Изобретение относится к металлообработке давлением и может быть использовано для дорнирования отверстий с наложением осциллирующих движений на деформирующие элементы.
Целью изобретения является увеличение надежности работы и производительности труда при повышении качества обработки за счет регулирования амплитудно-частотных характеристик подводимого в зону обработки потока
СОС о
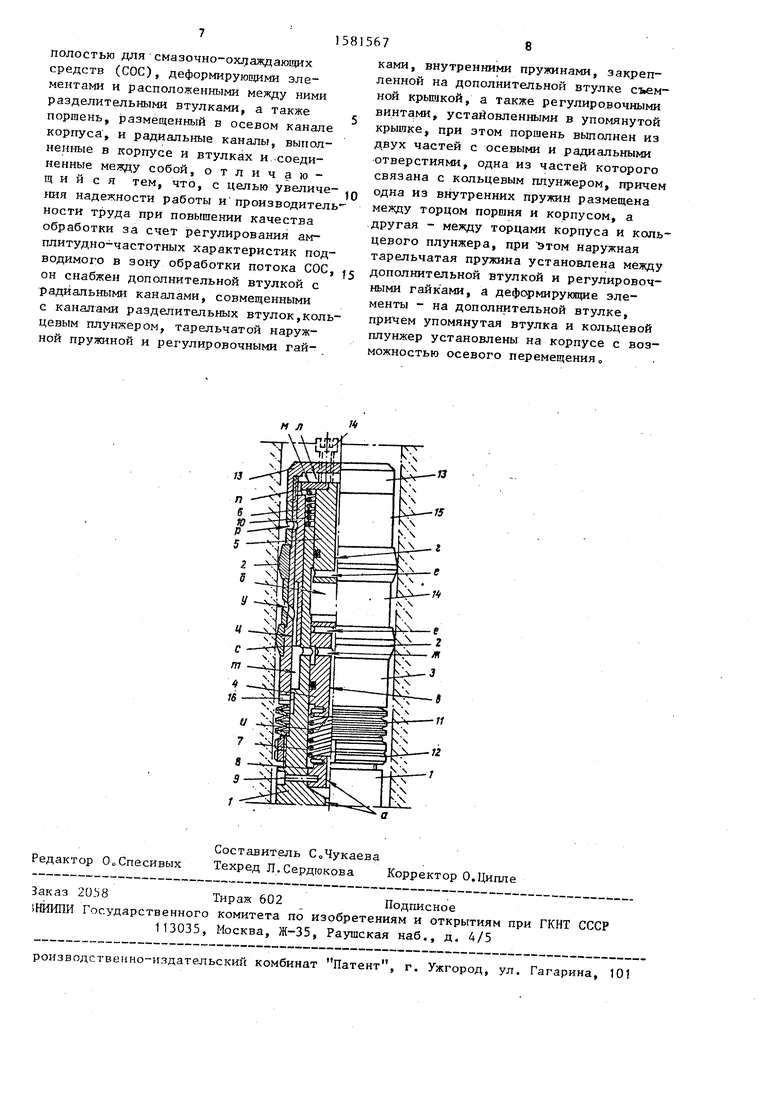
На чертеже представлен дорн, продольный разрез о
Дорн содержит корпус 1 с осевым каналом а для смазочно-охлаждающей технологической среды (СОС), несущую деформирующие элементы 2 дополнительную втулку 3, размещенные в цилиндрической полости б части поршня
4и 5, кольцевой плунжер Ьа На частях поршня 4 и 5 выполнены осевые отверстия виги радиальные отверстия е и Жо Часть 4 связана с корпусом 1 посредством внутренней пружины 7, опорные витки которой жестко закреплены с торцом и части 4 и пробкой 8, фиксируемой в корпусе 1 с помощью цилиндрического штифта 9. Часть.
