Устройство для формирования многорядовой катушки относится к области изготовления катушек обмотки возбуждения электрических машин и устройств, в частности, бескаркасных полюсных катушек статоров вентильных двигателей.
Известны станки для многорядового наматывания, например, универсальный одношпиндельный бесчелночный полуавтомат модели УНП-1 для многорядового наматывания обмоток диаметром до 35 мм и длиной 2 - 70 мм проводами в эмалевой и стеклянной изоляциях ([1], с. 102).
Главное вращательное движение каркас катушки или шаблон каркаса получает от привода либо непосредственно через шпиндель, либо через механизм вращения в виде системы зубчатых колес для изменения скорости намотки и направления намотки.
Станок оборудован механизмами размещения, раскладки провода и его натяжения и позволяет производить как шахматную, так и рядовую укладку провода на шаблон каркаса.
Недостатком известного устройства является отсутствие узла для намотки, размещения, натяжения и укладки резервного провода с целью вывода начала обмотки на наружную поверхность катушек, что позволило бы повысить их эксплуатационные характеристики.
Задача изобретения состоит в повышении монтажных и эксплуатационных характеристик электрических машин и устройств за счет оборудования известного устройства узлом для намотки, размещения натяжения и укладки резервного провода с целью вывода начала обмотки катушки на наружную поверхность.
Дополнительное преимущество предлагаемое устройство может иметь при изготовлении катушек, форма которых отлична от овальной (круг, эллипс и т.д.) и имеет места перегиба обмотки, например, при намотке катушек треугольной формы, которые применяются, например, в качестве катушек возбуждения в статоре электрической вентильной машины дискового типа [2].
В данных машинах ширина боковых сторон контура треугольника обмотки катушки (см. , например, [2], фиг. 1, 2) определяет возможное число катушек возбуждения на статоре машины, а значит, и ее мощность, а вывод начала обмотки на наружную поверхность окружной стороны контура катушки (основание треугольника) позволяет обеспечить минимальный зазор между статором и ротором и повысить мощность и надежность машины.
Для указанных выше катушек неовальной формы предлагаемое устройство дополнительно обеспечивает наиболее плотную шахматную укладку провода на "рабочих" гранях катушки (боковых сторонах контура треугольника) с фиксацией участков "перекрестия" обмотки при переходе от ряда к ряду на "нерабочей" грани катушки (основании контура треугольника), а также вывод начала обмотки на наружную поверхность "нерабочей" грани катушки, что дает уменьшение габаритных размеров обмотки, а значит, экономию обмоточного провода, удобство монтажа и в конечном счете повышение эксплуатационных свойств машины.
Условия для обеспечения вышеуказанных преимуществ предлагаемого устройства следующие:
- начало и окончание намотки каждого витка должно производиться на "нерабочей" грани контура катушки;
- высота обмотки (число витков в ряду) должна быть кратной диаметру провода.
Поставленная задача достигается тем, что известное устройство для формирования многорядовой катушки из круглого изолированного провода, включающее корпус, привод, механизм вращения, рабочий вал с узлом закрепления шаблона катушки, механизмы размещения, натяжения и раскладки основного привода, счетчик витков, снабжено узлом формирования крайнего витка каждого ряда резервным проводом, состоящим из планшайбы с валом и механизмами намотки, размещения, натяжения и раскладки резервного провода, вал планшайбы кинематически связан через муфту переключения с рабочим валом, а рабочий вал кинематически связан с корпусом устройства.
Кроме того, планшайба оборудована узлом фиксации начала и окончания намотки витка, а рабочий вал установлен с возможностью осевого перемещения относительно вала планшайбы.
Кинематическая схема предлагаемого устройства приведена на фиг. 1.
Устройство включает корпус (1), привод (2) и связанный с ним механизм вращения (3), рабочий вал (4) с узлом установки шаблона (5) каркаса катушки и ведомым диском (6) муфты переключения, например, зубчатой, вал (7), жестко связанный с планшайбой (8) и ведущим диском (9) муфты переключения, а также с механизмом вращения (3).
