Изобретение относится к области металлургии и может использоваться при производстве проката и его термообработке.
Целью изобретения является повышение равномерности охлаждения.
На чертеже показан общий вид устройства.
Устройство состоит из корпуса 1 с соплом Лаваля 2, закрепленных на нем посредством резьбы камеры 3 со штуцером 4 для подвода воды, штуцера 5 для подвода воздуха, переходной втулки 6, удерживающей во внутренней резьбе вдоль оси корпуса регулировочный шток 7 с конической головной частью 8. В сопле Лаваля выполнены каналы 9 для подвода воды из камеры 3 в выходной конус сопла Лаваля 2„ Угол наклона конуса головной части 8, штока 7 к оси корпуса равен углу наклона входной части 10 сопла Лаваля и определяется из соотношения
(arctg g2 - 8)«/ arctg gЈ.
Устройство работает следующим образом.
Через -штуцер 5 в корпус 1 подается под давлением воздух, который затем через зазор, образованный конической головной частью 8 штока 7 и стенкой корпуса (входной частью 10 сопла), попадает в выходной конус сопла Лаваля 2, где происходит смешение воздушного и водяных.потоков, поступающих туда же через штуцер 4, камеру 3 и каналы 9.
Наличие направленного зазора предопределяет пересечение воздушных потоков, что повышает их турбулентность и дисперсность водяного тумана, и формирование водовоздушного факела с максимальной плотностью на периферии, что повышает равномерность охлаждения по сечению факела.
При движении полосового или листового проката теплоотбор с поверхности в направлении, перпендикулярном направлению его перемещения, более однороден, чем при максимальной плотности водовоэдушного потока в центре факела, т.е. повышается равномерность охлаждения. В результате применения предлагаемого устройства для охлаждения проката снижается его коробление и уменьшаются остаточные напряжения.
0
5
0
5
0
Потеря соосности движения проката с осью водовоздушного факела практически не повлияет на однородность охлаждения по ширине полосы (листа), а это, в свою очередь, улучшит геометрию (линейность) ускоренно охлажденного проката.
Повышение турбулентности движения воздушных потоков в результате их пересечений и диспергирование водяных частиц увеличит долю испарительного эффекта, а следовательно, наряду с повышением равномерности сохраняется и высокая интенсивность охлаждения при одинаковых расходах охлаждающей воды.
Проверку осуществляют в условиях стана, где смонтирована установка, содержащая 15 охлаждающих устройств водоводшуного типа для охлаждения полосы сверху и 15 устройств снизу. Расстояние между устройствами 0,1 5м. Устройства выполняют с различными углами наклона конуса головной части штока и входной части сопла,
Геометрические параметры выходного конуса сопла Лаваля во всех случаях постоянны и составляют: D 29 мм, d 11 мм, L 30 мм, D + d
arctg
2L
34
5
0
5
0
5
Температура полосы 25-4 мм перед охлаждением 1010...1020°С. Эффективность охлаждения оценивают по температуре полосы на холодильнике стана, которую измеряют контактной термопарой сразу по окончании продольного движения раската.
Конструкция установки позволяет изменять ось водовоэдушного факела по отношению к оси проката и тем самым оценивать равномерность охлаждения проката по сечению водовоздушного факела. В опыте осуществляют два варианта охлаждения: ось факела соответствует оси полосы и ось факела находится на уровне торца полосы. Для точности оценки давление воды и воздуха поддерживают постоянным и составляет соответственно 0,1 и 0,3 МПа. Кроме того, проводят охлаждение аналогичной полосы с использованием устройства по прототипу.
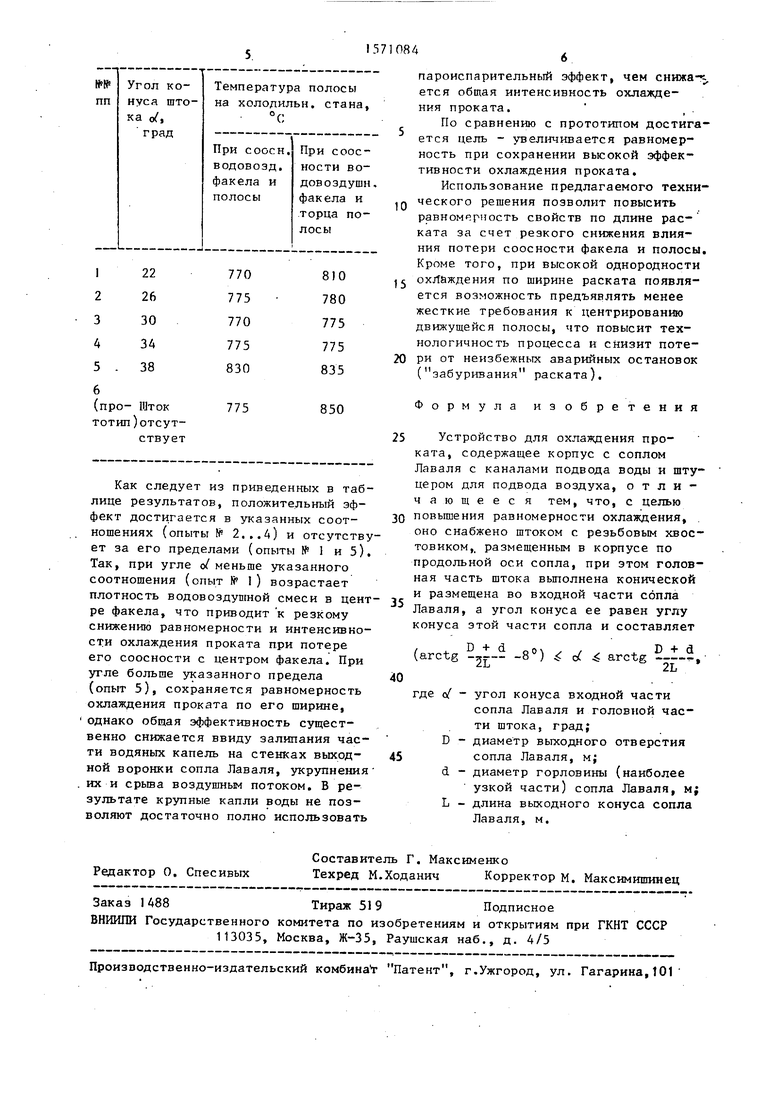
Геометрические параметры и полученные температуры полосы на холодильнике приведены в таблице.