5посредством цилиндрической шейки соединена с кольцевым плунжером 6,
а другая внутренняя пружина 10 размещена между торцами корпуса 1 и плунжер а а
Дополнительная втулка 3 посредством торца опирается на наружные тарельчатые пружины 11 и регулировочные гайки 12, а на противоположном ее торце размещена съемная крышка 13 в которой могут быть размещены регулировочные винты 14, ограничивающие ход части поршня 50
Часть 5 совместно с торцом м кольцевого плунжера 6 и съемной крышкой 13 образует замкнутую полость л, которая в процессе обработки соединена через каналы пирс передней зоной деформирующих элементов 20
В кольцевом пространстве дополнительной втулки 3 и корпуса 1 посредством торцов с кольцевого плунжера образована герметизированная полость т, которая через паз п и отверстие у соединена с рабочей зоной деформирующих элементов о Под действием торца с в гидрополости г возникает высокое давление СОС, величина которого определяется значениями диаметров част 5 и площадью торца и полости л, а также соответствующим давлением СОС, подаваемой по каналам cf от насосной станции станка Полость г соединена также через радиальные отверстия ж подпружиненной части 4 с центральным каналом а Деформирующие элементы 2 дорна разнесены вдоль оси втулки 3 с помощью разделительных втулок 14 и 15, фиксируемых в.осевом положении., резьбой съемной крышки 13„
Ограничение продольного перемещения и предохранение от поворота дополнительной втулки 3 относительно
0
5
0
5
дс
0
5
0
0
5
корпуса 1 осуществляется с помощью, например, ограничителя 160
Начальные условия осциллирующих колебаний деформирующих элементов 2, закрепленных на втулке 3 посредством разделительных втулок 14, 15 и крышки 13, регулируются величиной затяжки тарельчатых пружин 1I и пружины 10, которое осуществляется при соответствующих поворотах гайки 12 и винта 14, установленных на корпусе 1 и крышке 13о Регулировка необходимой частоты этих колебаний может осуществляться в процессе дорнования путем изменения самого давления СОС на насосной станции станка или ее расхода
Дорн работает следующим образом Перед вводом дорна в обрабатываемое отверстие заготовки включают насосную станцию станка и СОС поступает по центральному каналу а корпуса I и полностью заполняет присутствующие полости и конструкции дорна, а именно полость, в которой размещена пружина 7, работающая на растяжение, центральные отверстия в и ра- диально расположенные в части 4 отверстия ж, полость т высокого давления о После полного заполнения полости т СОС далее поступает через паз ц и наклонные отверстия у на торец заготовки о Кольцевой плунжер 6 находится в крайнем правом положении„ Одновременно растет гидравлическое давление СОС на торец и части поршня 4 и он начинает перемещаться вправо до тех пор, пока растянувшаяся пружина 7 с заделанными крайними витками в пробке 8 и части 4 не уравновесит силы растяжения пружины 7 и гидравлические силы Часть 4 переместится на некоторое расстояние, при котором происходит перекрывание радиального отверстия в корпусе 1, соединяющего полость т с центральным отверстием в части 40 При перемещении части 4 СОС начинает протекать по осевому отверстию & части 4 и радиальному ее отверстию е через соответствующие отверстия е и г части 5 о Это обеспечивается за счет имеющегося в цилиндрической послоти б расширения в корпусе 1, обеспечивающего свободное перетекание СОС0 Поступающая в полость л СОС, действующая на торец м кольцевого плунжера, окончательно перекрывает со стороны
51
наружной поверхности корпуса 1 радиальное отверстие, соединяющее полость т и радиальное отверстие ж0
Давление в полости л стабилизируется относительно сил сжатия пружины 10, при котором каналы пир совмещаются для свободного протекания СОС„ В результате этого давление в полости л резко падает и усилие пружины 10
