Изобретение относится к металлообработке и может быть использовано при обработке отверстий, например, пластическим деформированием внутренних поверхностей цилиндров„
Целью изобретения является повышение надежности работы инструмента и стойкости рабочих элементов путем
улучшения условий омьюания рабочих элементов.
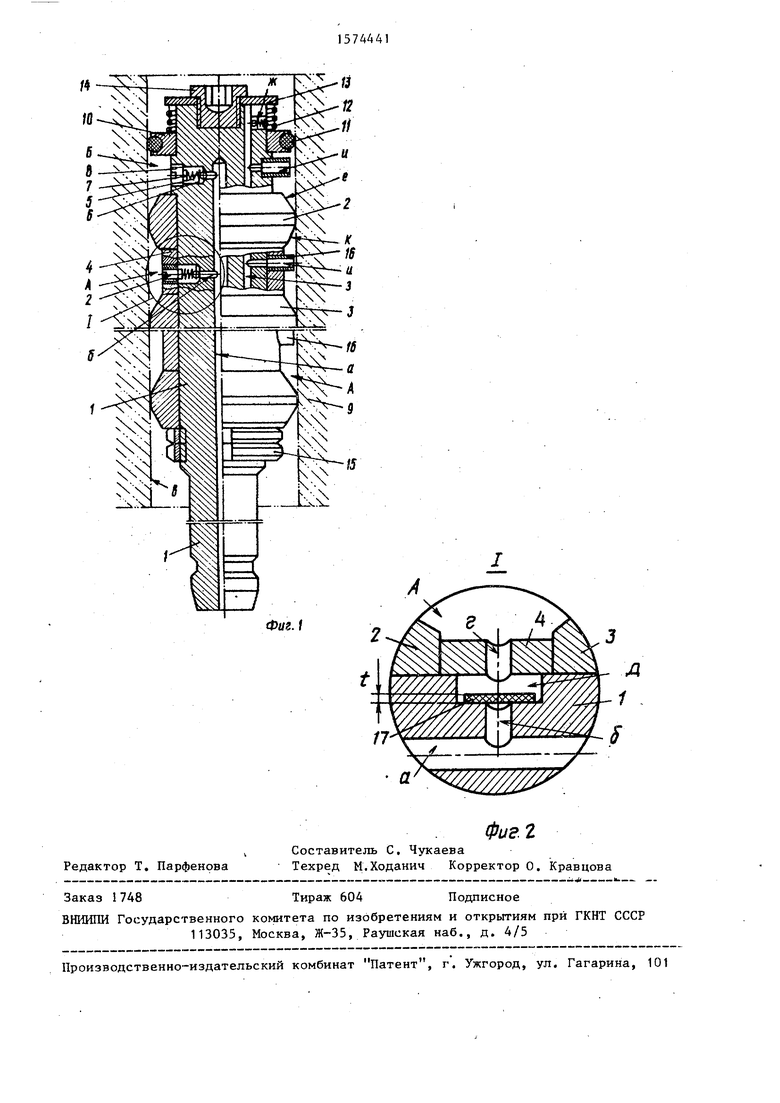
На фиг, 1 представлен предлагаемый дорн с несколькими рядами рабочих элементов; на фиг. 2 - узел I на фиг. 1 (вариант выполнения каналаN подвода СОС с упругой оболочкой).
315
Дорн (фиг„ 1) содержит корпус 1 с осевыми « и радиальными {Г каналами установленные на корпусе 1 деформирующие элементы 2 и 3 и размещенные между ними промежуточные кольца 4. В радиальных каналах S корпуса 1 уставов пены обратные клапаны, которые выполнены в виде подпружиненных шариков 5k установленных во втулке б
Регулирование усилия поджима шариков 5 через пружину 7 осуществляется посредством резьбо вой шайбы 8, Со стороны ввода дорна в обрабатываемое отверстие и детали 9 установлена плавающая обойма 10с уплотнительным элементом 11 и механизм ее возврата, состоящий из пружины 12, опирающейся на торец шайбы 13; закрепленной на корпусе 1 с помощью резьбовой втулки 14. Гайки 15 предназначены для фиксирования рабочих элементов 2 и 3, промежуточных колец 4 на корпу- 5се 1. Осевой канал а соединен через радиальный канал 5 корпуса 1 и канал i резьбовой шайбы 8 с полостью А, образованной поверхностями отверстия в детали 9, кольца 4 и поверхностями в и к деформирующих элементов 2 и 3. Полость А через канал и дополнительной втулки 16 соединена с дополнительным осевым каналом . Канал соединяет полость А одновременно со всеми полостями деформирующих элементов 2, 3 и с дополнительной полостью Б, расположенной в зоне первого деформирующего элемента и герметизированной с помощью уплотнитель ного элемента 11„ Полость 6 образована поверхностями е рабочего элемента 2, корпуса 1 и плавающей обоймой 10. Полость 6 также соединена с дополнительным осевым каналом через радиальный канал ., который в 1 процессе обработки может быть перекрыт внутренней поверхностью плавающей обоймы 10.