Ведомый диск (6) муфты кинематически связан, например, через вилку с механизмом переключения (10) и при осевом перемещении сцепляется или с ведущим диском (9) муфты переключения и валом (7) (положение рукоятки механизма переключения "ОН"), что обеспечивает совместное синхронное вращение рабочего вала (4) и вала планшайбы (7), или с неподвижным диском (11) муфты переключения, жестко связанным с корпусом (1) (положение рукоятки - "РН"), что обеспечивает вращение планшайбы (8) вокруг неподвижного шаблона (5). На фиг. 1 механизм переключения изображен в нейтральном положении.
Вал (7) планшайбы (8) через подшипник (12) установлен в корпусе (1) устройства, а рабочий вал (4) размещен внутри вала (7) через подшипник скольжения (13), который обеспечивает при переключении муфты осевое перемещение рабочего вала (4) на величину (А), что позволяет более качественно укладывать основной или резервный провод при формировании витка и ряда намотки.
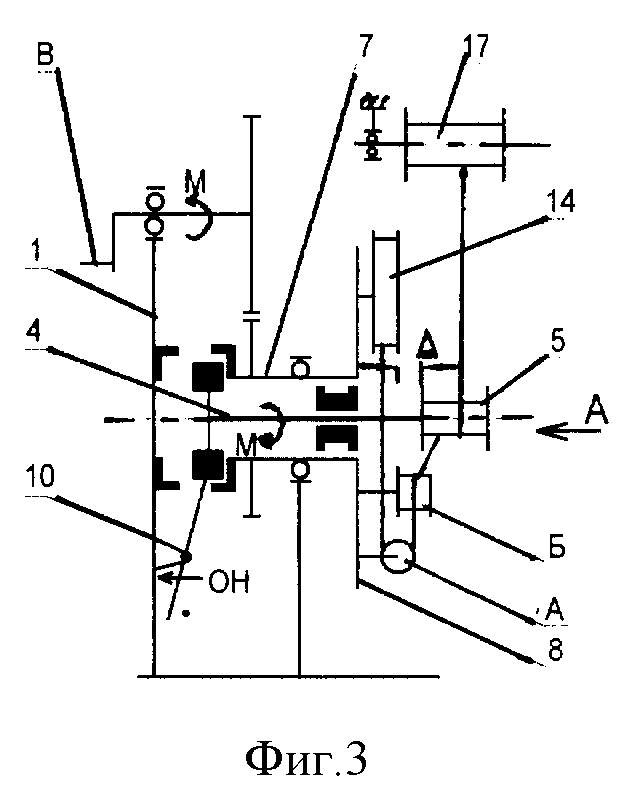
Указанное перемещение (Δ) условно изображено на фиг. 3.
Планшайба (8) оборудована механизмами для размещения резервного провода (14), его натяжения (15) и раскладки (16).
В комплект устройства входят также механизмы для размещения (17), натяжения (18) и раскладки (19) основного провода и счетчик витков (20).
Планшайба (8) дополнительно снабжена механизмом для предварительного наматывания (21) резервного провода на механизм его размещения (14) и узлом фиксации начала и окончания намотки витка, состоящего, например, из проточки (22) на корпусе планшайбы (8) и фиксатора (23), например, подпружиненного шарика, закрепленного на корпусе (1) устройства, что позволяет контролировать начало и окончание намотки витка.