возвращает кольцевой плунжер- 6 и часть 5 в первоначальное положение, а уравновешивание давления в цилиндрической полости бив полости размещения пружины 7 приводит к перемеще- нию части 4, в исходное положение, чему способствует усилие растяжения пружины 7 о К концу холостого хода дорна радиальные отверстия ж части 4 снова совмещаются с каналом корпуса 1 для пополнения в полости т технологической среды0
В процессе холостого хода дорна, при котором деформирующие элементы 2 не контактируют с поверхностью за-
готовки, часть 4 мягко перекрывает каналы для перераспределения потоков СОС в дорне Цикл холостого хода повторяется автоматически с частотой, пропорциональной величине давления, подводимого потока СОС по центральному каналу а,
При рабочем ходе дорна, когда первый ряд деформирующих элементов 2 начинает контактировать с поверхностью заготовки, тарельчатые пружины 11 сжимаются под действующей нагрузкой, сообщаемой им посредством торца дополнительной втулки 3, которая перемещается вдоль корпуса 1 до момента урав- новешивания действующих сил - сжатия пружины и деформации обрабатываемой поверхности заготовки Тарельчатые пружины 11 обеспечивают в процессе обработки дорном возвратно-поступа- тельные перемещения втулки 3, несущей закрепленные посредством колец 14 и 15 деформирующие элементы 2, относительно корпуса 1 о От поворота втулку 3 предохраняет ограничитель 16, установленный головкой в пазу корпуса 1 о
Изменение амплитуды возвратно-поступательных перемещений (осциллирующих движений) втулки можно регулиро- вать с помощью гайки 12, установлен- ,ной на наружной резьбовой поверхности корпуса 1 о Динамика возвратно-поступательных перемещений осуществляет567.6
ся за счет изменения давления СОС, расположенной в полости л и деист- вукяцей как на торец м кольцевого плунжера 6, так и на торец съемной крышки 13, жестко связанной с втулкой 30
К концу рабочего хода при выходе первого ряда деформирующих элементов 2 дорна из обработанного отверстия заготовки из отверстия у СОС не поступает из канала ц и полости т, так как перекрыто радиальное отверстие корпуса 1 кольцевым плунжером 6„ На этом полный цикл работы дорна после отключения насосной станции станка, включающий холостой ход перед вводом его в обрабатываемое отверстие рабочий его ход и выход дорна из отверстия заготовки, заканчивается и может быть начат сначала
Применение предложенной конструкции дорна обусловливает следующие преимущества: снижается металле- и энергоемкость процесса, обеспечивается возможность дорнования с наложением осевых колебаний на деформирующие элементы; возможно изменение частотно-амплитудных характеристик колебательной системы в процессе обработки поверхностей отверстий заготовок; повышается надежность рабо- ты инструмента ввиду выбора харак теристик упругих элементов и постоянного наполнения полостей технологической средой на всех циклах работы дорна; улучшаются условия ввода дорна в обрабатываемое отверстие заготовки путем смывания всех контактирующих поверхностей СОС и плавного ввода инструмента в отверстие, которому способствуют упругие элементы, расположенные со стороны торца, несущей деформирующие элементы втулки; при эксплуатации дорна создается пульсирующий поток СОС под высоким давлением, что улучшает условия проникновения смазки на контактирующие элементы дорна и заготовки, а также теплообмена деформируемой зоны и соответственно устраняет характерные дефекты пластической обработки; повышается производительность и качество обработки отверстий ввиду применения пульсирующего давления СОС и осциллирующего движения деформирующих элементов дорна0 Формула изобретения
Дорн для обработки отверстий, содержащий корпус с осевым каналом и
