Изобретение относится к сварке, а именно к автоматическому управлению электрическим режимом процесса электродуговой сварки, и является усовершенствованием известного устройства по основному авт.св. № 1201081 .
Цель изобретения - повышение устойчивости процесса сварки при экстремальном регулировании мощности электрической сварочной дуги.
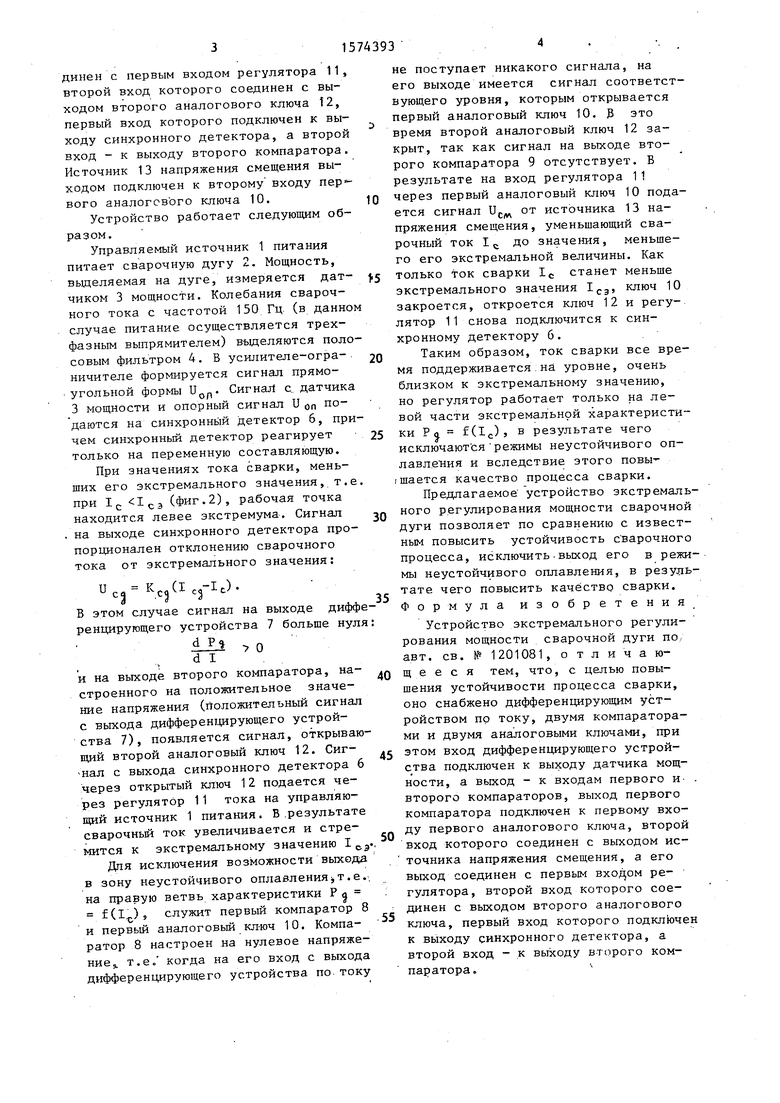
На фиг.1 представлена структурная схема устройства на фиг.2 - зависимость мощности сварочной дуги от тока сварки.
Устройство содержит управляемый источник 1 питания, питающего сварочную дугу 2, датчик 3 мощности,
подключенный к сварочной цепи, полосовой фильтр 4, служащий для выделения колебаний сварочного тока с частотой т«50 Гц и соединенный с входом усилителя-ограничителя 5, выход которого соединен с первым входом синхронного детектора 6, второй вход которого подключен к выходу датчика мощности, вход дифференцирующего устройства 7 по току подключен к выходу датчика мощности, а выход - к входам первого 8 и второго 9 компараторов, выход первого компаратора подключен к нервом-s входу первого аналогового ключа 10, на второй вход которого подается напряжение смещения, а его выход соеел
42 СО
СО СО
N
инен с первым входом регулятора 11, второй вход которого соединен с выходом второго аналогового ключа 12, первый вход которого подключен к выходу синхронного детектора, а второй вход - к выходу второго компаратора. Источник 13 напряжения смещения выходом подключен к второму входу вого аналогового ключа 10.
Устройство работает следующим образом.
Управляемый источник 1 питания питает сварочную дугу 2, Мощность, выделяемая на дуге, измеряется дат- 5 чиком 3 мощности. Колебания сварочного тока с частотой 150 Гц (в данном случае питание осуществляется трехфазным выпрямителем) выделяются полосовым фильтром 4. В усшштеле-огра- 20 ничителе формируется сигнал прямоугольной формы UOp. Сигнал с датчика 3 мощности и опорный сигнал U оп по- даются на синхронный детектор 6, причем синхронный детектор реагирует 25 только на переменную составляющую.
