Изобретение относится к металлообработке и может быть использовано при обработке отверстий в деталях типа гильза (цилиндр) и корпусных.
Известна круглая протяжка, состоящая из оправки, на которой закреплены гайками деформирующие сферические кольца, между которыми установлены прокладки. В гнездах прокладок помещены подпружиненные бочкообразные ролики с возможностью проворота. В оправке выполнен центральный канал и поперечные (радиальные) каналы, сообщенные с поперечными каналами прокладок. Центральный канал сообщен с системой подачи СОС. Круглая протяжка имеет ряд недостатков, Так ее технологические возможности неширокие. В ряду случаев подача СОС в зону обработки невозможна из-за невозможности подсоединения протяжки к системе подачи СОС в силу конструктивных особенностей деталей. Протяжка конструктивно сложная. В процессе обработки СОС разбрызгивается, затрудняя работу оператора.
Известна прошивка, включающая оправку, на которой помещены закрепленные гайками деформирующие кольца, между которыми установлены распорные кольца, а на них закреплены упругими кольцами гигроскопические прокладки. В оправке выполнено глухое центральное отверстие и поперечные (радиальные) каналы, сообщенные с поперечными каналами распорных колец. Центральное отверстие заполнено СОС и в его резьбовую часть ввернута пробка. Прошивка имеет ряд недостатков. .Не является достаточным смазывающий эффект СОС и практически отсутствует охлаждающий эффект/Конструкция прошивки не позволяет использовать аэрозоли в качестве СОС. Все это в целом не обеспечивает высокое качество обработки.
Цель изобретения - повышение эффективности обработки и расширение технологических возможностей.
Поставленная цель достигается тем, что прошивка, содержащая корпус в виде оправки с центральным и поперечными каналами, рабочие и направляющие элементы и пробку, установленную в центральном канала оправки, в .которой размещен клапан для подвода смазочно-охлаждающей жидкости, выполнена с дополнительными полостями, связанными с поперечными каналами и сообщенными со стороны, противоположной пробке, в центральным каналом. Дополнительные полости в оправке выполнены в виде продольных каналов, параллельных ее оси. Оправка оснащена ус. тановленной в ней гильзой, а дополнительные полости выполнены в гильзе в виде продольных и соединенных с ними кольцевых канавок, Дополнительные полости выполнены в виде выемки на наружной поверхности гильзы. Прошивка оснащена планками, запрессованными в выполненные на поверхности центрального канала пазы, а до- полнительные полости выполнены в упомянутых планках в виде продольных и
радиальных каналов. Оправка со стороны, противоположной пробке, выполнена с дополнительными поперечными каналами, связанными с центральным каналом и до- . полнительными полостями. Оправка со сто5 роны, противоположной пробке, выполнена с расточкой, связанной с центральным каналом и с дополнительными полостями. Гильза выполнена с торцевым выступом со стороны, противоположной пробке. Гильза,
0 со стороны противоположной пробке, выполнена с радиальными канавками. Гильза, со стороны противоположной пробке, выполнена с радиальными пазами. Прошивка оснащена механизмом для прерывания со5 общения центрального канала с дополнительной полостью. Гильза выполнена с поперечными отверстиями, расположенными с одной стороны от оси гильзы в полости, проходящей через упомянутую ось, а про0 шивка выполнена с меткой для указания положений поперечных отверстий.
