(21)4388803/25-27
(22)01.02.88
(46)30.06.90. Бюл. № 24
(71)Брянский автомобильный завод
(72)С. Ф. Рикман
(53)621.771.013(088.8)
(56)Авторское свидетельство СССР № 730427, кл. В 21 Н 3/08, 1979.
(54)БЕССТРУЖЕЧНЫЙ МЕТЧИК
(57)Изобретение относится к обработке металлов давлением, в частности к бесстружечному метчику, и может быть использовано при получении внутренних резьб холодным пластическим деформированием. Цель изобретения - увеличение стойкости метчиков за счет уменьшения удельных давлений на рабочих участках деформирующих граней. В поперечном сечении метчик имеет вид многогранника с деформирующими гранями, на которых расположены рабочие участки. На рабочих участках угол профиля витка резьбы выполнен переменным, уменьшающимся от центра участка к его краям. На остальной длине деформирующей грани угол профиля остается постоянным, уменьшенным относительно номинального значения на 2-6°. При работе метчика переменный угол профиля резьбы рабочих участков обеспечивает постепенное вступление их в работу и улучшает условия пластического деформирования. Это предотвращает выкрашивание рабочих участков и увеличивает стойкость метчиков. 3 ил.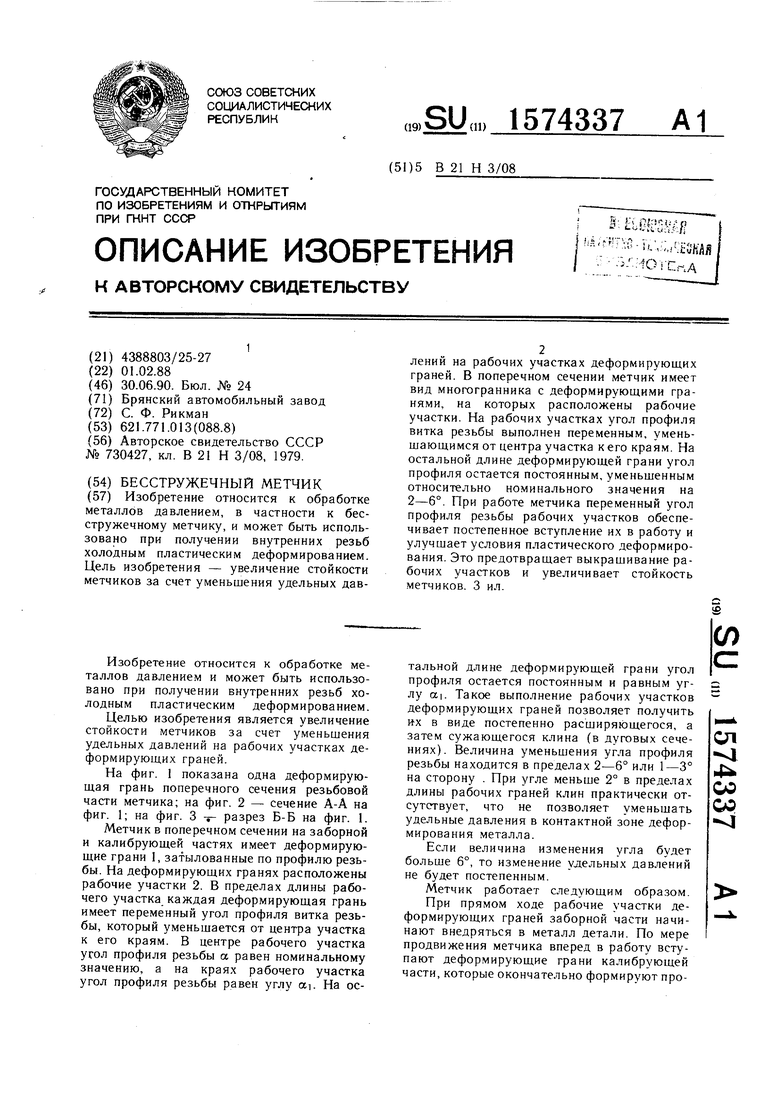
| название | год | авторы | номер документа |
|---|---|---|---|
| Бесстружечный метчик | 1988 |
|
SU1569067A1 |
| Метчик деформирующий | 1978 |
|
SU730427A1 |
| Способ изготовления бесстружечных метчиков | 1987 |
|
SU1523237A1 |
| Бесстружечный метчик | 1981 |
|
SU997933A1 |
| Метчик деформирующий | 1977 |
|
SU725765A1 |
| Бесстружечный метчик | 1977 |
|
SU735369A1 |
| Метчик бесстружечный | 1981 |
|
SU1036483A1 |
| Бесстружечный метчик | 1989 |
|
SU1648615A1 |
| Метчик бесстружечный | 1981 |
|
SU978994A1 |
| Бесстружечный метчик | 1975 |
|
SU782940A1 |