полостью для смазочно-охлаждающих средств (СОС), деформирующими элементами и расположенными между ними разделительными втулками, а также поршень, размещенный в осевом канале корпуса, и радиальные каналы, выполненные в корпусе и втулках и соединенные между собой, отличающийся тем, что, с целью увеличе- ния надежности работы и производитель ности труда при повышении качества обработки за счет регулирования амплитудно-частотных характеристик подводимого в зону обработки потока СОС, он снабжен дополнительной втулкой с радиальными каналами, совмещенными с каналами разделительных втулок,кольцевым плунжером, тарельчатой наружной пружиной и регулировочными гайками, внутренними пружинами, закрепленной на дополнительной втулке съемной крышкой, а также регулировочными винтами, установленными в упомянутой крышке, при этом поршень выполнен из двух частей с осевыми и радиальными отверстиями, одна из частей которого связана с кольцевым плунжером, причем одна из внутренних пружин размещена между торцом поршня и корпусом, а другая - между торцами корпуса и кольцевого плунжера, при том наружная тарельчатая пружина установлена между дополнительной втулкой и регулировочными гайками, а деформирующие элементы - на дополнительной втулке, причем упомянутая втулка и кольцевой плунжер установлены на корпусе с возможностью осевого перемещения
| название | год | авторы | номер документа |
|---|---|---|---|
| Дорн с использованием смазочно-охлаждающей технологической среды | 1988 |
|
SU1574441A1 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ДЕФОРМИРОВАНИЯ КОНЦОВ ДЛИННОМЕРНЫХ ТРУБНЫХ ЗАГОТОВОК | 2010 |
|
RU2438822C1 |
| ИНСТРУМЕНТ ДЛЯ РАСКАТЫВАНИЯ ОТВЕРСТИЙ | 1992 |
|
RU2047472C1 |
| КЛАПАН-ОТСЕКАТЕЛЬ | 2017 |
|
RU2644312C1 |
| КЛАПАН-ОТСЕКАТЕЛЬ | 2018 |
|
RU2679153C1 |
| Клапан-отсекатель | 2017 |
|
RU2656536C1 |
| Раскатка | 1981 |
|
SU956254A1 |
| УРАВНОВЕШИВАТЕЛЬ ПОЛЗУНА КРИВОШИПНОГО ПРЕССА | 2001 |
|
RU2213664C2 |
| Устройство для протягивания отверстий (его варианты) | 1984 |
|
SU1235706A1 |
| Устройство для обработки деталей типа втулок | 1989 |
|
SU1776226A3 |
Изобретение относится к металлообработке давлением и может быть использовано для дорнирования отверстий с наложением осциллирующих движений на деформирующие элементы дорна. Цель изобретения - увеличение надежности работы и производительности труда при повышении качества обработки за счет регулирования амплитудно-частотных характеристик подводимого в зону обработки потока смазочно-охлаждающих средств /СОС/. Дорн, содержащий корпус с осевым каналом, размещенным в нем поршнем и полостью для смазочно-охлаждающих средств /СОС/, деформирующие элементы и разделительные втулки, снабжен дополнительной втулкой с радиальными каналами, совмещенными с радиальными каналами корпуса и разделительных втулок, кольцевым плунжером, тарельчатой наружной пружиной, регулировочными гайками, внутренними пружинами, размещенными в осевом канале корпуса, съемной крышкой и установленными в ней регулировочными винтами. Поршень дорна выполнен в виде двух подпружиненных частей с осевыми и радиальными отверстиями, причем одна часть связана с кольцевым плунжером. Деформирующие элементы установлены на дополнительной втулке, причем указанная втулка и кольцевой плунжер размещены на корпусе с возможностью осевого перемещения. Регулировочные гайки также установлены на корпусе и имеют возможность взаимодействия с дополнительной втулкой через тарельчатую пружину. В результате периодической подачи СОС в каналы корпуса и поршня, а также в зону обработки обеспечивается осциллирующее движения деформирующих элементов дорна и омывание контактирующих поверхностей детали и деформирующих элементов. 1 ил.
м л
13
15
| Проскуряков Ю.Го и др0 Объемное дорнование отверстий,, М.: Машиностроение, 1984, с.189, рисо99„ |
