(54) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОДОВЫХ ЖГУТОВ постоянных ЗАПОМИНАЮЩИХ БЛОКОВ

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированная система для прошивки постоянных запоминающих устройств | 1977 |
|
SU733015A1 |
| Устройство для управления прошивкой постоянных накопителей | 1979 |
|
SU894788A1 |
| Устройство изготовления кодовых жгутов для постоянных накопителей | 1977 |
|
SU736168A1 |
| Устройство для контроля блоков постоянной памяти | 1983 |
|
SU1125657A1 |
| Устройство для контроля постоянной памяти | 1984 |
|
SU1191944A1 |
| Устройство для контроля кодовых жгутов постоянных запоминающих блоков | 1974 |
|
SU521609A1 |
| Устройство для контроля постоянной памяти | 1987 |
|
SU1411838A2 |
| Устройство для контроля постоянных запоминающих устройств | 1976 |
|
SU563697A1 |
| Устройство для контроля постоянных запоминающих устройств | 1976 |
|
SU622175A2 |
| Устройство для контроля блоков постоянной памяти | 1980 |
|
SU886059A1 |
1
Изобретение относится к области запоминающих устройств, в частности к техническим средствам для их изготовления, и может быть использовано в радиоэлектронной промышленности при организации технологических процессов по производству блоков памяти.
Одни из известных устройств для изготовления кодовых жгутов постоянных запоминающих блоков содержат блоки ввода программы прошивки, управления, перемещения проводоукладчика, датчики перемещений. Однако данные устройства имеют ограниченную надежность из-за отсутствия контроля правильности перемещений проводоукладчика 1 и 2.
Из известных устройств наиболее близким к изобретению является устройство, содержащее блок управления, датчики перемещений, подвижную траверсу, несущую консоль с подвижной кареткой, на которой имеется проводоукладчик, причем для повышения производительности имеется дополнительная консоль с кареткой и проводоукладчиком, кинематически связанная с основной консолью 3. Такое устройство позволяет укладывать два жгута одновременно.
