Изобретение относится к технологи одновременного изготовления нескольких электрических катушек и может быть использовано в электротехничес- кой и других отраслях промышленности
Цель изобретения - экономия материалов.
На чертеже представлена схема одновременной намотки катушек.
Способ осуществляют следующим образом.
Сигналы с датчика 1 числа витков и датчика 2 положения проводоуклад- чика 3 поступают в блок 4 управления где подсчитываются в соответствующих счетчиках 5 и 6..Датчики 7 контроля целостности проводов выходами связаны с входами блока 4 управления. По сигналу сработавшего датчика 7 контроля целостности провода осуществляют запоминание значений счетчика 5 числа витков в соответствующи номеру катушки регистрах 8 и счетчика 6 положения проводоукладчика 3 в соответствующих номеру катушки регистрах 9. -Направление укладки витков определяется по возрастанию или уменьшению координаты положения проводоукладчика. Результат, например, при движении вправо - логическая 1 а влево - логический О, запоминается в специальном регистре 10..Одновременно по сигналу датчика 7- контроля целостности проводов прекращают намотку катушек, после чего закрепляют на катушке или оправке конец оборванного провода путем ручной укладки витков без соблюдения требований к качеству, предотвращая тем самым их самораспускание.
После этого продолжают намотку исправных катушек до окончания Затем проводоукладчик 3 по команде блока 4 управления через блок 11 управления двигателем 12 возвращается в точку обрыва координата которой ранее определена в регистре 9. Это положение проводоукладчика 3 соответствует числу намотанных витков на дефектной катушке. .Сращивают оборванный провод. Так как часть витков этой катушки уже уложены неправильно из-за самораспускания, то следующей операцией является их смотка с дефектной катушки с синхронным движением ,перво- укладчика в направлении,, противоположном тому, которое было до обрыва
5
0
5
0
5
(возврат проводоукладчика) и запомнилось в специальном регистре 10,
Смотка осуществляется по командам блока 4 управления через блок 13 управления двигателем 14 шпинделя. Необходимое число витков смотки определяется любым известным способом, например визуально. После этих операций дефектная катушка готова для окончания намотки поскольку на ней все витки уже уложены правильно, а положение проводоукладчика с определенной точностью соответствует намотанному числу витков, т.е. положению последнего уложенного витка.
Для повышения точности способа целесообразно выполнить датчик 7 контроля целостности на известном принципе электромагнитного взаимодействия, по которому на изолирован- йый укладывающий ролик подают переменный электрический сигнал, который через емкости ролик-провод и провод- катушка-шпиндель передаются в приемное устройство. При этом из-за того, что контролируется целостность провода на участке ролик-катушка, момент обрыва с высокой точностью может соответствовать числу намотанных витков.
Наиболее рационально блок 4 управления выполнить в виде микропроцессорной системы 15 любого известного типа с запоминающим устройством 16, часть ячеек памяти которого выполняют функции счетчиков 5 и 6, регистров 8 и 9 и специального регистра 10.
Эффективность способа заключается в исключении брака из-за обрыва провода при одновременной намотке нескольких катушек, а также снижении трудоемкости исправления дефектов намотки, так как эти операции проводятся в едином технологическом цикле.