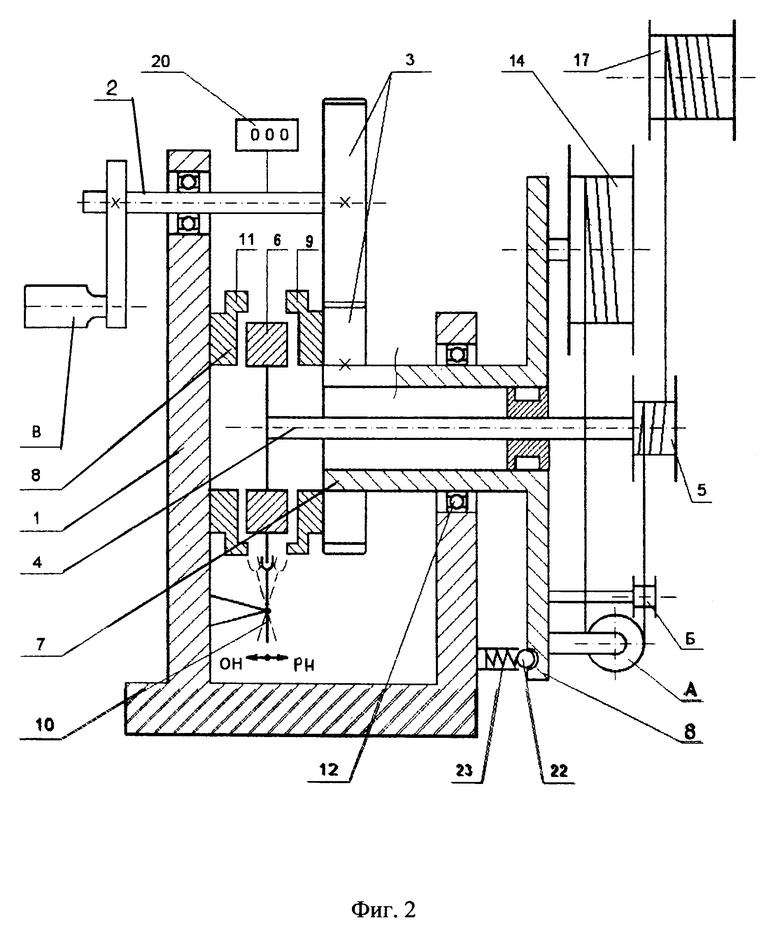
На фиг. 2 приведена принципиальная схема модельного настольного станка с ручным приводом для изготовления упомянутых выше катушек треугольной формы.
В данном станке отсутствуют механизмы натяжения (18) и раскладки (19) основного провода. Намотка основным проводом производилась непосредственно с подторможенной бобины (17).
Механизм натяжения резервного провода (15) отсутствовал.
Механизм размещения (14) резервного провода представлял собой подторможенную катушку, предварительная намотка резервного провода на которую с основной бобины (17) производилась с помощью съемной рукоятки (на фиг. 2 не показана).
Механизм раскладки резервного провода представлял из себя два направляющих ролика (А) и (Б). Привод станка выполнен в виде рукоятки (В), связанной с механизмом вращения (3), который состоял из шестеренчатой пары.
Принцип работы предлагаемого устройства на примере формирования катушки с треугольным контуром обмотки с наиболее плотной шахматной укладкой провода на боковых сторонах и выводом обоих концов обмотки на наружную поверхность катушки (основание треугольника) приведен на фиг. 3-10.
Здесь на фиг. 3 и 7 приведены схематически рабочие положения станка при формировании соответственно одного витка намотки основным проводом и крайнего витка ряда при домотке резервным проводом.
