f
(21)4419413/23-33
(22)29.03.88
(46) 30.06.90. Бнш. № 24
(71)Московский инженерно-строительный институт им. В.В.Куйбышева
(72)Ю.П.Горлов, Л.А.Харитонова, А.Д.Жуков, Н.А.Дубовик, В.М.Завьялов, И.В.Рубцов, В.Г.Сиваш, И.П.Супрун,
М.И.Прусский и П.В.Барышников (53) 662.998 (088.8)
(56)Сапожников М.Я. и др. Справочник по оборудованию заводов строи- тельных материалов. М.: СИ, 1970,
с. 239.
Горлов Ю.П. и др. Технология теплоизоляционных материалов. М.: СИ, 1980, с. 188, рис. 7.21.. . (54) ПОДЖИМНОЕ ПРИСПОСОБЛЕНИЕ УСТ РОЙСТВА для ПРОПИТКИ волокнистого
КОВРА
(57)Изобретение относится к устройствам для пропитки ковровых изделий на основе минеральных волокон. Цель изобретения - повышение эффективности работы за счет сокращения времени пропитки. Приспособление выполнено в виде беличьего колеса, рабочая поверхность которого образована чередующимися прижимными планками и планками с иглами. Планки имеют длину 0,1-0,12 диаметра барабана и установлены под углом к касательной к барабану в сторону вращения его 112 - 114°. Прижимные планки устанавливают с планками с иглами соответственно от 5:1 до 4:1 при соотношении их толщин и окон между ними от 1:1:1 до 1,1:1,1:0,8. При взаимодействии планок и иголок с ковром связующее легко проникает вовнутрь ковра при одновременном выводе воздуха из него. 2 ил., 1 табл.
(Л
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления волокнистых изделий | 1987 |
|
SU1588550A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ВОРСОВАННОЙ ТКАНИ | 1928 |
|
SU20569A1 |
| Приспособление для подачи пряжи в гребенку к машине для изготовления ковровых изделий на пленочной основе | 1973 |
|
SU461187A1 |
| Устройство для формирования ленты из стеблей лубяных культур | 1978 |
|
SU745968A1 |
| СЛОИСТЫЙ КОВЕР ДЛЯ ПРИКРЕПЛЕНИЯ К ПОЛУ, СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТОГО КОВРА | 1993 |
|
RU2104874C1 |
| КОВЕР И КОВРОВАЯ ПЛИТКА МАЛОГО ВЕСА И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ, ПРИДАНИЯ ИМ РАЗМЕРОВ И ИХ УКЛАДКИ | 2009 |
|
RU2531413C2 |
| ПРЕСС И СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТ | 2003 |
|
RU2310558C2 |
| Способ обработки грязезащитных ворсовых покрытий | 2017 |
|
RU2680951C2 |
| КОВЕР С ПРОШИВНЫМ ВОРСОМ | 1992 |
|
RU2085638C1 |
| Линия для изготовления жестких минераловатных плит | 1987 |
|
SU1395501A1 |
Изобретение относится к устройствам для пропитки ковровых изделий на основе минеральных волокон. Цель изобретения - повышение эффективности работы за счет сокращения времени пропитки. Приспособление выполнено в виде беличьего колеса, рабочая поверхность которого образована чередующимися прижимными планками и планками с иглами. Планки имеют длину 0,1 - 0,12 диаметра барабана и установлены под углом к касательной и барабану в сторону вращения его 112 - 114°. Прижимные планки устанавливают с планками с иглами соответственно от 5:1 до 4:1 при соотношении их толщин и окон между ними от 1:1:1 до 1,1:1,1:0,8. При взаимодействии планок и иголок с ковром связующее легко проникает вовнутрь ковра при одновременном выводе воздуха из него. 2 ил., 1 табл.
. Изобретение относится к строительным материалам, а именно к устройствам для пропитки ковровых изделий на основе минерал-ьных волокон.
Цель изобретения - повышение эффективности работы за счет сокраще - ния времени пропитки.
