(21)4269460/31-08
(22)29.04.87
(46) 23.07.90. Бюл. № 27
(71)Челябинский политехнический институт им. Ленинского комсомола
(72)М. С. Кувшинов
(53)621.951.7(088.8)
(56)Авторское свидетельство СССР № 891251, кл. В 23 В 51/06, 1979.
(54)СВЕРЛО СМОП
(57)Изобретение относится к обработке металлов резанием, в частности к процессам высокопроизводительной обработки точных
глубоких отверстий. Целью изобретения является расширение технологических возможностей за счет повышения износостойкости инструмента. Сверло содержит рабочую часть 1 и хвостовик 2. На рабочей части установлены сменные многогранные ре- жущие пластины 3 и дополнительные сменные многогранные опорные пластины 4. На дополнительных пластинах выполнена грань 5 с обратным затылованием. На спинках перьев установлены опорные шпонки 6. Длина опорных шпонок 6 равна длине грани 5. 5 ил.
Изобретение относится к обработке металлов резанием, в частности к процессам высокопроизводительной обработки точных глубоких отверстий. Целью изобретения является расширение технологических возможностей за счет повышения износостойкости инструмента. Сверло содержит рабочую часть 1 и хвостовик 2. На рабочей части установлены сменные многогранные режущие пластины 3 и дополнительные сменные многогранные опорные пластины 4. На дополнительных пластинах выполнена грань 5 с обратным затылованием. На спинках перьев установлены опорные шпонки 6. Длина опорных шпонок 6 равна длине грани 5. 5 ил.
Фиг.1
СЛ 1
СО О5 4 00
Изобретение относится к обработке металлов резанием, в частности к процессам высокопроизводительной обработки точных глубоких отверстий.
Целью изобретения является расширение технологических возможностей, повышение производительности и износостойкости инструмента и точности обработки за счет исключения опрокидывания сверла и подрезки стенок отверстия.
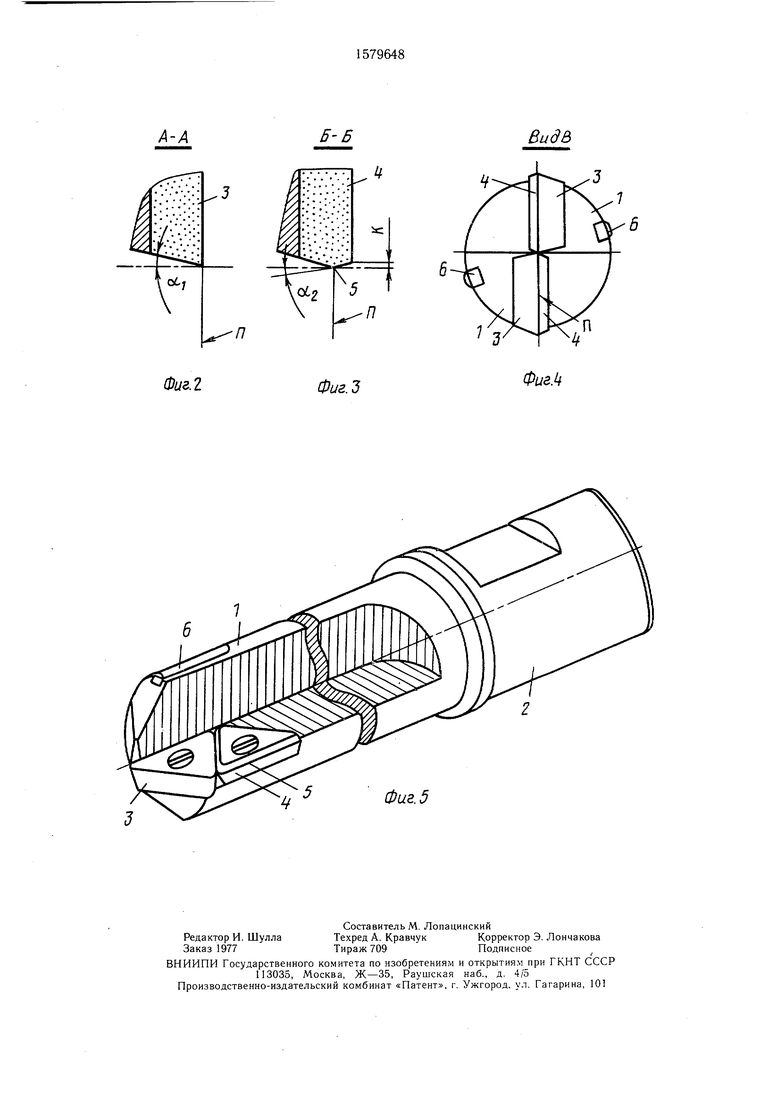
На фиг. 1 изображено сверло; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - вид В на фиг. 1; на фиг. 5 - пространственное изображение сверла.