На фиг; 2 представлена упрощенная конструкция дорна, у которого на наружной поверхности корпуса 1 выполнена кольцевая выточка Д с рас- ,положенной упругой оболочкой 17, ох- ватывающей поверхность выточки. диальная жесткость оболочки 17 выполнена по величине разной. Разная радиальная жесткость достигается путем подбора толщины t этой оболочки, натяга оболочки тэ корпусу или за счет подбора материала оболочки.
5
0
5
0
5
0
5
0
5
Перед обработкой отверстий s детали 9 клапаны настроены на разные давления для протекания СОС, подаваемой к дорну от насосной станции станка. Регулировку давления осуществляют путем поворота резьбовой шайбы 8, посредством которой производят поджим пружины 7 и соответственно шарика 5 к поверхности гнезда втулки i6. При этом шарик 5, установленный в первом ряду рабочих элементов 2 и 3, настроен для пропускания потока СОС меньшего давления, чем давление у шариков 5, размещенных в последнем ряду деформирующих элементов, размещенных со стороны узла крепления корпуса 1 на станке.
Перед началом рабочего хода дорна плавающая обойма 10 занимает на корпусе 1 крайнее положение при открытом радиальном канале ж. С началом рабочего хода под действием гидравлического давления СОС, подаваемой от насосной станции по осевому каналу сч, воздух, имеющийся в радиальных Ј; ии осевых « каналах вытесняется технологической средой, которая поступает в полости А и б, образованные поверхностью отверстия в детали 9, поверхностями кий деформирующих элементов 2 и 3 и плавающей обоймой 10 с уплотнительным элементом 11 (фиг, 1), Отвод воздуха при поступлении СОС из полости А и дополнительной полости Б осуществляется посредством втулок 16, имеющих радиальное выступание относительно промежуточ-v ных колец 4, но не контактирующих с поверхностью отверстия в детали 9.
Данное выполнение втулок 15 позволяет устранять в процессе дорниро- вания воздушные пробки, которые ухудшают условия омывания рабочих кромок деформирующих элементов по всему их кольцевому периметру. Отвод воздуха происходит по каналам и, и дополнительно выполненному каналу , соединяющему полости Л и 6 и имеющему выход в атмосферу через канал ; и подпружиненный шарик 6. При этом пружины 7 и 12 настроены таким образом, чтобы их пропускное давление воздуха было бы значительно меньшим по величине, чем у остальных шариков, размещенных в каждом ряду рабочих элементов 2 и 3, Изменение усилии поджима этих пружин, в частности пружины 12, возможно с помощью опорной
шайбы 13, закрепленной на корпусе 1 резьбовой втулки 14. В связи с тем, что обратный клапан в виде подпружи- ненного шарика, размещенного в радиальном канале ; , настроен на большее пропускное давление потока СОС, чем шарик 6,- размещенный в полости кольцевые полости ft и fe заполняются средой (СОС). Одновременно под действием гидравлического давления СОС плавающая обойма перемещается и перекрывает радиальный канал ж.
При дальнейшем увеличении давления СОС и перемещении дорна в обрабатываемое отверстие заполняются поочередно рабочие зоны рядов элементов дорна. При использовании ругой оболочки 17 (фиг. 2) СОС под давлением приподнимает ее и далее по кольцевой выточке 4 поступает в полость А через радиальный канал г, 1 выполненный в промежуточном кольце 4, ,
Ожидаемый эффект от использования изобретения состоит в том, ,что за счет выполнения дополнительных каналов и полостей обеспечивается омы- вание рабочей поверхности дорнирующи элементов на всем цикле обработки При этом устраняются воздушные Пробки, ограничивающие доступ смазочно- охлаждающей технологической среды по периметру зоны обработки. Применение СОС, омывающей рабочие элементы дорна, позволяет получить поверхность отверстия шероховатостью R о, 0,32 - 0,4 мкм на всей длине обрабатываемой поверхности отверстия За счет создания одинаковых условий омывания рядов рабочих элементов достигается уменьшение их износа, в особенности переднего ряда элементов, начинающих пластическое деформирование поверхности отверстия. Уменьшается также энергоемкость процесса дорнирования, снижение которой достигается путем ограниченного по
, 15744416
объему количества СОС
полного ее использования на всех рядах деформирующих элементов инструмента.