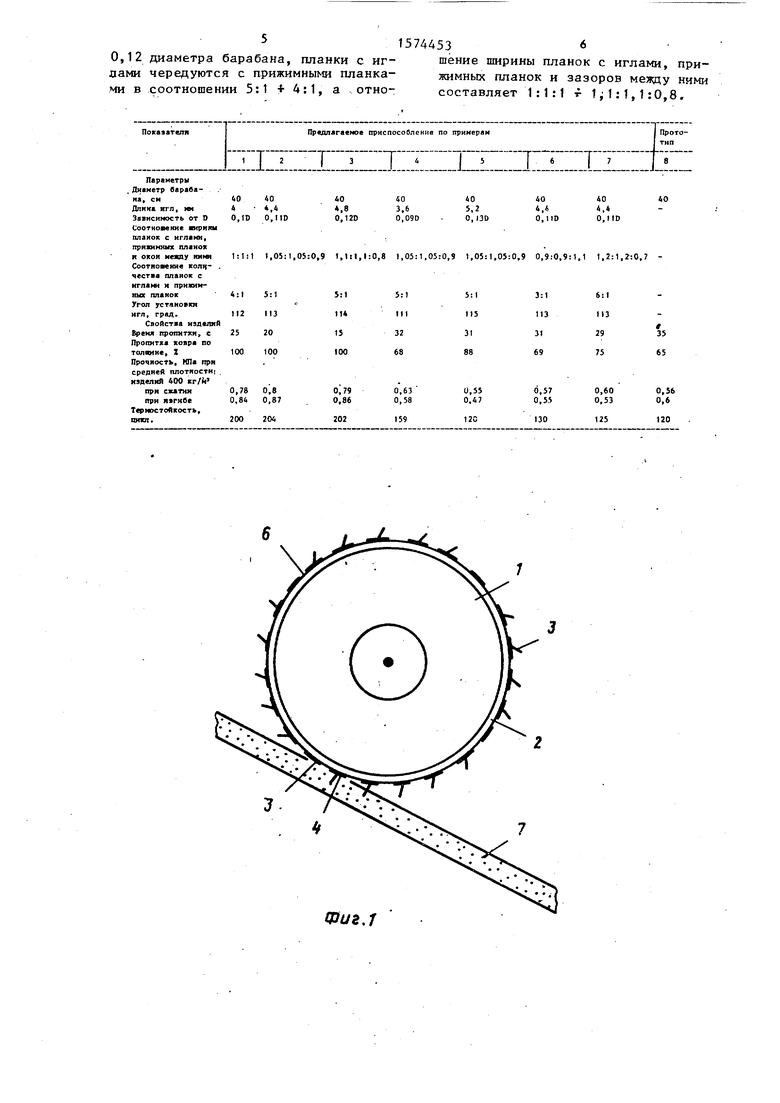
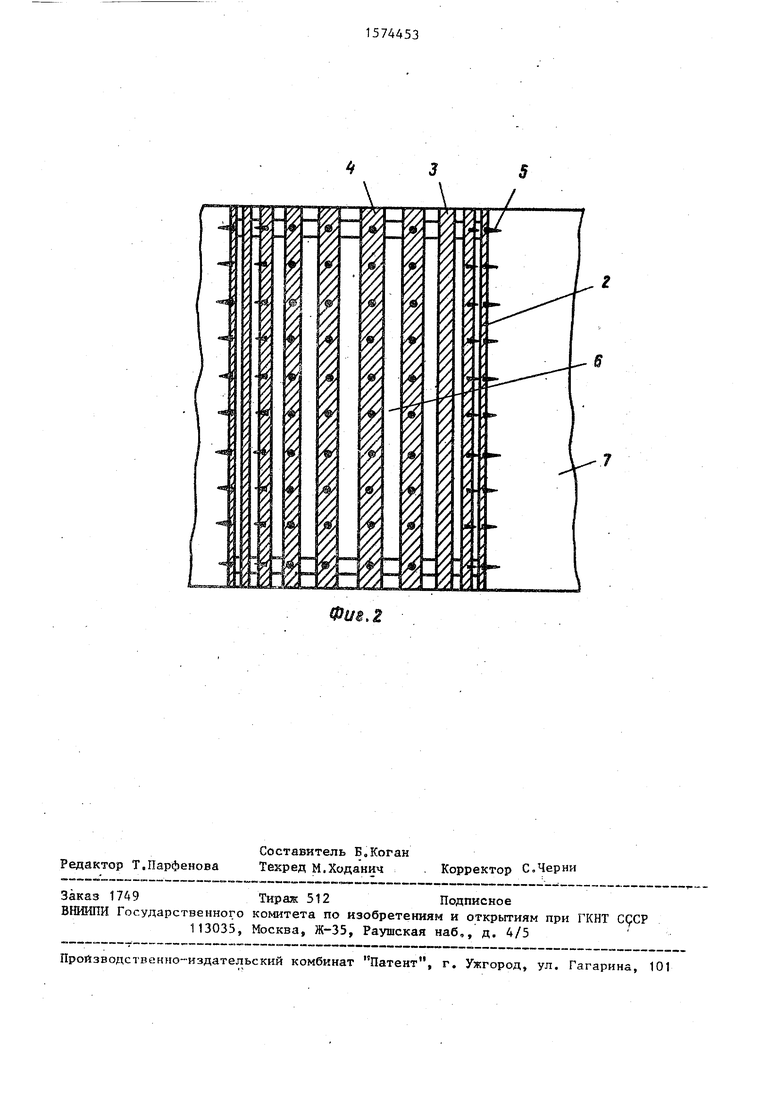
На фиг.1 изображено предлагаемое приспособление, вид сбоку, на фиг.2 - то же, вид сверху.