Однако это устройство позволяет укладывать не более двух жгутов одновременно; укладывание обоих жгутов производится по единой программе; запуск укладки одного жгута не может быть начат до тех пор,
J пока не будут подготовлены условия для укладки другого; остановки, связанные, например с обрывом провода на одном проводоукладчике, вызывают остановки при укладке другого жгута; сложная структура устройства и сложная схема контроля пра10 вильности исполнения программы укладки. Цель настоящего изобретения - упрощение устройства.
Указанная цель достигается тем, что в известном устройстве введены последовательно включенные формирователь адресов и адресный коммутатор, соединенный с блоком управления и датчиком перемещения, и последовательно соединенные датчик исходного положения механизма перемещения и блок контроля исходного положения,
20 подключенный к блоку управления и формирователю импульсов, датчик исходного положения механизма перемещения кинематически связан с блоком перемещения проводоукладчика.
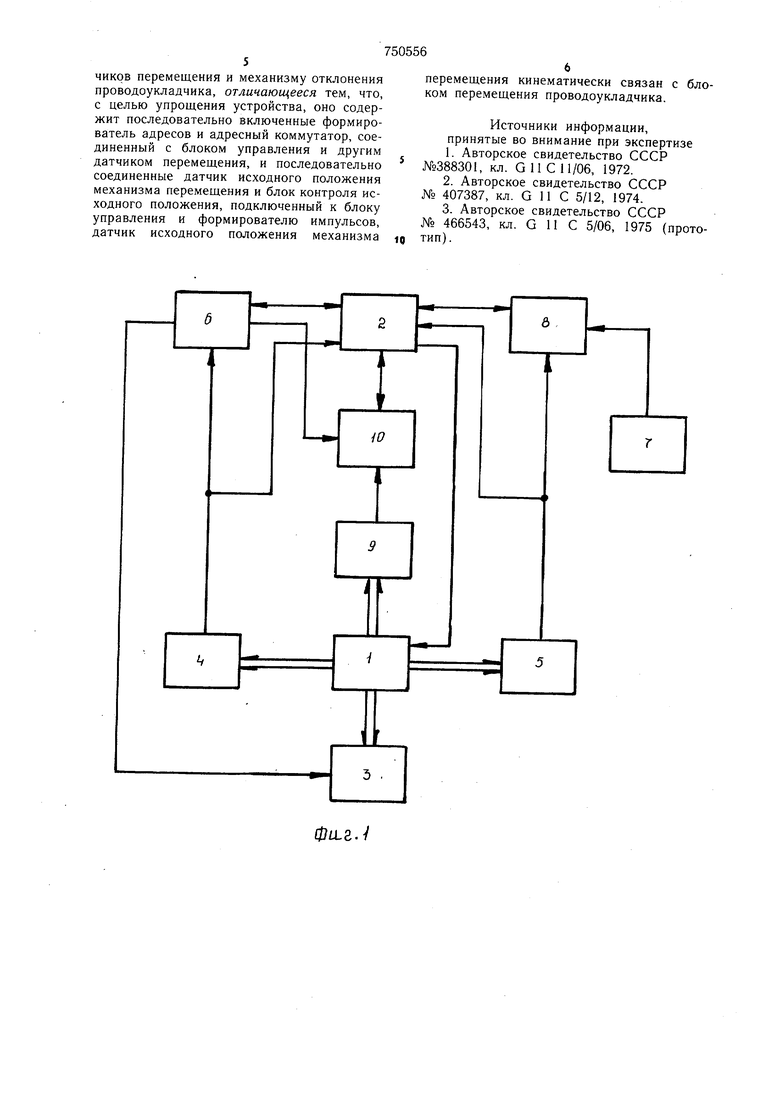
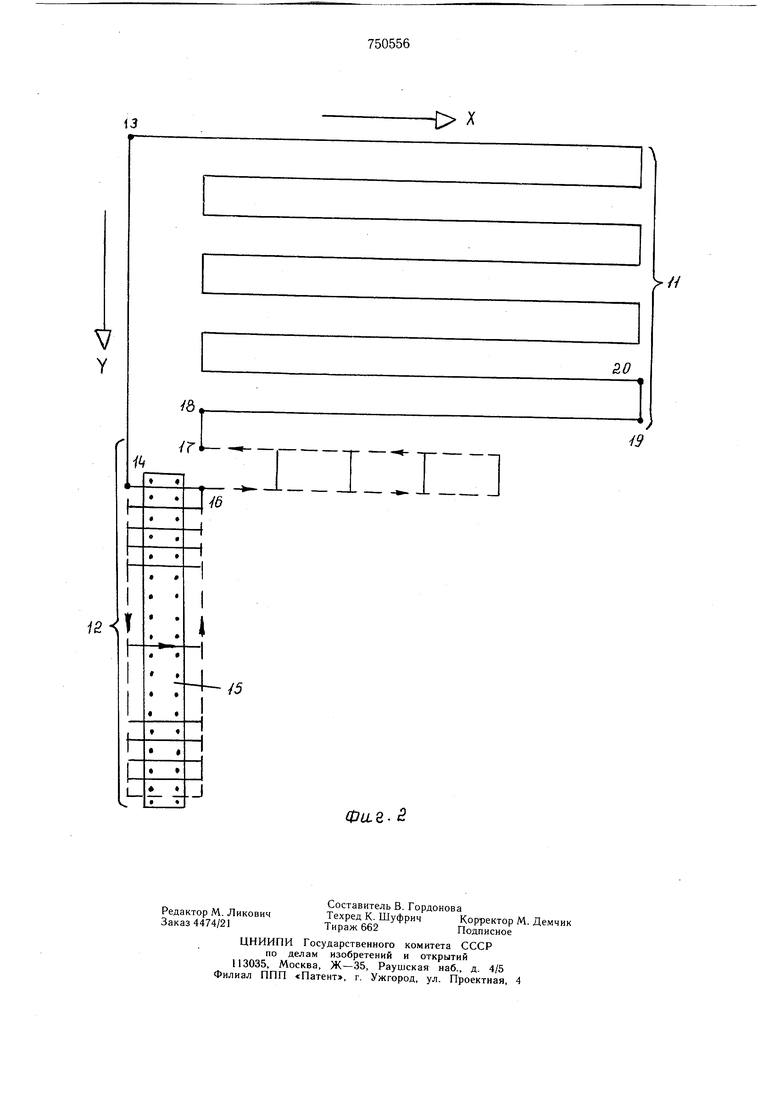
На фиг. схематически изображено предлагаемое устройство; на фиг. 2 приведен контур изготавливаемого жгута.
Устройство для изготовления кодовы.к жгутов постоянных запоминающих блоков содержит блок I перемещения проводоукладчика, блок 2 управления, механизм 3 отклонения проводоукла/ячика, датчики 4 и 5 перемещения, формирователь 6 импульсов, формирователь 7 адресов, адресный коммутатор 8, датчик 9 исходного положения механизма перемещения и блок 10 контроля исходного положения.
Устройство для изготовления кодовых жгутов постоянных запоминающих блоков работает следующим образом.
В формирователе 6 с помощью узла ввода программ (на чертеже не показан) формируются программы укладки жгутов, которые должны изготавливаться. Программа укладки каждого жгута попадает в свой массив памяти в соответствии с начальным адресом программы.