Изобретение относится к обработке металлов давлением, в частности к бесстружечному метчику, и может быть использовано при получении внутренних резьб холодным пластическим деформированием. Цель изобретения - увеличение стойкости метчиков за счет уменьшения удельных давлений на рабочих участках деформирующих граней. В поперечном сечении метчик имеет вид многогранника с деформирующими гранями, на которых расположены рабочие участки. На рабочих участках угол профиля витка резьбы выполнен переменным, уменьшающимся от центра участка к его краям. На остальной длине деформирующей грани угол профиля остается постоянным, уменьшенным относительно номинального значения на 2 - 6°. При работе метчика переменный угол профиля резьбы рабочих участков обеспечивает постепенное вступление их в работу и улучшает условия пластического деформирования. Это предотвращает выкрашивание рабочих участков и увеличивает стойкость метчиков. 3 ил.
Изобретение относится к обработке металлов давлением и может быть использовано при получении внутренних резьб холодным пластическим деформированием.
Целью изобретения является увеличение стойкости метчиков за счет уменьшения удельных давлений на рабочих участках деформирующих граней.
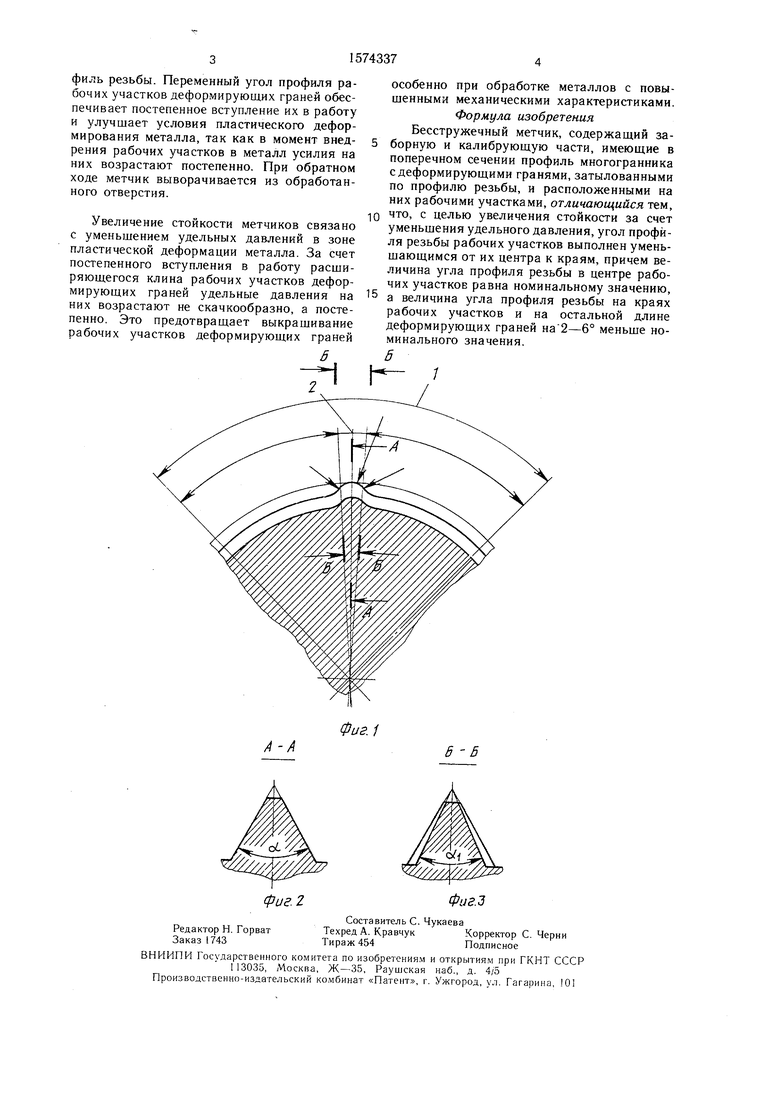
На фиг. 1 показана одна деформирующая грань поперечного сечения резьбовой части метчика; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 -у- разрез Б-Б на фиг. 1.
Метчик в поперечном сечении на заборной и калибрующей частях имеет деформирующие грани 1, затылованные по профилю резьбы. На деформирующих гранях расположены рабочие участки 2. В пределах длины рабочего участка каждая деформирующая грань имеет переменный угол профиля витка резьбы, который уменьшается от центра участка к его краям. В центре рабочего участка угол профиля резьбы а равен номинальному значению, а на краях рабочего участка угол профиля резьбы равен углу си. На остальной длине деформирующей грани угол профиля остается постоянным и равным углу си. Такое выполнение рабочих участков деформирующих граней позволяет получить их в виде постепенно расширяющегося, а затем сужающегося клина (в дуговых сечениях). Величина уменьшения угла профиля резьбы находится в пределах 2-6° или 1-3° на сторону . При угле меньше 2° в пределах длины рабочих граней клин практически отсутствует, что не позволяет уменьшать удельные давления в контактной зоне деформирования металла.