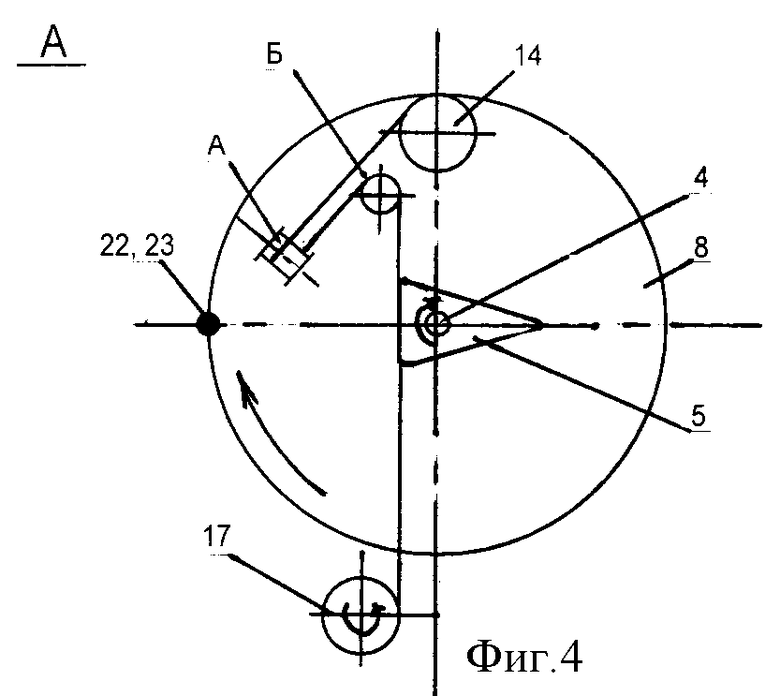
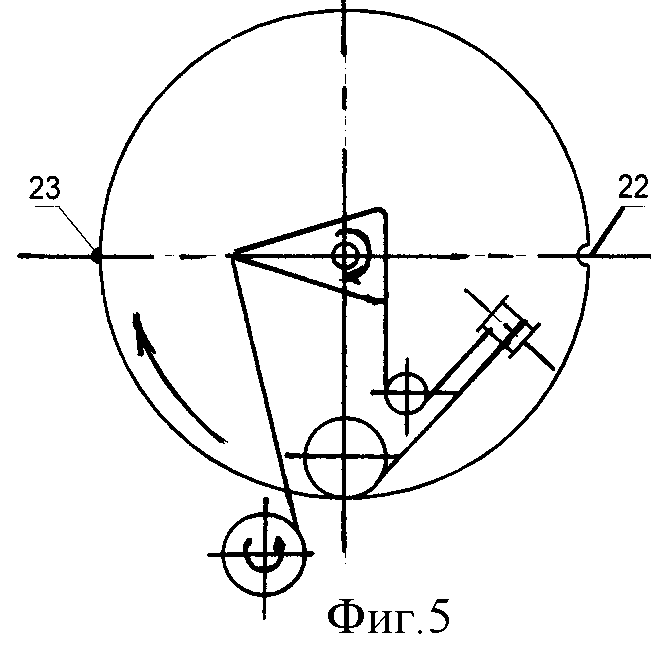
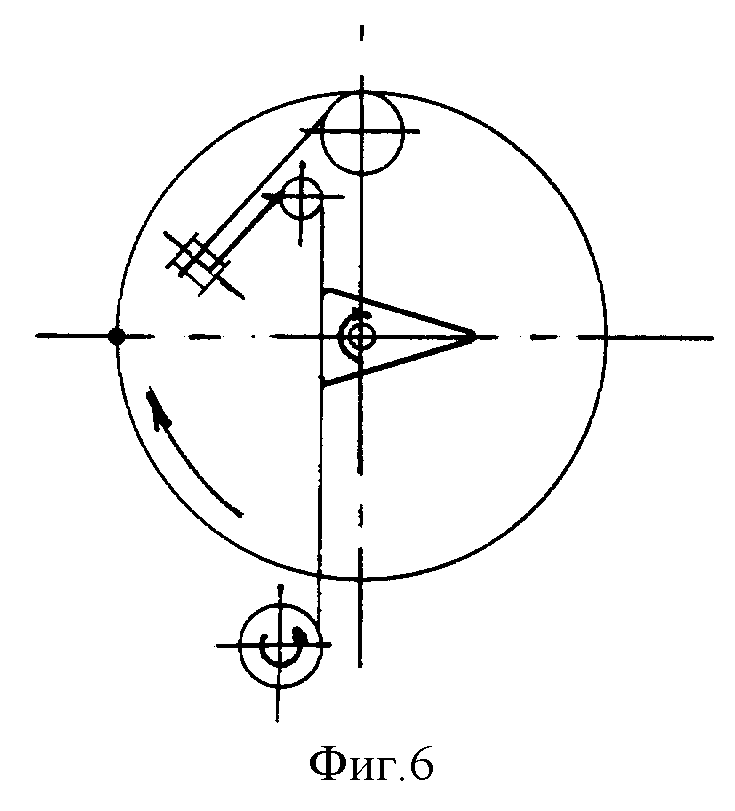
На фиг. 4-6, которые представляют собой вид по стрелке А фиг. 3, показаны три последовательные позиции планшайбы (8) с шаблоном (5) при формировании одного полного витка ряда намотки основным проводом:
- фиг. 4 - начало намотки витка, исходное положение;
- фиг. 5 - совместный поворот планшайбы и шаблона на 180o;
- фиг. 6 - совместный поворот планшайбы и шаблона на 360o;
окончание намотки витка.