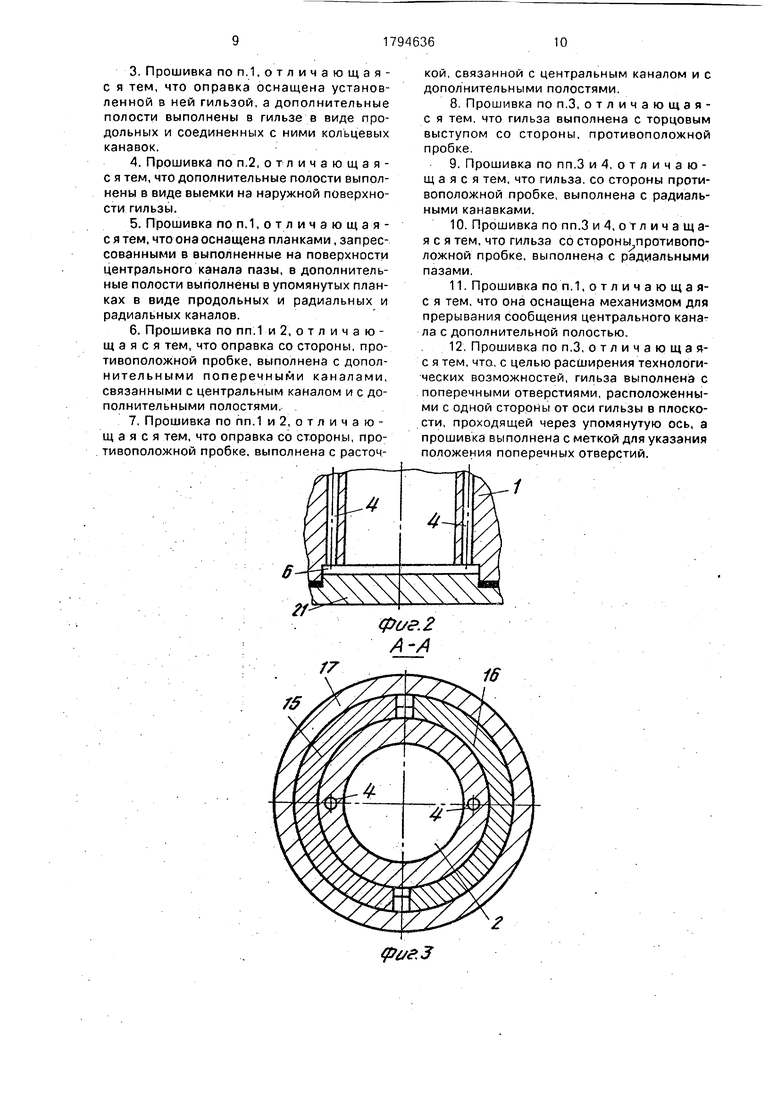
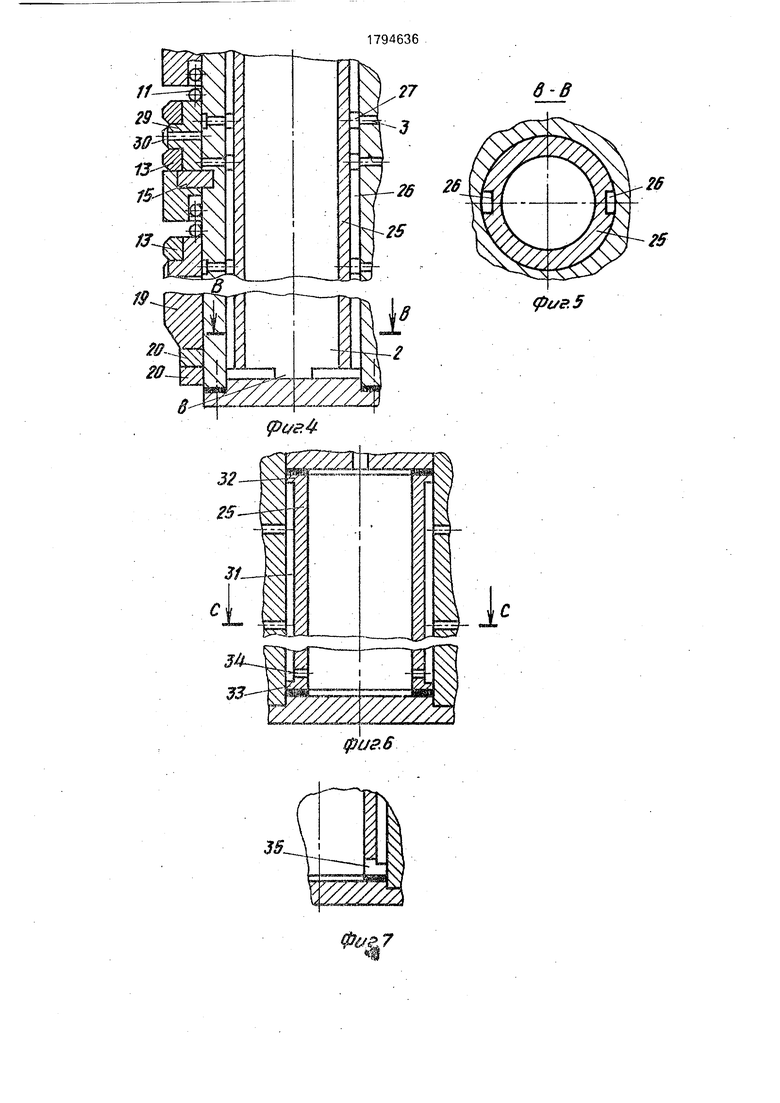
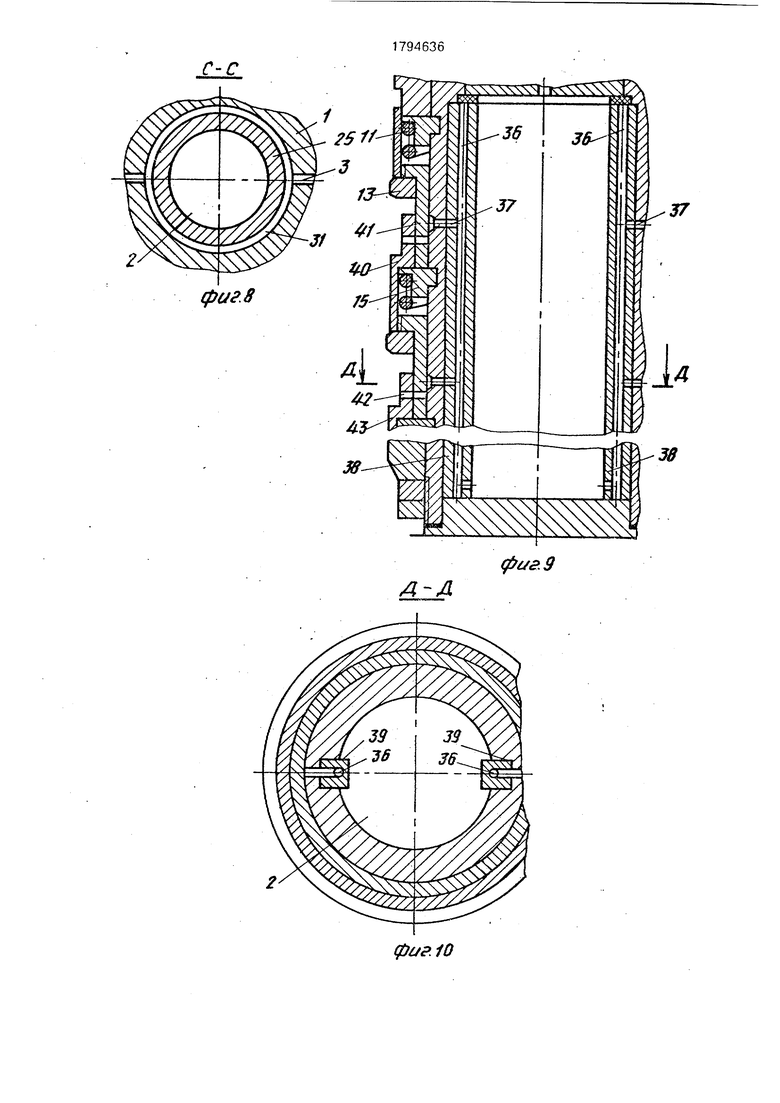
На фиг.1 представлен продольный разрез прошивки с продольными каналами; на фиг.2 - вариант сообщения продольных ка5 налов с центральными отверстием; на фиг.З - разрез А-А на фиг.1; на фиг.4 - продольный разрез прошивки с гильзой; на фиг.5 - разрез В-В на фиг.4; на фиг.6 - вариант исполнения гильзы; на фиг.7 - ва0 риант сообщения центрального канала с дополнительной полостью в виде выемки на гильзе; на фиг.8 - разрез С-С фиг.6; на фиг.9 - продольный разрез прошивки с планками; на фиг.10 - разрез Д-Д фиг.9; на
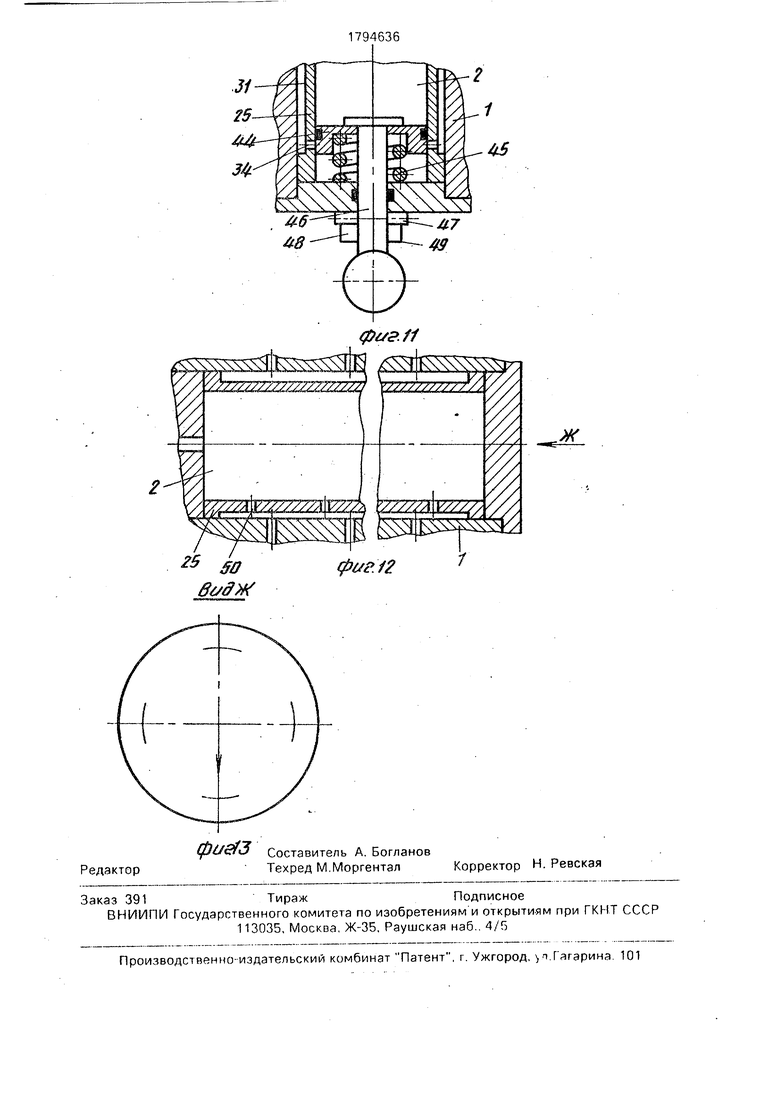
5 фиг, 11 - вариант исполнения средства для прерывания сообщения дополнительной полости с центральным каналом; на фиг. 12 - разрез прошивки с гильзой для условий работы с горизонтальной плоскости; на
0 фиг.13- вид Жфиг.112.
