2. Устройство экстремального регу лирования мощности сварочной дуги, содержащее управляемый источник питания, регулятор тока, датчик мощности и шунт для измерения тока сварки, отличающееся тем, что в него введены полосовой фильтр, усилитель-ограничитель и синхронный
1201081
детектор, причем вход полосового фильтра подключен к выходу шунта, а выход - к входу усилителя-ограничителя, выход которого подключен к первому входу синхронного детектора, второй вход которого подключен к выходу датчика мощности, а выход - к входу регулятора сварочного тока.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство экстремального регулирования мощности сварочной дуги | 1988 |
|
SU1574393A2 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2003 |
|
RU2241583C1 |
| Способ формирования ширины шва и устройство для его осуществления | 1984 |
|
SU1187940A1 |
| Способ управления положением электросварочной горелки и устройство для его осуществления | 1991 |
|
SU1816593A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 1999 |
|
RU2147270C1 |
| Способ управления положением электросварочной горелки относительно стыка и устройство для его осуществления (его варианты) | 1982 |
|
SU1087283A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2002 |
|
RU2212320C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2001 |
|
RU2187414C1 |
| Устройство автоматического управления положением сварочной головки | 1988 |
|
SU1542730A1 |
| Способ управления положением электросварочной горелки и устройство для его реализации | 1983 |
|
SU1125110A1 |
1. Способ экстремального регулирования мощности сварочной дуги, при котором измеряют электрические параметры сварочного процесса, сравнивают их с заданным значением и полученным сигналом рассогласования и воздействуют на исполнительные механизмы, отлича-ющийся тем, что, с целью повышения производительности процесса сварки пу тем обеспечения максимального значения МО1ЦНОСТИ сварочной дуги при постоянной ее длине,,в сварочной цепи выделяют колебания тока с чёстотой f 50 га Гц, где ш - число фаз сварочного выпрямителя, и определяют по амплитуде и фазе колеба НИИ мощности дуги относительно тока величину и знак отклонения сварочного тока от значения, соответств1«)щего максимуму мощности электричес(/) кой сварочной дуги.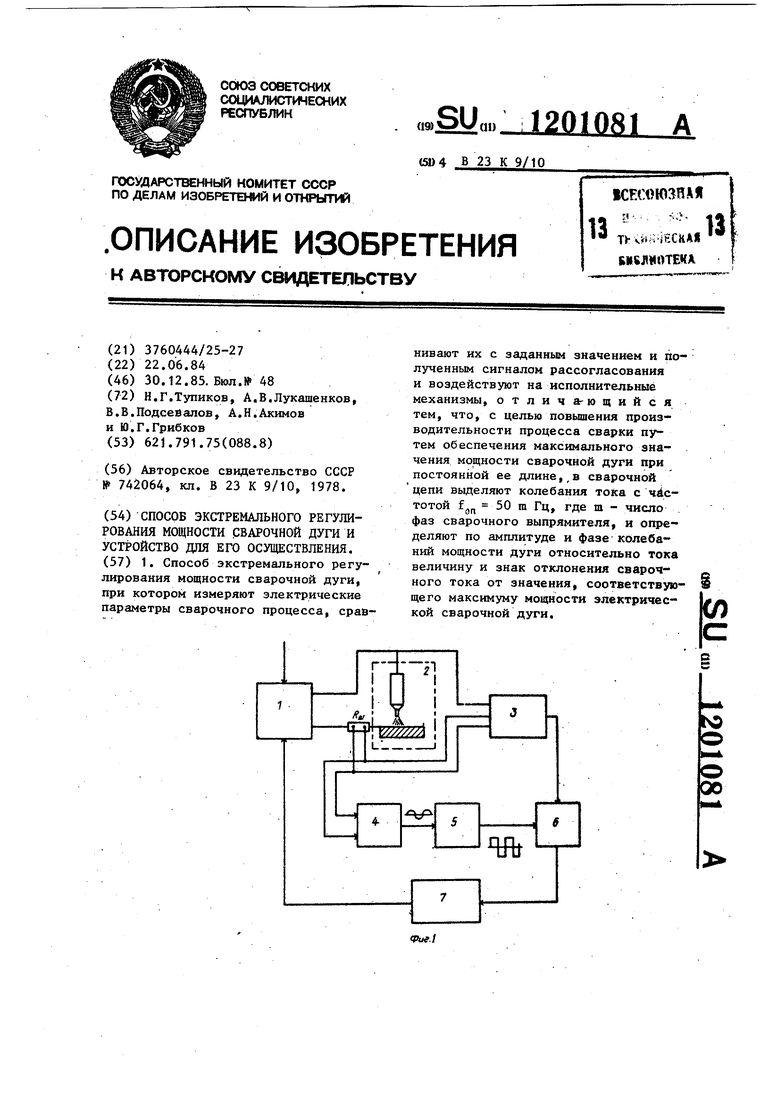
Изобретение относится к автоматизации сварочных процессов, конкретно к автоматическому регулированию и управлению электрическим режимом процесса электродуговой сварки, и может найти широкое применение в машиностроении, судостроении и приборостроении.
