Изобретение относится к прокатному производству и может быть использовано на листовых станах.
Целью изобретения является увеличение ресурса работы валков путем упрочнения их поверхностного слоя неоднородно по длине бочки.
Способ осуществляют следующим образом.
Пятиклетевой стан 2030 холодной прокатки оснастили профилированными рабочими валками из стали 9Х2МФ с твердостью 90-92 HS и опорными - из стали 9ХФ с твердостью 60-64 HS. С помощью нажимных винтов обеспечивали межвалковое давление сжатых между собой валков (поставленных в забой) до 400 МПа. При этом начальный выпуклый профиль опорных валков был превышающим в 5-10 раз исходную вогнутость (Zpa6) рабочих валков, которые для I-V клетей имели следующие значения: для клети 1 Zpa6.i -0,15 мм, Zon.1 + 1,2 мм; для клети II ZpaE.2 -0,15 мм: Z0n.2 +0,8 мм; для клети III ZPq6.3 -0,15мм; ZPn.3
+0,9 мм для клети IV Z оаб.4 -0,10 мм; Z0n.4s + 0,8 мм; для клетки VZpa65 -0,15мм; Z0n.5 +1,5 мм. С помощью главного привода производили прокручивание валков и при этом варьировали уменьшение изгиба валков по отношению к величине изгиба на каждом пред шествующем этапе изменением усилий гидроизгиба осей рабочих валков. По допускам технологических инструкций опытные валки, прокрученные под нагрузкой в изогнутом состоянии различной величины до достижения не менее 1x10 циклов, работали в 1,25-1,4 раза дольше вновь вводимых в эксплуатацию без предварительной обкатки в напряженном состоянии.
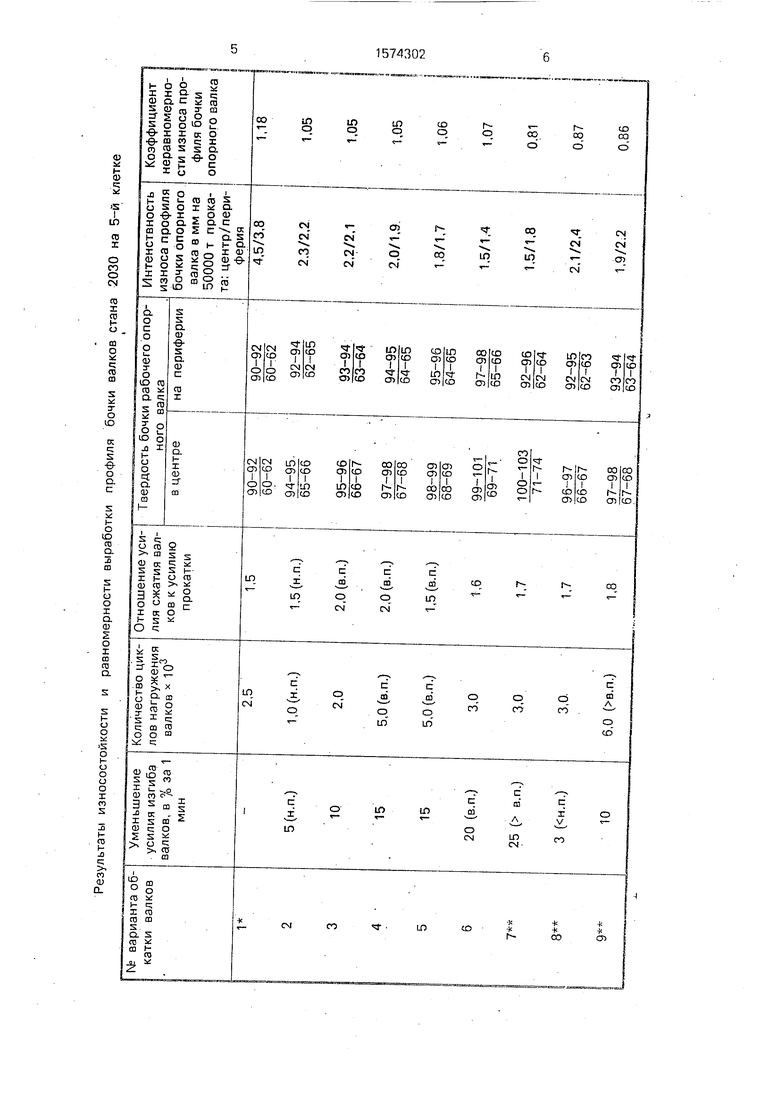
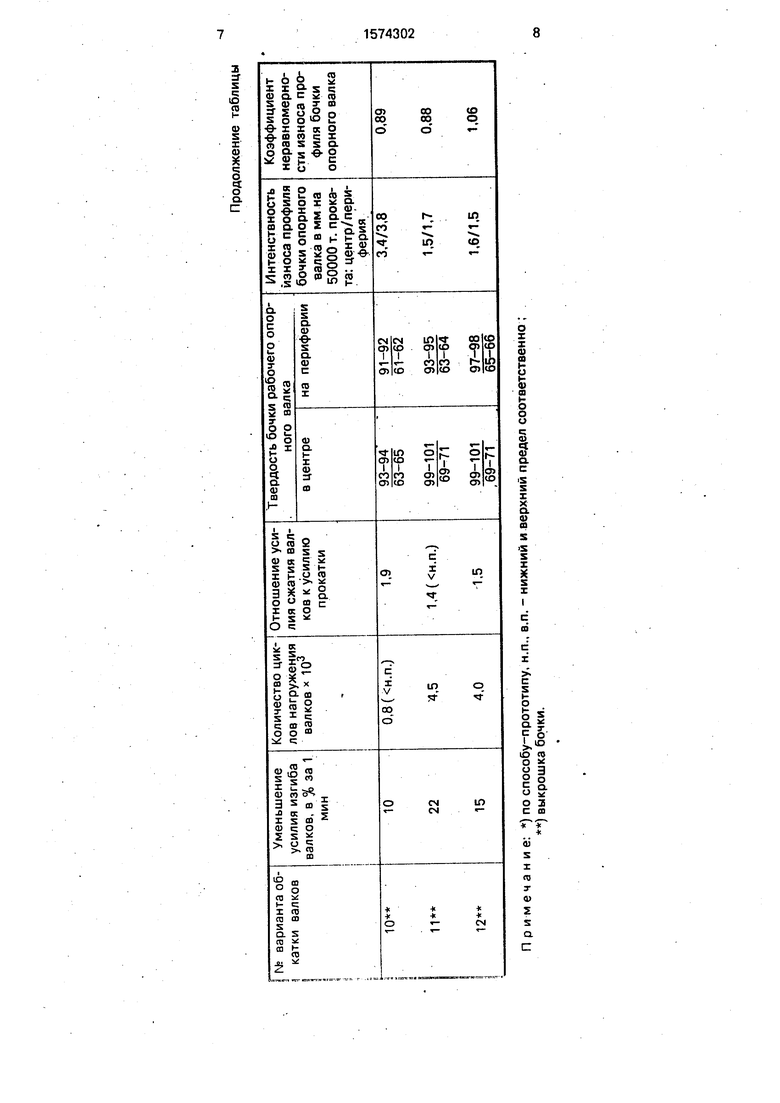
Результаты опробования представлены в таблице.
Данные таблицы свидетельствуют о том, что наилучшие результаты по обеспечению повышенного уровня износостойкости и равномерности выработки профиля бочки валков достигаются в случае предварительной их обкатки в напряженном состоянии при равномерном уменьшении величины
(Л
С
ел VI
4 СО
о
hO
изгиба не более чем на 20% в течение одной минуты. Напротив, несоблюдение скорости уменьшения изгиба валков, т.е. больше, чем на 20% в мин, приводит к выкрошкам бочки опорных валков и большой неравномерности выработки профиля бочки, обратной по отношению к способу-прототипу. В этом случае при обкатке валков под нагрузкой в изогнутом состоянии не достигается необходимое количество циклов нагружения, а именно 1 х 103, достаточное для предупреждения выкрошек опорных валков.
Способ подготовки к работе валков листопрокатных станов, по сравнению с изве- стными, обеспечивает повышение в среднем на 30-33% ресурса работы валков за счет увеличения износостойкости и снижения неравномерности выработки профилировки бочек, что дает возможность