Прошивка включает в себя корпус в виде оправки 1, в которой предусмотрены центральный 2 и поперечные 3 каналы, а такж.е образована дополнительная полость в виде
5 продольных каналов 4, сообщенных с центральным каналом 1 посредством дополнительных поперечных каналов 5 или ступенчатой расточки 6 в оправке 1. В полость центрального канала 2 установлена пробка 7 с клапаном для подвода СОС, выполненного в виде подпружиненного пружиной 8 шарика 9, помещенного в корпус клапана 10. На оправке 1 с возможностью перекрытия поперечных каналов 3 установлены подпружиненные пружинами 11 обой- мы 12, на которые помещены рабочие элементы 13. Для восприятия усилия прошивания на оправке образованы кольцевые канавки 14, в каждую из которых помещены полуобоймы 15 и 16,охваченные кольцом 17. Задняя направляющая 18 также взаимодействуете подобными прлуобоймами, передавая на них усилия прошивания. Прошивка также снабжена передней направляющей 19, гайками 20, нижней пробкой 21, уплот- нениями 22, заглушками 23 и 24.
В центральный канал 2 (фиг.4) установлена гильза 25, на которой выполнена дополнительная полость в виде пересекающихся продольных 26 и поперечных кольцевых 27 канавок. Так, каждая кольцевая канавка 27 сообщена с поперечными каналами 3,расположенными в одной плоскости, перпендикулярной оси прошивки. Со стороны противоположной пробке 7, в гильзе 25 пре- дусмотрен выступ 28, контактирующий с нижней пробкой 21, что обеспечивает сообщение центрального канала 2 с дополнительной полостью. Особенностью конструкции рабочей части прошивки (фиг.4) является то, что на каждой из обойм 29 установлено по 2 рабочих элемента 13 и выполнены дополнительные поперечные каналы 30, а пружина 11 размещена в выточке полуобойм 15 и 16. Возможно иное исполнение гильзы 25 (фиг.6). Так дополнительная полость на ней выполнена в виде выемки 31, при этом гильза имеет буртики 32 и 33. Для сообщения с центральным каналом 2 в нижней части гильзы 25 могут быть предусмотрены радиальные канавки 34 или радиальные пазы 35 (фиг.7).
