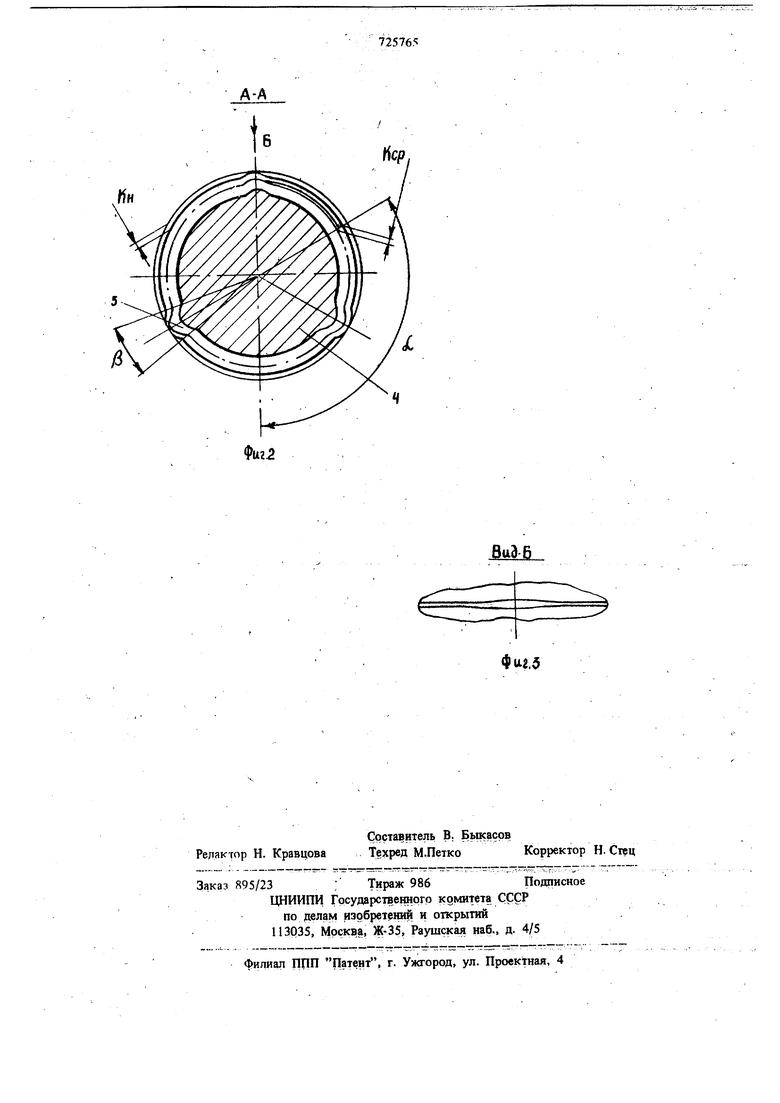
чёнными yf лбм а. Каждая грань 4 имеет дефор лтрующую вершину 5, ограниченную углом )3. Резьбоврй профиль на метчике выполнен затьшованным по средаему, наружному и внутреннему диаметрам. Величина затылования К Шс1рёД1К Му и внутреннему диаметрам одинакова, так как шлифование профиля и резьбы tt« у аэайным диаметфам при изготовлении мет чика происходит одновременно, белйчина затылования Kjj по наружному диаметру вьшолнена меньшей, чем и составляет 0,2-0,6 от К, . Такое соотношение является наиболее опП1ма ЖШМ и опредеДйеТгЙГ из условия одновременного окончательного износа боковых поверхностей и наружного диаметра профиля резь бь1 метчика. , Вьтолнение К меньшим, чем К, позволяет получить на вершинах деформирующих граней ленточку переменной ширины (фиг. 3). Форма вершин деформирующих граней в виде растирЯ бЩе1го клина, позволяет полутать наиболее благоприятные условия пластического деформирования, так как в момент внедрения йершины в металл усилкя на ней возрастают постепенно. Метчик работает следующим образом. При прямом ходе деформирующие вершины граней заборной части дачинают внедряться в металл. По-йерй его продвижения вперед в работу вс1упают грани калибрующей части, которые окончательно формируют п росрилГ резьбы. Уменьшенная по сравнению с величиной : атылования К„ Пб |рёЩе1| у й В1 т ннему диаметрам величина затьтоваш1Я 1Г по наружному диаметру облегчает условия пластического дефорШроваяия металла и исключает изнрс метчика DO нарзокному диаметру раньше, чем по среднему. При обратном ходе метчик выходит из обработанного отверстия., Производственные и лабораторные испытания предлагаемых метчиков показывают, что стойкость их примерно на 