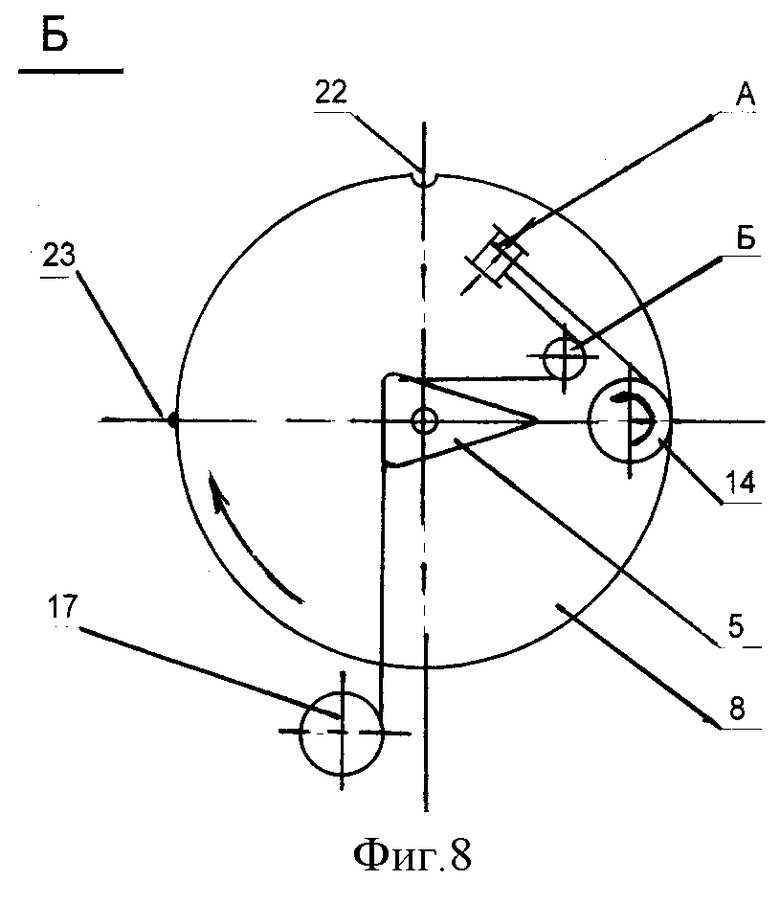
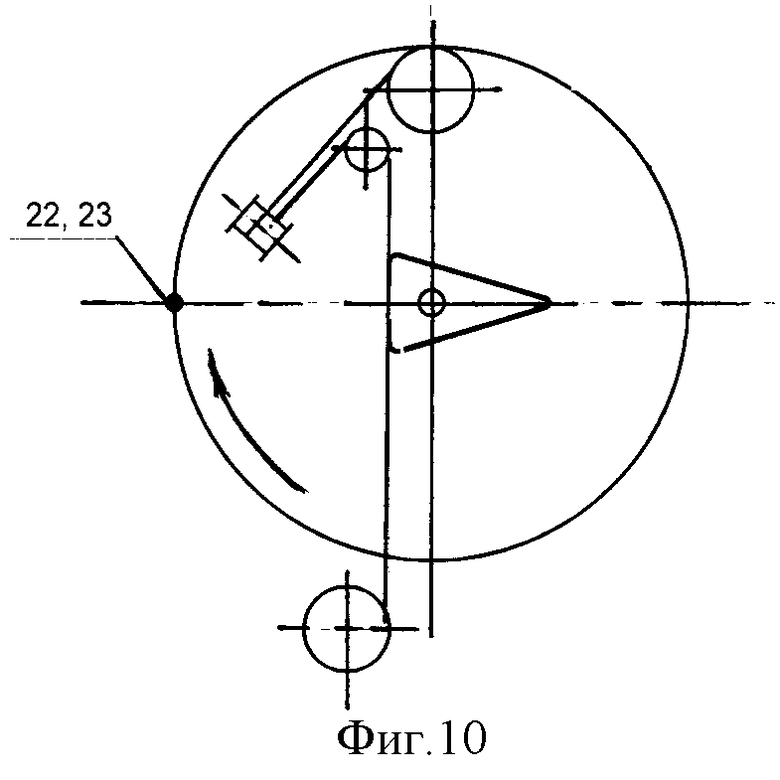
На фиг. 8-10, которые представляют собой вид по стрелке Б фиг. 7, показаны три последовательные позиции планшайбы (8) с шаблоном (5) при домотке крайнего витка ряда намотки резервным проводом:
- фиг. 8 - поворот планшайбы на 90o, шаблон неподвижен;
- фиг. 9 - поворот планшайбы на 180o, шаблон неподвижен;
- фиг. 10 - поворот планшайбы на 360o, шаблон неподвижен,
окончание домотки витка.
