(21)4311780/23-02
(22)01.10.87
(46) 07.07.90. Бюп. № 25
(71)Научно-производственное объединение по технологии механосборочного производства и специального технологического оборудования
(72)Л.Ш.Розин и Е.И.Карнеев (53) 621.783 (088.8)
(56) Рыскин С.Е. и др. Оборудование для индукционной термообработки. - М.-Л.: Машиностроение, 1966, с.143- 144, рис.79.
(54) СТАНОК ДЛЯ ИНДУКЦИОННОЙ ЗАКАЛКИ ДЕТАЛЕЙ
(57) Изобретение относится к термит ческой обработке металлов с применением токов высокой частоты и может быть использовано в машиностроении, например, для закалки непрерывно-последовательным способом цилиндрических деталей типа валов. Цель изобретения - сокращение материальных и энергетических затрат. При закалке детали переключают кран 18, тем самым подавая воздух в камеру 11, при этом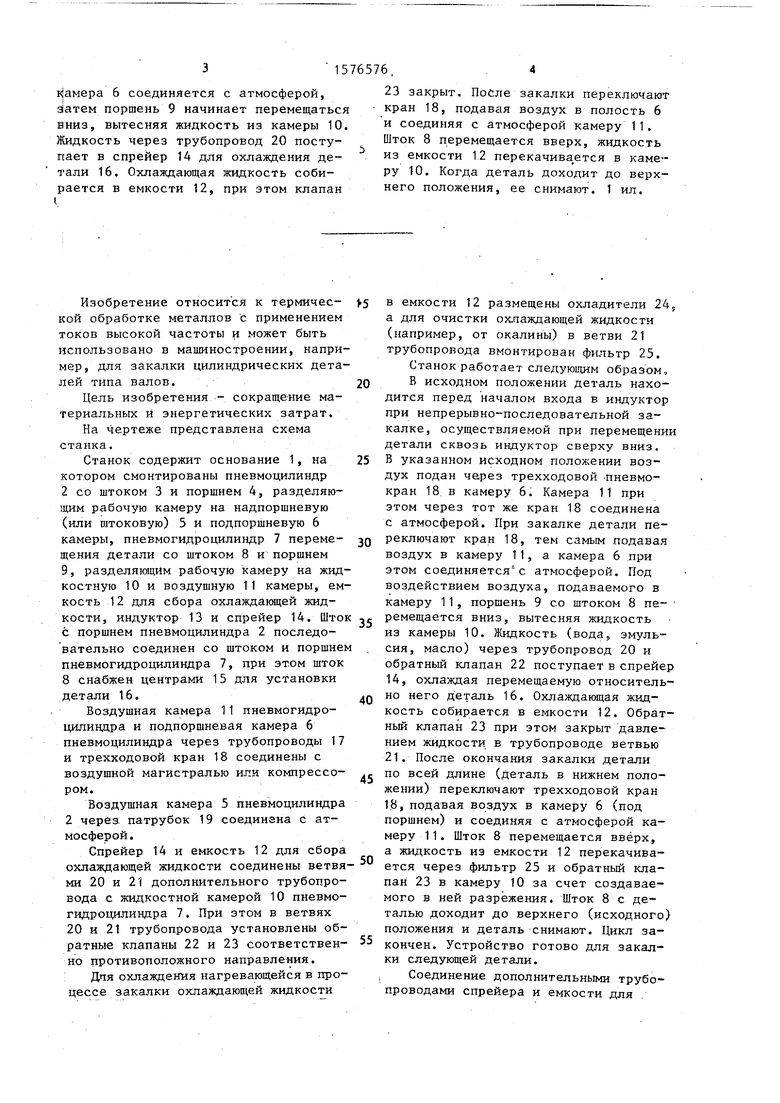
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для термопластического упрочнения лопаток | 1977 |
|
SU726187A1 |
| ПНЕВМАТИЧЕСКИЙ НАСОС СУДОВОЙ СИСТЕМЫ ПОЖАРОТУШЕНИЯ | 2014 |
|
RU2602471C2 |
| СИЛОВАЯ ГОЛОВКА | 1992 |
|
RU2009784C1 |
| ДВИГАТЕЛЬ С ДВУХПОЗИЦИОННЫМ УПРАВЛЕНИЕМ СОПЛОМ | 2011 |
|
RU2468238C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ КОЭФФИЦИЕНТА СЦЕПЛЕНИЯ ДОРОЖНОГО И АЭРОДРОМНОГО ПОКРЫТИЙ | 2015 |
|
RU2601246C1 |
| Прибор для определения газосодержания жидких сред | 1989 |
|
SU1721470A1 |
| Установка для диффузионной сварки | 1986 |
|
SU1310152A1 |
| Станок для закалки | 1991 |
|
SU1806208A3 |
| Устройство для безвоздушного нанесения клея | 1975 |
|
SU654300A1 |
| Станок для закалки изделий | 1977 |
|
SU655731A1 |
Изобретение относится к термической обработке металлов с применением токов высокой частоты и может быть использовано в машиностроении, например, для закалки непрерывно-последовательным способом цилиндрических деталей типа валов. Цель изобретения - сокращение материальных и энергетических затрат. При закалке детали переключают кран 18, тем самым подавая воздух в камеру 11, при этом камера 6 соединяется с атмосферой. Затем поршень 9 начинает перемещаться вниз, вытесняя жидкость из камеры 10. Жидкость через трубопровод 20 поступает в спрейер 14 для охлаждения детали 16. Охлаждающая жидкость собирается в емкости 12, при этом клапан 23 закрыт. После закалки переключают кран 18, подавая воздух в полость 6 и соединяя с атмосферой камеру 11. Шток 8 перемещается вверх, жидкость из емкости 12 перекачивается в камеру 10. Когда деталь доходит до верхнего положения, ее снимают. 1 ил.