В прошивке (фиг.9) дополнительная полость выполнена в виде продольных 36 и радиальных 37 каналов, образованных в планках 38, запресованных в продольные пазы 39, полученные на поверхности центрального канала 2. Особенностью конструкции .рабочей части прошивки является то, что обойма 40 закреплена на полуобоймах 15 и 16 и контактирует с обоймой 41,на которых закреплены рабочие элементы 13. Соответственно в обоймах 40 и 41 выполнены поперечные каналы 42 и 43.
В то время, когда прошивка не работа- ет, является целесообразным прервать сообщение центрального канала 2 и дополнительной полости с целью избежать утечек СОС. Для этой цели например может быть предусмотрено средство (фиг. 1 .состоящее из поршня 44, подпружиненного, пружиной 45, штока 46 с осью 47, расположенной в прорези 48 нижней пробки 21. Чтобы привести это средство в рабочее положение следует оттянуть шток 46, повернуть его на 90° и установить ось 47 на поверхность 49. При этом открываются радиальные канавки 34.
Рассмотренные конструкции прошивок (в равной степени это относится и к протяжкам для внутренних вертикально-протяжных станков) могут эффективно работать при их перемещении в вертикальной плоскости. Для условий перемещения инструмента в горизонтальном положении в нижней образующей, части гильзы 25. (фиг. 12) выполнены расположенные водной продольной (вертикальной) плоскости поперечные отверстия 50 (не менее чем одно отверстие), а на прошивке (фиг. 13) образована метка 51 для указания положения отверстий 50.
Для уменьшения потерь СОС прошивка снабжена уплотнениями, которые установлены на передней направляющей19 и кольцах17. Клапан имеет предохранительные элементы,например, в виде колпачка идр.(не показан) или может быть утоплен в пробке 7, т.е. расположен так, что шарик 9 находится ниже верхней плоскости пробки.
Перед работой прошивка заполняется аэрозольной жидкостью. Для этого осуществляется подсоединение (через клапан) прошивки к баллону с этой жидкостью. Заполнение аэрозольной жидкостью происходит 3/4 - 4/5 объема центрального канала 2. Остальной обьем занимает пропеллент жидкости в газообразном состоянии, находящийся под избыточным давлением и заполняет дополнительную полость, если не перекрыты поперечные каналы 50 (фиг. 11).
Прошивка работает следующим образом.
Предварительно средство для прерывания сообщения центрального канала 2 и дополнительной полости (фиг. 11) приводится в рабочее положение. При этом СОС в жидком состоянии заполняет дополнительную полость и поперечные каналы 3. Передней направляющей 19 прошивка устанавливается в обрабатываемую деталь и перемещается толкателем ползуна пресса. Рабочий элемент 13 под воздействием детали смещается в осевом направлении, сжимая и приводя в контакт обойму 12 и кольцо 17, в результате чего усилие прошивания передается через полуобоймы 15 и 16 на оправку 11. При смещении обоймы 12 (фиг.1) открываются поперечные каналы и аэрозольная
жидкость, переходя в распыленное состояние, направляется под давлением в зону обработки. Последующие рабочие элементы 13 действуют аналогично, приводя к тем же результатам. При выходе из детали первого рабочего элемента 13 пружина 11 возвращает обойму 12 в исходное состояние, перекрывая поперечные каналы 3. Если используется прошивка с обоймами 29, то во время ее перемещения под действием детали СОС поступает не только из поперечных каналов 3, расположенных спереди обоймы 29, но из каналов 30. Обойма 29 возвращается в исходное положение после выхода из детали второго рабочего элемента 13, посаженного на эту обойму. При использовании прошивки (фиг,9) СОС поступает в зону обработки после совмещения поперечных каналов 3, 42 и 43. После выхода из детали последнего рабочего элемента 13 все поперечные каналы 3 становятся перекрытыми, В дальнейшем цикл обработки повторяется вплоть до использования расположенного в центральном канале 2 обьема СОС.
Предложенная прошивка может быть использована при следующих режимах обработки. При обработке на прессах используются технологические .возможности прессой, в частности скорость 1,5-5м/мин. Если осуществляется протягивание на обычных вертикально-протяжных станках, то скорость обработки 3-12 м/мин,
Технические и технико-экономические преимущества предложенной прошивки могут быть доказаны по сравнению с базовым объектом, в качестве которого принята прр- шивка. Так при использовании известной прошивки смазочное воздействие СОС незначительное, а охлаждающее воздействие почти отсутствует, СОС не может проникнуть в зону обработки, в особенности при резании, Нз могут быть использованы высокие смазывающие и охлаждающие свойства
аэрозольных жидкостей. В результате этого ухудшается качество обработки, а стойкость инструмента является недостаточной.