Если величина изменения угла будет больше 6°, то изменение удельных давлений не будет постепенным.
Метчик работает следующим образом При прямом ходе рабочие участки деформирующих граней заборной части начинают внедряться в металл детали. По мере продвижения метчика вперед в работу вступают деформирующие грани калибрующей части, которые окончательно формируют просл 1
4
СО
со J
филь резьбы. Переменный угол профиля рабочих участков деформирующих граней обеспечивает постепенное вступление их в работу и улучшает условия пластического деформирования металла, так как в момент внедрения рабочих участков в металл усилия на них возрастают постепенно. При обратном ходе метчик выворачивается из обработанного отверстия.
Увеличение стойкости метчиков связано с уменьшением удельных давлений в зоне пластической деформации металла. За счет постепенного вступления в работу расширяющегося клина рабочих участков деформирующих граней удельные давления на них возрастают не скачкообразно, а постепенно. Это предотвращает выкрашивание рабочих участков деформирующих граней
А-А
Фиг. 2
особенно при обработке металлов с повышенными механическими характеристиками.
Формула изобретения Бесстружечный метчик, содержащий заборную и калибрующую части, имеющие в поперечном сечении профиль многогранника с деформирующими гранями, затылованными по профилю резьбы, и расположенными на них рабочими участками, отличающийся тем,
что, с целью увеличения стойкости за счет уменьшения удельного давления, угол профиля резьбы рабочих участков выполнен уменьшающимся от их центра к краям, причем величина угла профиля резьбы в центре рабочих участков равна номинальному значению, а величина угла профиля резьбы на краях рабочих участков и на остальной длине деформирующих граней на 2-6° меньше номинального значения.
В - Б
Фиг.З
