Изобретение относится к обработке металлов давлением и может быть использовано для получения внутренних резьб.
Известен метчик, содержащий заборную и калибрующую части с остроугольными вершинами витков резьбы 1.
Недостатком метчика является его малая стойкость из-за сколов и выкрашивания вершин, витков резьбы заборной части в процессе транспортировки и эксплуатации.
Наиболее близок к предлагаемому метчик бесстружечный,содержащий заборную и калибрующие части с площадками на вершинах витков резьбы .2.
Ширина этих площадок постепенно уменьшается до переднего торца метчика к его калибрующей части.
Недостатком этого метчика является то, что во время работы нагружение витков его заборной части метчика неравпомерно. Работа метчика сопровождается повышенными крутящими моментами. Все это вызывает повьпиеннЕлй износ метчика, уменьшает его стойкость, приводит к поломкам.
Целью изобретения является увеличение стойкости метчика.
Поставленная цель достигается тем, что в метчике бесстружечном, содержащем заборную и калибрующие части с площадками на вершинах витков резьбы, площадки на заборной части выполнены увеличивакяцимися от переднего торца метчика к его калибрующей части в пределах (О,08. . .0,15)Р, где Р - шаг резьбы метчика.
10
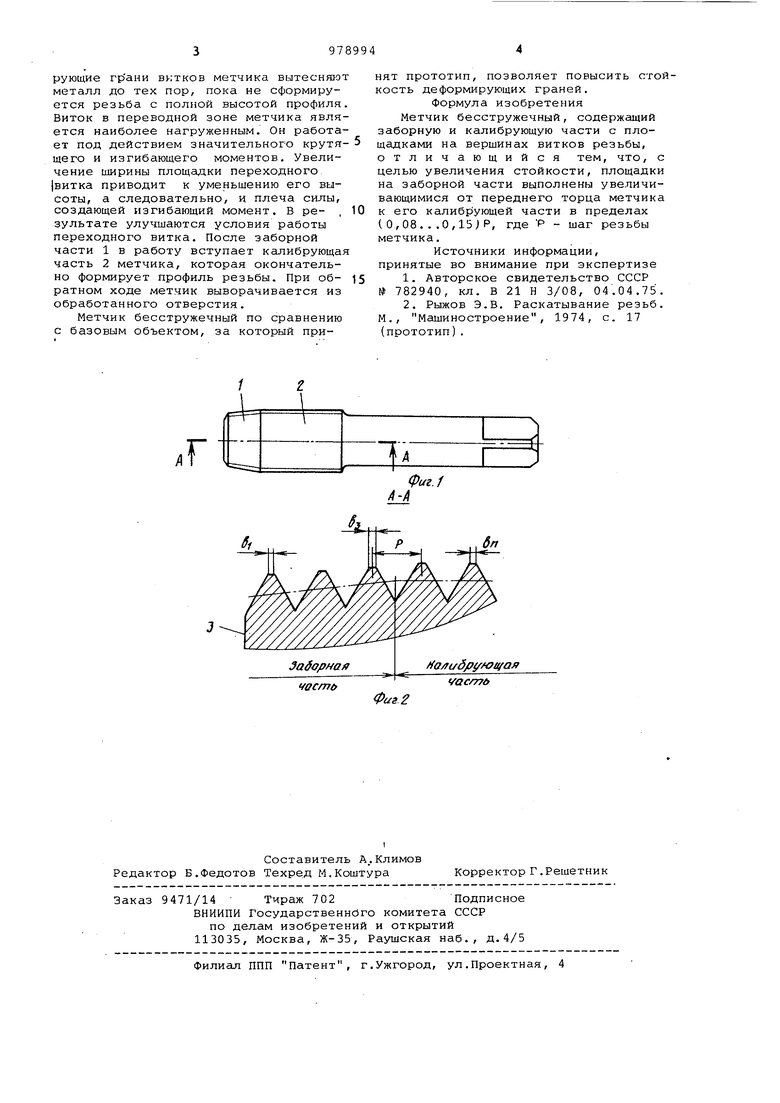
На фиг.1 изображен метчик бесстружечный; на фиг.2 - сечение А-А фиг.1.
Метчик бесстружечный содержит заборную часть 1 и калибрующую 2, на вершинах витков резьбы которых выпол15нены площадки шириной Ъ с шагом Р. Ширина площадок постепенно увеличивается от переднего торца 3 метчика к калибрующей части. У торца ширина площадки составляет 0,08 Р, у ка20либруквдей части 2 и на ней Ъ,0,15 . Нижнее значение ширины площадки определяется началом пластического деформирования металла первого витка метчика. Верхнее же значение обеспечива25ет получение резьбы с параметрами, заданными стандартом на резьбы.
Метчик бесстружечный работает следующим образом.