снизить затраты и потребности на изготовление и восстановление валков.
Формула изобретения
Способ подготовки к работе валков листопрокатных станов, включающий завалку их в клеть, сжатие их, прокручивание в сжа- том состоянии при скорости прокатки, отличающийся тем, что, с целью увеличения ресурса работы валков путем упрочнения их поверхностного слоя, сжатие осуществляют с усилием, равным 1,5-2,0 усилия прокатки, и одновременно производят изгиб с усилием 10-15% усилия сжатия
в плоскости, проходящей через оси валков, а прокручивание осуществляют до достижения 1 х 103 - 5 х 10 циклов нагружения, равномерно уменьшая усилие противоизги- ба в течение каждой минуты на 5-20%
Примечание: )по способу-прототипу, н.п., в.п, - нижний и верхний предел соответственно ) выкрошка бочки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ПРОКАТНЫХ ВАЛКОВ ЛИСТОПРОКАТНОЙ ЧЕТЫРЕХВАЛКОВОЙ КЛЕТИ | 2005 |
|
RU2288794C2 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНЫХ ВАЛКОВ ЛИСТОПРОКАТНЫХ СТАНОВ | 2002 |
|
RU2212291C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНОГО ВАЛКА | 2007 |
|
RU2374017C2 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ВАЛКОВ ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 2003 |
|
RU2256517C2 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНЫХ ВАЛКОВ СТАНОВ КВАРТО ХОЛОДНОЙ ПРОКАТКИ | 2008 |
|
RU2376088C2 |
| Способ настройки прокатной клети листового стана с укороченным нажимным роликом | 1987 |
|
SU1435341A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНОГО ВАЛКА | 1997 |
|
RU2113297C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ВАЛКОВ ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 2000 |
|
RU2184631C2 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ВАЛКОВ ЛИСТОПРОКАТНОЙ ЧЕТЫРЕХВАЛКОВОЙ КЛЕТИ | 2002 |
|
RU2213637C1 |
| СПОСОБ УНИВЕРСАЛЬНОЙ ПРОФИЛИРОВКИ ВАЛКОВ ЛИСТОВЫХ СТАНОВ | 2006 |
|
RU2302306C1 |
Изобретение относится к прокатному производству и может быть использовано на листовых станах. Цель изобретения - увеличение ресурса работы валков путем упрочнения их поверхностного слоя. Обкатка сжатых между собой валков при принудительном изгибе различной величины обеспечивает создание неравномерного упрочнения поверхностного слоя бочек, приработанного к действующим условиям эксплуатационных нагрузок. Регламентирование скорости изменения изгиба валков при их обкатке в сжатом состоянии позволяет снизить неравномерность выработки профиля рабочей части бочек. 1 табл.
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