18-25% выше, чем у метчиков , ймеюйшх равное затылование по Йарумсному; среднему И внутреннему диаметрам. Величина М при обработке резьб предлагаШыми метчиками примерно на 10-12% ниже, чем у известных. рмула изобретения Метчик деформирующий, имеющий в поперечном сечении резьбовой части форму многогранника с де( )ормирующими гранями, затылованными по наружному диаметру, среднему и 1внутреннему диаметрам резьбы, отличающий с я тем, что, с целью увеличейия стойкости метчика, величина затылования деформирующих граней по наружному диаметру определена соотношением К„ (0,2-0,6) , где К - величина затылования по наружному ,; „ диаметру; К - величина затылования по среднему диаметру резьбы Источники информации, принятые во внимание при экспертизе 1.Рыжов Э. В. и др. Раскатывание резьб. М., МащинострЬение, 1974, с. 12, рис. 14. 2.Меньшаков С. В. и др. Бесстружечные метчики. М., Машиностроение, 1976, с. 40, рис. 34 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Метчик бесстружечный | 1981 |
|
SU1036483A1 |
| Способ изготовления бесстружечных метчиков | 1987 |
|
SU1523237A1 |
| Бесстружечный метчик | 1981 |
|
SU997933A1 |
| Способ формирования рабочей части бесстружечных метчиков | 1984 |
|
SU1340878A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННИХ РЕЗЬБ | 2012 |
|
RU2521758C2 |
| УСТРОЙСТВО ДЛЯ ВНУТРЕННЕГО РЕЗЬБОНАКАТЫВАНИЯ | 2012 |
|
RU2505383C1 |
| Метчик деформирующий | 1978 |
|
SU730427A1 |
| МЕТЧИК БЕССТРУЖЕЧНЫЙ | 1991 |
|
RU2009750C1 |
| Способ настройки при изготовлении бесстружечных метчиков на резьбошлифовальных станках | 1980 |
|
SU984748A1 |
| Способ изготовления бесстружечных метчиков | 1981 |
|
SU1060365A1 |
.
/
е
т
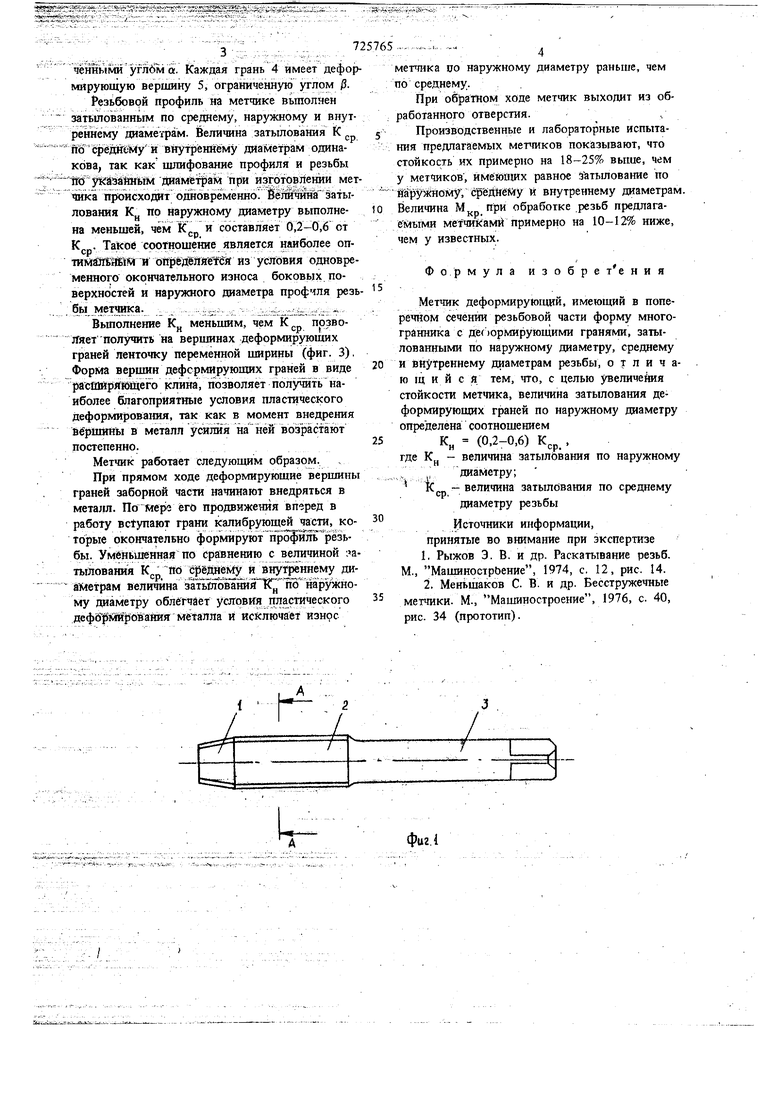
фиг.1
.Н