Конкретно преимущества предложенной прошивки могут быть продемонстрированы на примере прошивания детали типа втулка, изготавливаемой из стали 45 и имеющей размеры: диаметр отверстия 65 Н8
мм, длину 450 мм. Предварительно проведены исследования для сравнения обработки втулки с использованием известной прошивки и обычным поливом 10% эмульсией. Было доказано, что обычный полив обеспечивает более высокие показатели качества, а поэтому дальнейшее сравнение осуществлялось по сравнению с обычным поливом. Использованы две прошивки - без гигроскопических элементов и внутренней подачи СОС и предложенная (фиг.6). В качестве рабочих элементов применялись деформирующие кольца из твердого сплава ВК15. В представленной прошивке использовалась аэрозольная жидкость (СОС), содержащая
распыляемое вещество (олеиновую кислоту) 5% ипропеллент(фреон 12)95%. Олеиновая кислота не взаимодействует с фреоном и является поверхностно активным веществом. Фреон является наиболее распростраценным пропеллентом и проявляет сильные охлаждающие свойства. При открывании поперечных каналов пропеллент захватывает частицы олеиновой кислоты и испаряется. Испытания проводились на гидропрессе
при скорости перемещения 3 м/мин. Измерялась температура, усилие, обработки и шероховатость. Получено, что при использовании предложенной прошивки температура снизилась на 23 - 28%, а усилие
обработки на 10-12%, Усилие обработки характеризовалось большей равномерностью. Шероховатость снизилась с Ra 0,8 - 1 мкм до Ra 0,3-0,4 мкм.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прошивка | 1983 |
|
SU1122454A1 |
| Устройство для протягивания отверстий (его варианты) | 1984 |
|
SU1235706A1 |
| Устройство для обработки втулок | 1985 |
|
SU1247197A1 |
| Устройство для протягивания | 1984 |
|
SU1316757A1 |
| Способ образования резьбы на полой детали и устройство для его осуществления (его варианты) | 1983 |
|
SU1292889A1 |
| Устройство для обработки деталей типа втулки | 1983 |
|
SU1135569A1 |
| Протяжка | 1978 |
|
SU732092A1 |
| Способ изготовления винтового инструмента | 1988 |
|
SU1727957A1 |
| Устройство для обработки протягиванием деталей типа втулки на горизонтально-протяжном станке | 1983 |
|
SU1135568A1 |
| Рабочий элемент протяжки | 1988 |
|
SU1726167A1 |
Сущность изобретения: прошивка включает в себя корпус в виде оправки 1, в которой предусмотрены центральный 2 и поперечные 3 каналы, а также образована дополнительная полость в виде продольных 7 Ю У /ff Т7 Л Ч У-иЬгг каналов 4. или в виде выемки в гильзе, или в виде продольных каналов в планках. Дополнительная полость сообщена с центральным каналом посредством поперечных каналов 24. Для прерывания сообщения дополнительной полости с центральным каналом 2 предусмотрен механизм, выполненный в виде подпружиненного пружиной поршня и штока с осью. В оправке 1 установлена пробка 7, в которую помещен клапан для подвода смазочно-охлаждающей жидкости. На оправке 1 установлены подпружиненные пружинами 11 обоймы 12, на которых закреплены рабочие элемента 12. В кольцевые выточки 14 оправки 1 установлены полуобоймы 15 и 16, охваченные кольцом 17. 11 з.п. ф-лы, 13 ил. 23
Формула изобретения 1, Прошивка, содержащая корпус в виде оправки с центральным и поперечным каналами, рабочие и направляющие элементы и пробку, установленную в центральном канале оправки, о т л имеющаяся тем, что, с целью повышения эффективности обработки, пробка оснащена клапаном для подвода смазочно-охлаждающей жидкости, а прошивка выполнена с дополнительными полостями, связанными с поперечными каналами и сообщенными со стороны, противоположной пробке с центральным каналом.
фг/гЗ
фиг. 9
Д-Д
фи р. 10
| 0 |
|
SU152775A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Прошивка | 1964 |
|
SU844165A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