Поджимное приспособление выполнено в виде горизонтального беличьего колеса 1, рабочая поверхность 2 которого образована чередующимися в соответствии от 5:1 до 4:1 прижимными .
планками 3 и планками 4 с установленными на них под углом иглами 5. Угол устанавливают 112-114° к касательной к поверхности барабана (к поверхности козра) в сторону вращения барабана, длину игл выполняют равной 0,1-0,12 диаметра барабана, соотношение прижимных планок, планок с иг лами, а также окон 6 между ними равно от 1:1:1 до 1,1:1,1:0,8. Диаметр барабана равен 10-12 толщины ковра, Длину барабана выполняют равной ширине пропитываемого ковра 7.
При перемещении в ванне со связую щим ковра 7 в результате вэаимрдейсл
4
СП
оэ
ствия его поверхности с рабочей поверхностью 2 барабана последний приходит во вращение в сторону движения ковра. При этом на ковер последова- тельно воздействуют прижимные планки 3, подпрессовывающие ковер по толщине, и затем иглы 5, которые выпол няют сквоэные отверстия ковре, а также их планки 4, также поджимающие
iковер. В результате быстро удаляется защемленный воздух в ковре и быстро насыщается ковер связующим через его поверхность и отверстия, об разованные иглами на всю его толщи- ну. При этом установка игл под углом 12-114 к касательной к образующей барабана в сторону вращения его поз- юляет созвать условия равномерного входа и плавного выхода игл из ковра без деформации последнего. Угол установки игл менее 112 ведет к де.формации ковра при выходе иглы, а более 114° - к деформации ковра при входе, неравномерной его пропитке и. снижению скорости пропитки. Длина игп менее 0,1 диаметра барабана веде к снижению скорости пропитки, а боле 0,12 - к поломке игл и деформации кора Образование рабочей поверхности барабана путем установки планок с иглами и прижимных планок в последовательности от 5:1 до 4:1 вызвана не обходимостью получения оптимальной площади отверстий в ковре и прижимной площади. При уменьшении числа планок с иглами скорость пропитки уменьшается, а при увеличении - снижается эффективность работы устройства за счет снижения прочности изделий. Кроме того, соотношение ширин планок с иглами, прижимных планок и окон между ними должно быть от 1:1:1 до 1,1:1,1:0,3, При уменьшении ширины окон между планками уменьшается скорость пропитки за счет ограничения доступа связующего к ковру и ухудшения условий вывода воздуха. Пр увеличении ширины окон происходит уменьшение времени воздействия рабочей поверхности барабана на ковер, что ведет к увеличению времени пропитки..
В таблице приведены примеры реализации изобретения.
Для эффективного и -равномерного отжатия (вывода) воздуха из ковра необходима одинаковая прижимная пло щадь (ширина) как планок с иглами,
0
5
5
0
5
0
5
0
так и без них, имеющих одно и то же поджимное усилие. Кроме того, такая конструкция проще в исполнении.
Диаметр барабана выполняют в зависимости от толщины пропитываемого ковра, т.е. он равен 10-12 толщинам . ковра. При увеличении диаметра происходит деформация ковра и остановка его из-за увеличения количества точек (площади) взаимодействия барабана с ковром, а при уменьшении диаметра возможен наплыв ковра на барабан, что также ведет к снижению эффективности работы устройства.
При этом диаметр иглы зависит от количества их на планке, так как общая площадь отверстий з ковре не должна превышать допустимую с точки зрения прочности изделий и быть не меньше с точки зрения скорости пропитки.
Для установления зависимости диаметра барабана, угла установки игл и толщины непропитанного ковра выводят формулу
1 t/cos |i ;
R cosz/3 - R cog p+ t 0;
cos|5 0,5 ± -JO,25-t/R ,
где t - толщина уплотняемого ковра, мм1,
R - радиус барабана, м,
ft - угол наклона игл;
1 - длина иглы, мм. Предлагаемая конструкция позволяет сократить время пропитки за «. счет возможности быстрого вывода воздуха и ввода в ковер вяжущего на всю его толщину.
Формула, изобретения
Поджимное приспособление устройства для пропитки волокнистого ковра, содержащее горизонтально установленный под его подающим транспортером барабан, отличающееся тем, что, с целью повышения эффективности работы за счет сокращения времени пропитки, барабан выполнен в виде беличьего колеса, рабочая поверхность которого образована чередующимися прижимными планками и планками с иглами, закрепленными под углом 112-114 к касательной поверхности барабана в сторону его вращения, причем длина игл составляет 0,10,12 диаметра барабана, планки с иглами чередуются с прижимными планками в соотношении 5:1 4:1, а отно7Фиг. г
1574453
шение ширины планок с иглами, прижимных планок и зазоров между ними составляет 1:1:1 Ј 1;1:1,1:0,8.
I I
7 4
&
0t/8.2
/
