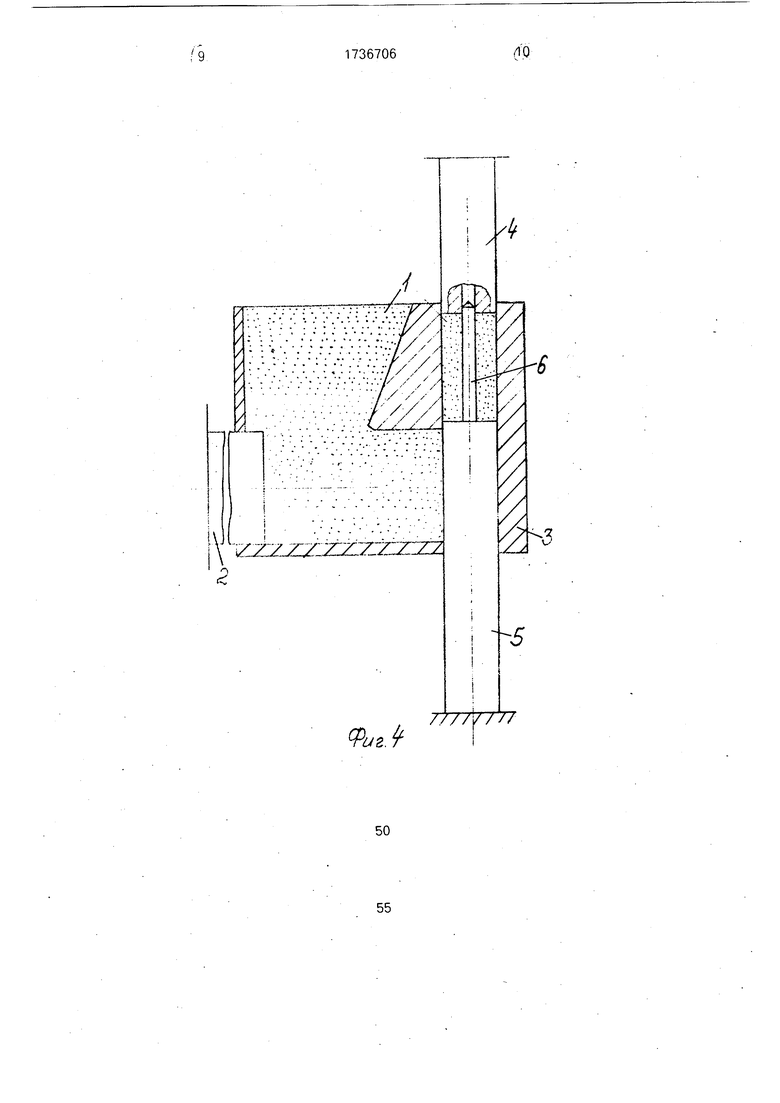
На фиг.1 представлена схема прессования изделия из полусухой массы, поданной боковым пуансоном через нижнее боковое окно в полость матрицы; на фиг.2 - то же, в положении перед подъемом верхнего пуансона; на фиг.З - то же, в положении при поднятом пуансоне; на фиг.4 - то же, в положении перед основным прессованием, стержневой знак занял верхнее положение; на фиг.5 - то же, в положении после окончательного прессования; на фиг.6 - то же, в положении после полного выталкивания изделия из матрицы; на фиг.7 - то же.
Способ прессования огнеупорных изделий из полусухих масс осуществляют следующим образом.
Полусухую массу 1 посредством бокового горизонтального пуансона 2 через нижнее боковое окно подают в полость матрицы 3, ограниченную торцом вертикально расположенных верхнего пуансона 4 и нижнего пуансона 5. Затем матрица 3 совершает ход вниз. При этом перекрывается ее боковая полость нижним пуансоном 5 (фиг.2) Верхний пуансон 4 совершает ход вверх на величину, необходимую для создания дополнительного объема, равного объему полусухой массы, вытесняемой стержневым знаком 6 нижнего пуансона 5 при проведении основного прессования верхним пуансоном 4 и нижним пуансоном 5 с образованием полости в изделии 7 стержневым знаком (фиг.3,4 и 5). При этом боковой горизонтальный пуансон совершает ход влево, верхний пуансон 4 совершает ход вниз, матрица 3 со всеми расположенными на ней элементами также совершает ход вниз, но с вдвое меньшей скоростью, чем пуансон 4, обеспечивая тем самым двойное
прессование изделия 7. После этого матрица 3 и стержневой знак 6 совершают ход вниз относительно неподвижного нижнего пуансона 5, осуществляя тем самым вертикальное выталкивание готового изделия 7 из матрицы 3 с одновременным подъемом пуансона 4 (фиг.4) и последующее удаление изделия 7 из зоны прессования.
Затем матрица 3 совершает ход вверх
со всеми расположенными в ней элементами (фиг.7). После этого цикл прессования полых огнеупорных изделий из полусухих масс повторяется.
Способ прессования полых огнеупорных изделий из полусухих масс позволяет значительно повысить стабилизацию основных качественных параметров огнеупорных изделий, как то размеров по высоте и заданного значения необходимой плотности свежепрессованных изделий, значительно сократить процент брака полых огнеупорных изделий по упомянутым основным параметрам, а практически процент брака свести к нулю.
Формула изобретения
Способ прессования огнеупорных изделий из полусухих масс, включающий периодическую подачу формуемой смеси в матрицу и последующее ее прессование, о тличающийся тем, что, с целью повышения производительности и качества изделий, формуемую смесь подают в матрицу боковым горизонтальным пуансоном через нижнее боковое окно в полость, ограниченную торцами вертикально расположенных верхнего и нижнего пуансонов, затем перекрывают боковую полость матрицы нижним пуансоном и производят основное прессование вертикальными пуансонами с образованием полости в изделии стержневым знаком нижнего вертикального пуансона, после чего осуществляют вертикальное выталкивание готового изделия из матрицы;
. л , .-. - - - / -
$ЈШ$
..,.. ... v ....-(.
. % V.-- :- .
..../i
Риг.
4
SRilv,
,i :
И. v
Ч
ш
//
/,
, /
/ ,
Y.-6
/ /
-«J
о
с:
2
. /.. /
Ф(/г.З
N
ч
г/
Т
4
Фиг4
& г. б
.
/// л////
у W/V 7 /7
№
1
V
я -7
v
ф|
Z
. Ј
M-rzZ
/
/
ZZZZI
1-5
Риг. 7
77/7
///
| Способ прессования огнеупорных изделий из полусухих масс | 1987 |
|
SU1570904A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