При значениях тока сварки, меньших его экстремального значения, т.е. при 1С 1СЭ (Фиг.2), рабочая точка находится левее экстремума. Сигнал ™ на выходе синхронного детектора пропорционален отклонению сварочного тока от экстремального значения:
uc§ KC3(ic3-it).
В этом случае сигнал на выходе дифференцирующего устройства 7 больше нуля:
тт1
и на выходе второго компаратора, на- Q строенного на положительное значение напряжения (положительный сигнал с выхода дифференцирующего устройства 7), появляется сигнал, открывающий второй аналоговый ключ 12. Сиг- нал с выхода синхронного детектора 6 через открытый ключ 12 подается через регулятор 11 тока на управляющий источник 1 питания. В результате сварочный ток увеличивается и стремится к экстремальному значению 1СЭ..
Для исключения возможности выхода в зону неустойчивого оплавления,т.е. на правую ветвь характеристики Р f(l ), служит первый компаратор 8 и первый аналоговый ключ 10. Компаратор 8 настроен на нулевое напряжение а. т.е. когда на его вход с выхода дифференцирующего устройства по току
35
50
Q
5
0
не поступает никакого сигнала, на его выходе имеется сигнал соответствующего уровня, которым открывается первый аналоговый ключ 10. В это время второй аналоговый ключ 12 закрыт, так как сигнал на выходе второго компаратора 9 отсутствует. В результате на вход регулятора 11 через первый аналоговый ключ 10 подается сигнал UC№V от источника 13 напряжения смещения, уменьшающий сварочный ток 1С до значения, меньшего его экстремальной величины. Как только ток сварки 1С станет меньше экстремального значения 1СЭ, ключ 10 закроется, откроется ключ 12 и регулятор 11 снова подключится к синхронному детектору б.
Таким образом, ток сварки все время поддерживается на уровне, очень близком к экстремальному значению, но регулятор работает только на левой части экстремальной характеристики Ро f(Ic), в результате чего исключаются режимы неустойчивого оплавления и вследствие этого повы- ниается качество процесса сварки.
Предлагаемое устройство экстремального регулирования мощности сварочной дуги позволяет по сравнению с известным повысить устойчивость сварочного процесса, исключить выход его в режимы неустойчивого оплавления, в результате чего повысить качество сварки. Формула изобретения
Устройство экстремального регулирования мощности сварочной дуги по авт. св. № 1201081, отличающееся тем, что, с целью повышения устойчивости процесса сварки, оно снабжено дифференцирующим устройством по току, двумя компараторами и двумя аналоговыми ключами, при этом вход дифференцирующего устройства подключен к выходу датчика мощности, а выход - к входам первого и . второго компараторов, выход первого компаратора подключен к первому входу первого аналогового ключа, второй вход которого соединен с выходом источника напряжения смещения, а его выход соединен с первым входом регулятора, второй вход которого соединен с выходом второго аналогового ключа, первый вход которого подключен к выходу синхронного детектора, а второй вход - к выходу второго компаратора.ч
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2000 |
|
RU2152857C1 |
| Способ экстремального регулирования мощности сварочной дуги и устройство для его осуществления | 1984 |
|
SU1201081A1 |
| Устройство управления положением электросварочной горелки относительно стыка | 1984 |
|
SU1194624A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ И ИСТОЧНИК ПИТАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2069613C1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ СВАРОЧНЫМ ТОКОМ ПРИ МНОГОПРОХОДНОЙ СВАРКЕ | 2003 |
|
RU2250811C1 |
| Тренажер сварщика | 1988 |
|
SU1550571A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2002 |
|
RU2212320C1 |
| Источник питания для механизированной дуговой сварки | 1986 |
|
SU1393563A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2000 |
|
RU2177860C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2001 |
|
RU2187414C1 |
Изобретение относится к сварке, в частности к автоматическому управлению электрическим режимом процесса электродуговой сварки. Цель изобретения - повышение устойчивости процесса сварки при экстремальном регулировании мощности электрической сварочной дуги. Устройство содержит управляемый источник питания, регулятор тока, датчик мощности, шунт для измерения тока, полосовой фильтр, усилитель-ограничитель и синхронный детектор. В устройство введены дифференцирующее устройство, два компаратора и два аналоговых ключа. Устройство позволяет исключить режимы неустойчивого оплавления за счет подачи напряжения смещения через первый аналоговый ключ на вход регулятора тока при выходном сигнале дифференцирующего устройства по току, близком к нулю. При этом ток сварки уменьшается. 2 ил.
| Способ экстремального регулирования мощности сварочной дуги и устройство для его осуществления | 1984 |
|
SU1201081A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