15
Сверло содержит рабочую часть 1 и хвостовик 2. На рабочей части 1 установлены сменные многогранные режущие пластины 3 и дополнительные сменные многогранные опорные пластины 4. На дополнительных опорных пластинах выполнена грань 5 с об- 20 пластин для направляющих пластин обеспе- ратным затылованием. На спинках перьевчивает их высокую износостойкость при миИспользование сверла позволяет при сохранении высокой производительности достичь повышения точности обработки при обработке глубоких отверстий. Расположение дополнительных пластин вслед за режущими на каждом пере исключает опрокидывание сверла и подрезку /стенок отверстия при разнообрабатываемости заготовки, что неизбежно у сверл одностороннего резания. Использование сменных многогранных
установлены опорные шпонки 6.
Сверло работает следующим образом.
При врезании в материал заготовки режущих пластин 3 до вступления в контакт со „- стенками отверстия дополнительных опорных пластин 4 своими гранями 5 с обратным затылованием работа предлагаемого сверла не отличается от работы других сверл. В момент вступления в контакт со стенками отверстия граней 5 с обратным затылованием начинается процесс обработки, когда сверло опирается на стенки обрабатываемого отверстия вспомогательными режущими кромками режущих пластин и гранями 5. При обратном затыловании дополнительной опорной пластины 4, по боковой поверхности возникает отрицательный задний угол резанимальных затратах времени и средств на замену изношенной грани на полноценную.
Формула изобретения
30
ния. Режущий клин с отрицательным задним углом стружку не срезает даже при очень больших радиальных силах, прижимающих его к обрабатываемой поверхности.
Сверло, содержащее рабочую часть со стружечными канавками, образующими
перья со спинками, с центральной и периферийной сменными многогранными режущими пластинами с главными и вспомогательными режущими кромками, и хвостовик, отличающееся тем, что, с целью расширения технологических возможностей, сверло снабжено сменными многогранными опорными пластинами, установленными 35 вдоль оси сверла на каждом пере рабочей части с возможностью контактирования с режущими пластинами, при этом на опорных пластинах на расстоянии от оси сверла, равном расстоянию от оси сверла до вспомогательной режущей кромки, выполнена грань с
Вследствие этого жесткое закрепление режу- обратным затылованием, а на спинках перьев
щей и дополнительной пластин на каждом пере сверла и совпадение плоскости вспомогательной режущей кромки и грани дополнительной пластины обеспечивают исключение подрезания стенок отверстия вспомогательными режущими кромками. Сверло может срезать стружку только при перемещении вдоль оси. В случае попытки увода сверла от оси отверстия радиальными силами в контакт со стенками отверстия
установлены введенные в сверло оп шпонки с цилиндрической наружно верхностью, причем длина опорной ш равна длине грани опорной пласти 45 расстояние от оси сверла до цилинд кой поверхности шпонки равно расст от оси сверла до вспомогательной реж кромки периферийной режущей пла при этом расстояние от стружечной ка до опорной шпонки равно ширине оп
вступает соответствующая грань 5 и увод 50 шпонки, выбираемой из соотношения
исключается. Опорные шпонки 6 играют ту же роль, что и в сверлах одностороннего резания - поддержка сверла в плоскости, перпендикулярной плоскости главных режущих кромок.
,
где Ь - ширина шпонки;
d- диаметр по спинке сверла.
0 пластин для направляющих пластин обеспе- чивает их высокую износостойкость при миДлина опорных шпонок должна быть такой же, как и длина грани дополнительной опорной пластины, так как в противном случае часть шпонки либо грани не работает. Ширина шпонки и расстояние от стружечной канавки выбираются из соотношения
,
где Ъ- ширина шпонки;
d - диаметр по спинке сверла.
Использование сверла позволяет при сохранении высокой производительности достичь повышения точности обработки при обработке глубоких отверстий. Расположение дополнительных пластин вслед за режущими на каждом пере исключает опрокидывание сверла и подрезку /стенок отверстия при разнообрабатываемости заготовки, что неизбежно у сверл одностороннего резания. Использование сменных многогранных
нимальных затратах времени и средств на замену изношенной грани на полноценную.
Формула изобретения
Сверло, содержащее рабочую часть со стружечными канавками, образующими
перья со спинками, с центральной и периферийной сменными многогранными режущими пластинами с главными и вспомогательными режущими кромками, и хвостовик, отличающееся тем, что, с целью расширения технологических возможностей, сверло снабжено сменными многогранными опорными пластинами, установленными вдоль оси сверла на каждом пере рабочей части с возможностью контактирования с режущими пластинами, при этом на опорных пластинах на расстоянии от оси сверла, равном расстоянию от оси сверла до вспомогательной режущей кромки, выполнена грань с
обратным затылованием, а на спинках перьев
установлены введенные в сверло опорные шпонки с цилиндрической наружной поверхностью, причем длина опорной шпонки равна длине грани опорной пластины, а расстояние от оси сверла до цилиндрической поверхности шпонки равно расстоянию от оси сверла до вспомогательной режущей кромки периферийной режущей пластины, при этом расстояние от стружечной канавки до опорной шпонки равно ширине опорной
шпонки, выбираемой из соотношения
,
где Ь - ширина шпонки;
d- диаметр по спинке сверла.
А-А
Б-Б
Фиг. 2
Фиг.З
ВидВ
7V
ФигМ
Фиг. 5