Порядок взаимодействия узлов и механизмов предлагаемого устройства следующий.
Шаблон (5) каркаса треугольной формы устанавливается и закрепляется на рабочем валу (4), с ориентацией основания треугольника шаблона напротив механизма фиксации (22, 23) (фиг. 4).
Провод, предварительно заведенный на ролики (А) и (Б) и намотанный с бобины (17) основного провода на приемную катушку (14) (указанная операция отдельно не показана), укладывается на "нерабочую" грань шаблона (основание треугольника) и фиксируется натяжением и подтормаживанием катушек (14) и (17) (фиг. 4).
Механизм переключения (10) муфты ставится в положение "ОН" (основная намотка) (фиг. 3). При этом вал (7) планшайбы (8) сцепляется с валом (4) шаблона (5), а вал (4) дополнительно сдвигается вправо на величину Δ = 3-5 мм и тем самым резервный провод не мешает укладке основного провода.
Далее вращением рукоятки (В), а значит вращением вала (7), планшайбы (8) и шаблона (5) производится намотка основным проводом витков первого ряда и обратного второго ряда намотки без последнего его витка (фиг. 4-6). При этом основной провод сматывается с бобины (17) и наматывается на шаблон каркаса, а резервный провод остается неподвижным относительно шаблона. При этом также во время намотки обратного (второго) ряда все "перекрестия" обмотки фиксируются на "нерабочей" стороне (основании треугольника) шаблона, а на "рабочих" (боковых сторонах треугольника) сторонах шаблона формируется упорядоченная шахматная укладка провода.
Начало и окончание витков определяются механизмом фиксации витка (22, 23).
Затем переключатель (10) муфты переводится в положение "РН" (намотка резервным проводом) (фиг. 7).
При этом рабочий вал (4) шаблона (5) расцепляется от вала (7) планшайбы (8), фиксируется относительно корпуса (1) и дополнительно смещается влево на Δ = 3-5 мм, что позволяет производить более удобную и качественную укладку резервного провода на шаблон.
Далее вращением рукоятки (В) производится домотка резервным проводом одного или двух крайних витков обратного ряда намотки за счет вращения вала (7) и самой планшайбы (8) относительно неподвижного рабочего вала (4) и шаблона (5) (фиг. 8-10).
Начало и окончание намотки витков как и ранее определяются механизмом фиксации витка (22, 23).
Затем переключатель муфты вновь переводится в положение "ОН". При этом валы (4) и (7) сцепляются (фиг. 3).
Таким образом, цикл формирования первого и второго (т.е. прямого и обратного) рядов намотки считается законченным и устройство подготовлено для формирования аналогично следующих двух рядов намотки. И так далее до окончания всей намотки. При этом на рабочих сторонах катушки обеспечивается плотная шахматная укладка провода, а начало обмотки выводится на наружную поверхность "нерабочей" стороны катушки.