(Я
с
ел
iO СЛ
о
Камера 6 соединяется с атмосферой, затем поршень 9 начинает перемещаться йниз, вытесняя жидкость из камеры 10. Жидкость через трубопровод 20 поступает в спрейер 14 для охлаждения детали 16. Охлаждающая жидкость собирается в емкости 12, при этом клапан l
Изобретение относится к термической обработке металлов с применением токов высокой частоты и может быть использовано в машиностроении, например, для закалки цилиндрических деталей типа валов.
Цель изобретения - сокращение материальных И энергетических затрат.
На чертеже представлена схема станка.
Станок содержит основание 1, на котором смонтированы пневмоцилиндр 2 со штоком 3 и поршнем 4, разделяющим рабочую камеру на надпоршневую (или штоковую) 5 и подпоршневую 6 камеры, пневмогидроцилиндр 7 перемещения детали со штоком 8 и поршнем 9, разделяющим рабочую камеру на жидкостную 10 и воздушную 11 камеры, емкость 12 для сбора охлаждающей жидкости, индуктор 13 и спрейер 14. Шток с поршнем пневмоцилиндра 2 последовательно соединен со штоком и поршнем пневмогидроцилиндра 7, при этом шток 8 снабжен центрами 15 для установки детали 16.
Воздушная камера 11 пневмогидроцилиндра и подпоршневая камера 6 пневмоцилиндра через трубопроводы 17 и трехходовой кран 18 соединены с воздушной магистралью или компрессором.
Воздушная камера 5 пневмоцилиндра 2 через патрубок 19 соединена с атмосферой.
Спрейер 14 и емкость 12 для сбора
охлаждающей жидкости соединены ветвя ми 20 и 21 дополнительного трубопровода с жидкостной камерой 10 пневмогидроцилиндра 7. При этом в ветвях 20 и 21 трубопровода установлены обратные клапаны 22 и 23 соответствен- но противоположного направления.
Дня охлаждения нагревающейся в процессе закалки охлаждающей жидкости
23 закрыт. После закалки переключают кран 18, подавая воздух в полость 6 и соединяя с атмосферой камеру 11. Шток 8 перемещается вверх, жидкость из емкости 12 перекачивается в камеру 10. Когда деталь доходит до верхнего положения, ее снимают. 1 ил.
0
5
0
5
0
5
« 5
в емкости 12 размещены охладители 24, а для очистки охлаждающей жидкости (например, от окалины) в ветви 21 трубопровода вмонтирован фильтр 25. Станок работает следующим образом, В исходном положении деталь находится перед началом входа в индуктор при непрерывно-последовательной закалке, осуществляемой при перемещении детали сквозь индуктор сверху вниз. В указанном исходном положении воздух подан через трехходовой пневмо- кран 18 в камеру 6. Камера 11 при этом через тот же кран 18 соединена с атмосферой. При закалке детали переключают кран 18, тем самым подавая воздух в камеру 11, а камера 6 при этом соединяется с атмосферой. Под воздействием воздуха, подаваемого в камеру 11, поршень 9 со штоком 8 перемещается вниз, вытесняя жидкость из камеры 10. Жидкость (вода, эмульсия, масло) через трубопровод 20 и обратный клапан 22 поступает в спрейер 14, охлаждая перемещаемую относительно него деталь 16. Охлаждающая жидкость собирается в емкости 12. Обратный клапан 23 при этом закрыт давлением жидкости в трубопроводе ветвью 21. После окончания закалки детали по всей длине (деталь в нижнем положении) переключают трехходовой кран 18, подавая воздух в камеру 6 (под поршнем) и соединяя с атмосферой камеру 11. Шток 8 перемещается вверх, а жидкость из емкости 12 перекачивается через фильтр 25 и обратный клапан 23 в камеру 10 за счет создаваемого в ней разрежения. Шток 8 с деталью доходит до верхнего (исходного) положения и деталь снимают. Цикл закончен. Устройство готово для закалки следующей детали.
Соединение дополнительными трубопроводами спрейера и емкости для
сбора охлаждающей жидкости с жидкостной полостью пневмогидравлического механизма перемещения позволяет исключить специальную насосную установку, подающую охлаждающую жидкость в спрейер, уменьшить расход охлаждающей жидкости (ибо используется один и тот объем ее), использовать одного вида жидкость как в качестве технологической (для охлаждения деталей), так и рабочей в механизме перемещения. Все это обеспечит уменьшение материальных затрат, сокращение энергопотребления .
Ф
иХз
ормула изобретения
Станок для индукционной закалки деталей, преимущественно валов постоянного сечения, содержащий основание, на котором установлены индуктор,
0
5
спрейер, емкость для сбора охладда- ющей жидкости и пневмогидроцилиндр, жидкостная камера которого отделена от воздушной поршнем, жестко закрепленным на штоке, отличаю щи й- с я тем, что, с целью сокращения материальных и энергетических затрат, он снабжен пневмоцилиндром, шток с поршнем которого последовательно соединен со штоком пневмогидроцилиндра, а верхняя часть камеры имеет отверстие, трубопроводом с обратными клапанами, соединяющим спрейер, емкость для сбора охлаждающей жидкости и жидкостную камеру пневмогидроцилиндра, а также трубопроводом, соединяющим воздушную камеру пневмогидроцилиндра и нижнюю часть камеры пневмоци- линдра посредством трехходового крана с воздушной магистралью.