Для выбора определенной программы укладки имеется формирователь 7 адресов, с помощью которого в адресный коммутатор 8 записывается полный начальный адрес выбранного жгута. Этот адрес поступает в блок 2 управления для выбора определенного участка программы в формирователе 6, который, работая по определенной программе, с помощью блока 1 формирует контур будущего жгута. Контур жгута имеет постоянные, и переменные компоненты. На фиг. 2 постоянные компоненты изображены сплошными, а переменные - прерывистыми линия.ми. Жгут состоит из информационной 11 и адресной 12 частей.
Из точки 13 (исходное положение) контура блок 1 продвигает механизм 3 вдоль оси Y. Числовой датчик перемеп ения 5 посылает в блок 2 импульсы, число которых пропорционально пройденному расстоянию. В момент прохождения опорной точки контура 14 (фиг. 2) начинается отсчет щтырей адресной линейки 15. В момент совпадения номера щтыря и номера укладываемого провода, зашифрованного в его адресе, записанном в коммутаторе 8, блок 1 из.меняет направление движения проводоукладчика и движет его вправо вдоль оси X на определенное расстояние, определяемое блоком 2 и контролируемое числовым датчиком 4 перемещения. Затем по команде блока 2 происходит изменение направления движения блока 1. Начинается движение по координате Y в обратную сторону. Дойдя до опорной точки 16, механизм блока 1 вновь изменяет направление движения и движется по координате X вправо. При этом формируется монтажная петля жгута, длина которой зашифрована в адресах проводов укладываемого жгута, причем длина петли остается постоянной для данного жгута и может меняться с изменением номера жгута.
По окончании формирования длины петли блок 1 приходит в опорную точку 17. В этот момент блок 2 посылает сигнал опроса в формирователь 6. Механизмы блока 1, двигаясь вдоль оси X вправо, продвигают
проводоукладчик с манипулятором механиз.ма 3. Одновременно с числового датчика 4 перемещения в формирователь 6 поступает информация о пройденном расстоянии в виде импульсов, подаваемых на распределитель (на чертеже не показан), с помощью которого происходит поразрядное последовательное считывание позиционного кода первого числа укладываемого провода. При считывании логической «1 формирователь 6 подает на манипулятор механизма 3 сигнал,
отклоняющий его, и провод обходит соответствующий информационный штырь шаблона жгута (на чертеже не показан). С приходо.м механизмов блока 1 в опорную точку 19 блок 2 вновь опрашивает формирователь 6. В это время механизм блока 1 продвигает проводоукладчик механизма 3 к опорной точке 20 и с его приходом начинается укладывание второго числа данного провода, но в обратном направлении. Таким же образо.м происходит укладывание всех остальных чисел данного провода (по данному адресу). После укладки последнего числа (последнего ряда контура жгута) механизм блока 1 движется вдоль оси X влево в точку 13 (исходное положение). В момент прихода в эту точку срабатывает позиционный датчик 9 исходного положения и в блоке 10 контроля исходного положения происходит опрос элементов памяти устройства; Если в этот момент времени хотя бы один из счетчиков или регистров устройства не находится в нулевом состоянии, то происходит остановка до выяснения причины ошиб ки счета. Если состояние счетчиков и регистров устройства нулевое, то к адресу уложенного провода, хранящегося в коммутаторе 8, прибавляется единица и весь цикл укладывания повторяется с той лишь разницей, что провод заводится на очередной штырь адресной линейки 15.
Таким образом, за счет упрощения структуры управления формирование.м контура информационных проводов и контроля правильности исполнения программы укладки достигается упрощение структуры устройства.
Формула изобретения
Устройство для изготовления кодовых жгутов постоянных запоминающих блоков, содержащее блок перемещения проводоукладчика,соединенный с блоком управления и кинематически связанный с механизмом отклонения проводоукладчика и датчиками перемещения, подключенными к блоку управления, который соединен с формирователем импульсов, подключенным к одному из датчиков перемещения и механизму отклонения проводоукладчика, отличающееся тем, что, с целью упрощения устройства, оно содержит последовательно включенные формирователь адресов и адресный коммутатор, соединенный с блоком управления и другим датчиком перемещения, и последовательно соединенные датчик исходного положения механизма перемещения и блок контроля исходного положения, подключенный к блоку управления и формирователю импульсов, датчик исходного положения механизма
фи.г.У
блоперемещения кинематически связан с ком перемещения проводоукладчика.
Источники информации, принятые во внимание при экспертизе
№ 466543, кл. G 11 С 5/06, 1975 (прототип).
д
i«13
V
Y
-о
иО
/5
Фи.2-2