При рабочем ходе заборная часть 1
30 метчика внедряется в металл. Деформирующие грани витков метчика вытесншот металл до тех пор, пока не сформируется резьба с полной высотой профиля Виток в переводной зоне метчика является наиболее нагруженным. Он работает под действием значительного крутящего и изгибающего моментов. Увеличение ширины площадки переходного |витка приводит к уменьшению его высоты, а следовательно, и плеча силы, создающей изгибающий момент. В ре- , зультате улучшаются условия работы переходного витка. После заборной части 1 в работу вступает калибрующая часть 2 метчика, которая окончательно формирует профиль резьбы. При обратном ходе метчик выворачивается из обработанного отверстия.
Метчик бесстружечный по сравнению с базовым объектом, за который принят прототип, позволяет повысить стойкость деформирующих граней.
Формула изобретения Метчик бесстружечный, содержащий заборную и калибрующую части с площадками на вершинах витков резьбы, отличающийся тем, что, с целью увеличения стойкости, площадки на заборной части выполнены увеличивающимися от переднего торца метчика к его калиб1: ующей части в пределах ( 0,08. . .0,15; Р, где Р - шаг резьбы метчика.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР
№ 782940, кл. В 21 Н 3/08, 04.04.75.
2.Рыжов Э.В. Раскатывание резьб. М., Машиностроение, 1974, с. 17 (прототип).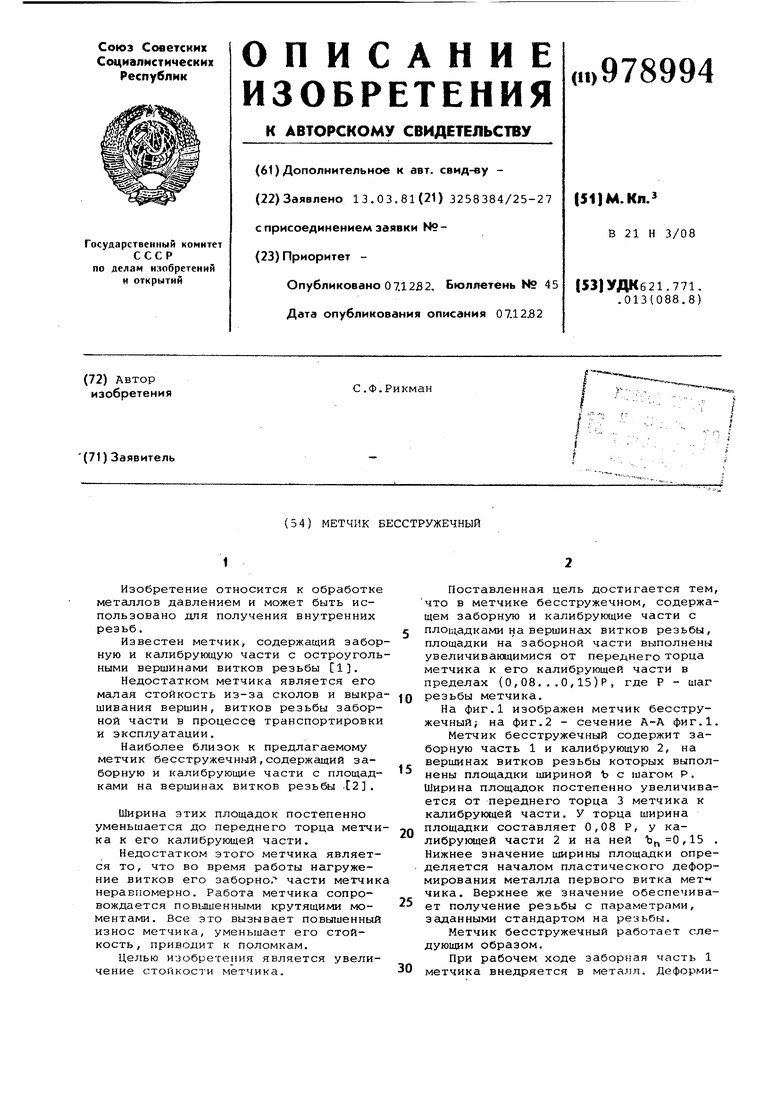
| название | год | авторы | номер документа |
|---|---|---|---|
| Бесстружечный метчик | 1989 |
|
SU1648615A1 |
| Способ настройки при изготовлении бесстружечных метчиков на резьбошлифовальных станках | 1980 |
|
SU984748A1 |
| Бесстружечный метчик | 1981 |
|
SU997933A1 |
| Бесстружечный метчик | 1991 |
|
SU1819724A1 |
| Способ настройки | 1981 |
|
SU1038190A1 |
| Способ настройки резьбошлифовальных станков для обработки бесстружечных метчиков | 1985 |
|
SU1364441A1 |
| Метчик | 1986 |
|
SU1411105A1 |
| Бесстружечный метчик | 1975 |
|
SU782940A1 |
| Деформирующий метчик | 1978 |
|
SU721206A1 |
| Бесстружечный метчик | 1988 |
|
SU1637924A1 |
,г
61
vocmtf
vac/7 tt
Фиг 2