0
5
0
Формула изобретения
1.Дорн с использованием смазочно- охлаждающей технологической среды, содержащий корпус с выполненными в нем осевым и радиальным каналами для подачи СОС и обратными клапанами,
а также ряды деформирующих элементов с промежуточными кольцами, отличающийся тем, что, с целью повышения стойкости и надежности работы инструмента за счет улучшения условий омывания деформирующих элементов, он снабжен установленной на корпусе с возможностью осевого перемещения перед первым деформирующим элементом плавающей обоймой с уплотнительным элементом и закрепленным на корпусе механизмом ее воз- 5 врата с пружиной, опорной шайбой,
резьбовой втулкой и радиальными втул- ками, закрепленными в промежуточных кольцах, при этом в корпусе выполнены дополнительные осевой и связанные радиальные каналы, соединенные с радиальными втулками, а обратные клапаны установлены в основных радиальных каналах и дополнительном радиальном канале, расположенном между плавающей обоймой и опорной шайбой„
2.Дорн по п. отличающий с я тем, что для упрощения конструкции дорна, обратные клапаны выполнены в виде упругой оболочки, охватывающей корпус, при этом оболочки размещены с возможностью перекрывания радиального канала и выполнены с различной радиальной жесткостью.
3.Дорн по пп. 1 и 2, отличающийся тем, что упругие оболочки выполнен разной толщины.
0
5
0
S
Фиг.1
f
| название | год | авторы | номер документа |
|---|---|---|---|
| Дорн для обработки отверстий | 1988 |
|
SU1581567A1 |
| Прошивка | 1991 |
|
SU1794636A1 |
| СКВАЖИННЫЙ ШТАНГОВЫЙ НАСОС | 2000 |
|
RU2169290C1 |
| УСТРОЙСТВО ДЛЯ ФИКСАЦИИ ОТДЕЛЯЕМЫХ В ПРОЦЕССЕ ЭКСПЛУАТАЦИИ ЧАСТЕЙ ИЗДЕЛИЯ ОТ КОРПУСА | 2006 |
|
RU2304236C1 |
| КЛАПАН ПЕРЕПУСКНОЙ ДИСКРЕТНОГО ДЕЙСТВИЯ С МАГНИТНОЙ ФИКСАЦИЕЙ, РАЗГРУЗКОЙ И КОНТРОЛЕМ ПОЛОЖЕНИЯ | 2009 |
|
RU2424461C1 |
| Задвижка | 2020 |
|
RU2748172C1 |
| РАЗБУРИВАЕМЫЙ МЕХАНИЧЕСКИЙ ПАКЕР | 2003 |
|
RU2236556C1 |
| РУЧНОЕ УСТРОЙСТВО ДЛЯ МАРКИРОВКИ ИЗДЕЛИЙ | 1996 |
|
RU2116149C1 |
| Устройство для протягивания отверстий (его варианты) | 1984 |
|
SU1235706A1 |
| УСТРОЙСТВО ДЛЯ ВОЗДЕЙСТВИЯ НА ПРИЗАБОЙНУЮ ЗОНУ СКВАЖИН | 1999 |
|
RU2175719C2 |
Изобретение относится к металлообработке и может быть использовано на машиностроительных заводах при обработке отверстий поверхностным пластическим деформированием. Цель изобретения - повышение стойкости и надежности инструмента в работе за счет улучшения условий омывания деформирующих элементов. Дорн с использованием смазочно-охлаждающей среды /СОС/, содержащий несущий несколько рядов деформирующих элементов корпус с осевым и радиальными каналами для подвода СОС, промежуточные кольца и установленные в каналах обратные клапаны, снабжен плавающей обоймой с уплотнительным элементом, механизмом возврата с пружиной, опорной шайбой, резьбовой втулкой для их закрепления на корпусе и радиальными втулками, установленными в промежуточных кольцах. Плавающая обойма размещена перед первым деформирующим элементом, а пружина - между опорной шайбой и плавающей обоймой. Корпус выполнен с дополнительным осевым и радиальными каналами. Обратные клапаны установлены в основных радиальных каналах и дополнительном канале, размещенном между плавающей обоймой и опорной шайбой. Для упрощения конструкции дорна обратный клапан выполнен в виде упругой оболочки, охватывающей корпус, и размещен с возможностью перекрывания радиального канала. Радиальная жесткость каждой оболочки различна за счет, например, разной толщины оболочки. При обработке устраняются воздушные пробки, ограничивающие доступ смазки в зону деформирования, что улучшает условия работы деформирующих элементов. 2 з.п. ф-лы, 2 ил.