Цель изобретения - повышение производительности процесса сварки.
Указанная цель достигается путем обеспечения максимального значения мощности сварочной дуги при постоянной ее длине.
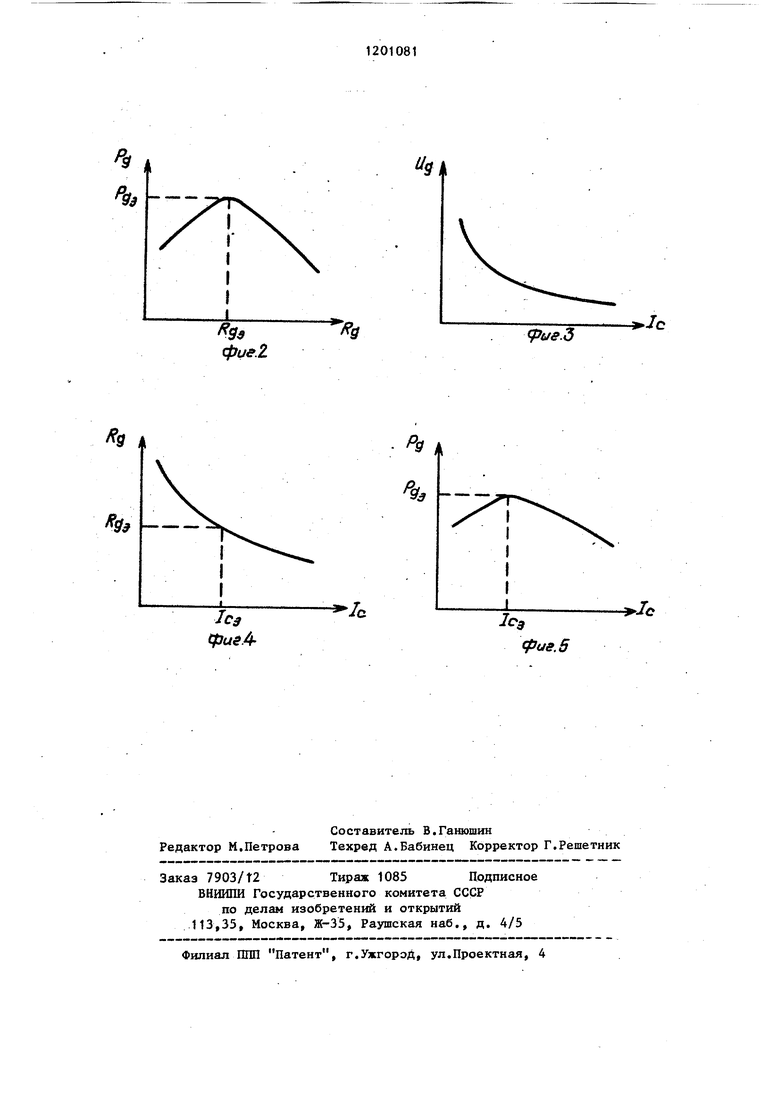
На фиг.1 представлена структурная схема устройства экстремального регулирования мощности сварочной дуги; на фиг,2 - зависимость мощности дуги от ее сопротивления; на фиг.З - вольт-амперная характеристика дуги; на фиг.4 - зависимость сопротивления дуги от тока сварки; н фиг.З - зависимость мощности дуги от тока сварки.