22 26 30 34 38
ро- Шток тип)отсутствует
770 775 770 775 830
775
8)0 780 775 775 835
850
Как следует из приведенных в таблице результатов, положительный эффект достигается в указанных соотношениях (опыты № 2...4) и отсутствует за его пределами (опыты W 1 и 5). Так, при угле о меньше указанного соотношения (опыт № 1) возрастает плотность водовоздушной смеси в центре факела, что приводит к резкому снижению равномерности и интенсивности охлаждения проката при потере его соосности с центром факела. При угле больше указанного предела (опыт 5), сохраняется равномерность охлаждения проката по его ширине, однако общая эффективность существенно снижается ввиду залипания части водяных капель на стенках выходной воронки сопла Лаваля, укрупнения их и срыва воздушным потоком. В результате крупные капли воды не позволяют достаточно полно использовать
0
пароиспарительный эффект, чем снижа-. ется общая интенсивность охлаждения проката.
По сравнению с прототипом достигается цель - увеличивается равномерность при сохранении высокой эффективности охлаждения проката.
Использование предлагаемого технического решения позволит повысить равномерность свойств по длине раската за счет резкого снижения влияния потери соосности факела и полосы. Кроме того, при высокой однородности
r охлаждения по ширине раската появляется возможность предъявлять менее жесткие требования к центрированию движущейся полосы, что повысит технологичность процесса и снизит поте0 ри от неизбежных аварийных остановок (забуривания раската).
Формула изобретения
5 Устройство для охлаждения проката, содержащее корпус с соплом Лаваля с каналами подвода воды и штуцером для подвода воздуха, отличающееся тем, что, с целью
о повышения равномерности охлаждения, оно снабжено штоком с резьбовым хвостовиком,, размещенным в корпусе по продольной оси сопла, при этом головная часть штока выполнена конической и размещена во входной части сопла Лаваля, а угол конуса ее равен углу конуса этой части сопла и составляет
, , D + d о0 , , , . D + d
(arctg -яг- -8U) d Ј arctg,
ZIj2L
где / - угол конуса входной части
сопла Лаваля и головной части штока, град;
D - диаметр выходного отверстия сопла Лаваля, м;
d - диаметр горловины (наиболее узкой части) сопла Лаваля, м;
L - длина выходного конуса сопла Лаваля, м.
5
0
5
| название | год | авторы | номер документа |
|---|---|---|---|
| Щелевая форсунка | 1978 |
|
SU789597A1 |
| Форсунка для охлаждения металла | 1981 |
|
SU981394A1 |
| ФОРСУНКА | 1992 |
|
RU2015740C1 |
| ФОРСУНКА ДЛЯ ПЫЛЕПОДАВЛЕНИЯ | 2010 |
|
RU2446021C1 |
| Форсунка для водовоздушного охлаждения непрерывнолитых заготовок прямоугольного сечения | 1982 |
|
SU1101326A1 |
| Линия производства искусственного снега для нужд сельского хозяйства | 2019 |
|
RU2701303C1 |
| Способ производства искусственного снега для нужд сельского хозяйства | 2019 |
|
RU2701666C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ДЛИННОМЕРНОГО ПРОКАТА | 2005 |
|
RU2282512C1 |
| Устройство для пневматического распыливания жидкости | 1982 |
|
SU1076151A1 |
| Установка производства искусственного снега для нужд сельского хозяйства | 2019 |
|
RU2711596C1 |
Изобретение относится к металлургии и может использоваться при производстве проката и его термообработке. Целью изобретения является повышение равномерности охлаждения. Устройство содержит корпус 1 с соплом Лаваля 2, в котором выполнены каналы для подвода воды и на котором закреплены камера 3 для подвода воды и штуцер 5 для подвода воздуха. Посредством резьбы вдоль оси корпуса установлен регулировочный шток 7, содержащий коническую головную часть 8, причем угол наклона конуса головной части штока равен углу наклона входной части 10 сопла Лаваля. Этот угол α находится в интервале, определяемом по зависимости, приведенной в тексте описания. 1 табл., 1 ил.
| Металлургическое оборудование | |||
| НИИИНФОРМТЯЖАШ, 1977, № 32, с | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Форсунка для охлаждения металла распыленной жидкостью | 1983 |
|
SU1199808A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