Формула изобретения
Способ одновременного изготовления электрических катушек согласно которому провод подают с помощью проводоукладчика на вращющийся каркас, отличающийся тем, что, с целью экономии материалов, определяют значение координаты и направление движения провода в момент его обрыва и прекращают намотку всех катушек, закрепляют оборванный провод на соответствующем каркасе, а после домотки остальных катушек провод с проводо51530449
укладчиком возвращают в закодирован- синхронным движением провода с прово- ное положение, сращивают с ним обор- доукладчиком в направлении, противо- ванный провод и производят отмотку положном направлению до его обрыва, нескольких витков с одновременным после чего катушку доматывают.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля процесса перемотки провода с подающей катушки на приемную | 1987 |
|
SU1509335A1 |
| Станок для намотки электрических катушек | 1982 |
|
SU1108518A1 |
| Устройство для намотки многослойных катушек | 1977 |
|
SU723689A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ МНОГОРЯДОВОЙ КАТУШКИ ИЗ КРУГЛОГО ИЗОЛИРОВАННОГО ПРОВОДА | 1998 |
|
RU2146072C1 |
| Устройство для изготовления кодовых жгутов постоянных запоминающих блоков | 1977 |
|
SU750556A1 |
| Устройство для управления намоточным станком | 1979 |
|
SU807398A1 |
| Устройство для изготовления и укладки обмотки в пазы статора электрической машины | 1989 |
|
SU1674314A1 |
| Установка автоматической намотки катушки | 2021 |
|
RU2773986C1 |
| Устройство управления механизмом укладки провода в намоточных станках | 1983 |
|
SU1134516A1 |
| Станок для намотки обмоток статоров электрических машин | 1986 |
|
SU1417113A1 |
Изобретение относится к электромашиностроению и м.б. использовано при изготовлении электрических катушек. Ци- экономия материалов. В случае обрыва провода на обной из катушек по сигналу с датчика 7 контроля целостности проводов прекращают намотку всех катушек, после чего закрепляют на катушке конец оборванного провода. При этом производится запоминание числа витков счетчиком 5 направление укладки и координаты движения раскладчика с проводом-счетчиком 6. После этого продолжают намотку исправных катушек до окончания. Затем проводоукладчик 3 по командам блока 4 управления через блок 11 управления двигателем 12 возвращается в точку обрыва, координата которой ранее определена в регистре 9, а оборванный провод сращивается. Производится домотка катушки. Эффективность способа заключается в исключении брака из-за обрыва провода при одновременной намотке нескольких катушек. 1 ил.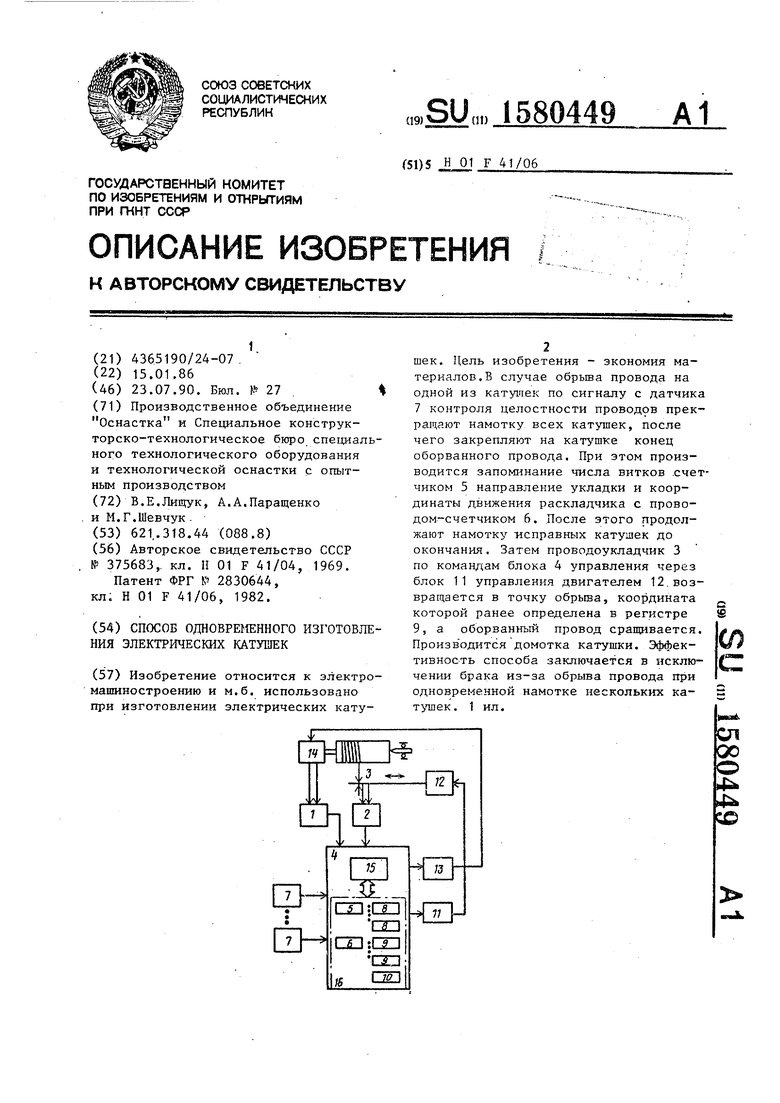
| ФИКСИРУЮЩЕЕ УСТРОЙСТВО | 0 |
|
SU375683A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