Предлагаемый способ состоит в том что зависимость активной мощности, выделяемой в дуге при электродуго-. вой сварке, от сопротивления дугового промежутка при постоянной длине дуги имеет экстремальный характер (фиг.2).
Существует некоторое сопротивление Rj при котором мощность дуги максимальна. При этом максимальна и производительность сварочной установки. Это свойство и положено в основу способа, так как колебаниям тока сварки с чатотой f 50 m Гц соответствуют колебания мощности сварочной дуги с той же частотой, и определяя амплитуду и фазу смещения колебаний мощности сварочной дуги относительно
тока сварки, можно определить величину и знак отклонения тока сварки от значения, соответствующего максимуму мощности сварочной дуги. Из анализа вольт-амперной характеристики (фиг.З) следует, что сопUaротивление дуги Rq j- зависит от
с величины сварочного тока (фиг.4). С
ростом тока сопротивление дуги уменьшается. Таким образом, изменяя сварочный ток 1(5, можно изменять сопротивление дуги при постоянной ее длине. Сопротивление дуги Rg, при ко- ,
тором мощность дуги максимальна, соответствует вполне определенное значение тока сварки . При отклонении тока в меньшую или большую сторону мощность дуги падает. Результирующая
зависимость мощности дуги от тока сварки при постоянной ее длине представлена на фиг.З.
Устройство экстремального регулирования мощности дуги содержит управляемый источник 1 питания, подключенньй к сварочной дуге 2, датчик 3 мощности, полосовой фильтр 4, вход которого подключен к шунту, а выход к входу усилителя-ограничителя 3,
подключенного к первому входу синхронного детектора 6, второй вход которого соединен с выходом датчика 3 мощности, а выход - с входом регулятора 7 тока, подключенного к источнику 1 питания.
Устройство работает следующим образом.
Управляемый источник 1 питания питает сварочную дугу 2. Мощность, выделяемая на дуге, измеряется датчиком 3 мощности. Колебание сварочного тока с чатотой 130 Гц (в данном
случае питание осуществляется трехфазным выпрямителем) выделяется полосовым фильтром 4, НС помощью усилителя-ограничителя 5 формируется опорный сигнал прямоугольной формы и. Сигнал с датчика 3 мощности и опорный сигнал подаются на синхронный детектор 6. Если сварочный ток соответствует экстремальному значению f-f. IG т.е. рабочая точка соответствует экстремуму, то сигнал на выходе синхронного детектора равен нулю (Ucg 0)« Синхронный детектор реагирует только на переменную составлякицую. При действии на его входе постоянного напряжения сигнал на его выходе равен нулю:
dP
и
К dl
C.q
с.«
9 l - с:
Р - МОЩНОСТЬ сварочной дуги;
где К - коэффициент, учитывающий
угол наклона характеристики
О
Р f (I,).
При Ij«:-Ip рабочая точка находится левее экстремума. Сигнал синхронног детектора пропорционален отклонению сварочного тока от экстремального значения:
К,„ (1„ - 1с).
и.
3
Этот сигнал через регулятор 7 сварочного тока воздействует на увеличение сварочного тока до I , соответствующего максимальному значению мощности сварочной дуги.
При Ij. Ig рабочая точка нахо- дится правее экстремума. Сигнал на выходе синхронного детектора отрицателен (Uca i 0) и он действует на регулятор сварочного тока, в результате чего,ток уменьшается до Ig,. В результате система экстремального регулирования об1еспечивает максимальную мощность сварочной дуги при постоянной ее длине и максимальную производительность сварочного процесса.
Использование способа и системы экстремального регулирования мощности дуги позволяет по сравнению с базовым объектом (прототипом) обеспечить максимальную мощность сварочной дуги при постоянной ее длине, а также повысить производительность сварочного процесса за счет обеспечения максимально ,возможной при заданном режиме мощности сварочной дуги.
fa %
it
./с
fpt/е.З
% I
- д
Sfj
с, q3us.4%
фие.б
| Способ регулирования процесса сварки тонкостенных изделий на повышенных скоростях | 1978 |
|
SU742064A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