Порядок работы предлагаемого устройства при формировании катушки не с шахматной, а рядной укладкой провода и с выводом начала обмотки на наружную поверхность катушки аналогичен вышеописанному и проще в исполнении.
Он применим для любой формы каркаса (круг, овал, треугольник) и не требует обязательного условия фиксации начала и окончания витка.
Отличие лишь в том, что после окончания намотки одного ряда основным проводом на сформированную поверхность ряда укладывается полоска, например, лакоткани по всей длине ряда обмотки, которая обеспечивает равномерность укладки следующего ряда намотки.
По окончании формирования всех рядов обмотки и закрепления обоих концов ее на наружной поверхности катушки производятся снятие шаблона с устройства и фиксация обмотки, например, заливкой известным компаундом типа КП 103.
Предлагаемое устройство позволяет повысить монтажные и эксплутационные характеристики электрических машин и устройств путем:
- увеличения числа витков катушек при заданных их габаритах или уменьшения размеров катушек и экономии монтажного провода при заданном числе витков за счет увеличения плотности намотки;
- уменьшения постановочных размеров катушек, повышения надежности и упрощения монтажа за счет вывода начала обмотки на наружную поверхность катушки.
Литература
1. В.А. Скороходов. Намоточные станки. Выпуск 9. - М.: "Энергия", 1970 - (прототип с. 102).
2. Патент СССР N 1494877.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЯМОГО ФОРМИРОВАНИЯ ОБМОТКИ МНОГОРЯДОВОЙ КАТУШКИ ИЗ КРУГЛОГО ИЗОЛИРОВАННОГО ПРОВОДА | 1998 |
|
RU2137279C1 |
| УСТАНОВКА ДЛЯ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ УГЛЕРОДНОГО ВОЛОКНИСТОГО МАТЕРИАЛА В ГАЗОВОЙ АТМОСФЕРЕ | 1999 |
|
RU2175696C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖГУТОВ | 1990 |
|
RU2014765C1 |
| КАТАЛИТИЧЕСКИЙ БЛОК НЕЙТРАЛИЗАТОРА ОТРАБОТАВШИХ ГАЗОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1990 |
|
RU2028469C1 |
| Станок для намотки и укладки катушек в пазы статора электрических машин | 1980 |
|
SU907711A1 |
| Станок для намотки и укладки катушек в пазы статора электрических машин | 1980 |
|
SU1065973A1 |
| БОБИНОДЕРЖАТЕЛЬ | 1999 |
|
RU2168454C1 |
| БОБИНОДЕРЖАТЕЛЬ | 1999 |
|
RU2168455C1 |
| Устройство для изготовления и укладки обмотки в пазы статора электрической машины | 1989 |
|
SU1674314A1 |
| Станок для намотки и укладки катушекВ пАзы МАгНиТОпРОВОдА CTATOPOB элЕКТРи-чЕСКиХ МАшиН | 1978 |
|
SU817885A1 |


Изобретение относится к области электротехники и касается устройств для изготовления катушек обмотки возбуждения электрических машин, в частности бескаркасных полюсных катушек статоров вентильных двигателей. Сущность изобретения состоит в том, что устройство включает корпус, привод, механизм вращения, рабочий вал с узлом закрепления шаблона катушки, механизмы размещения, натяжения и раскладки основного провода, счетчик витков. Согласно изобретению устройство содержит узел формирования крайнего витка каждого ряда резервным приводом, состоящим из планшайбы с валом и механизмами намотки, размещения, натяжения и раскладки резервного провода, при этом вал планшайбы кинематически связан через муфту переключения с рабочим валом, а рабочий вал кинематически связан с корпусом устройства. Технический результат от использования данного изобретения состоит в том, что оно позволяет повысить монтажные и эксплуатационные характеристики электрических машин и устройств путем увеличения числа витков катушек при заданных им габаритах или уменьшения размеров катушек и экономии монтажного провода при заданном числе витков за счет увеличения плотности намотки, уменьшения постановочных размеров катушек, повышения надежности и упрощения монтажа за счет вывода начала обмотки на наружную поверхность катушки. 2 з.п. ф-лы, 10 ил.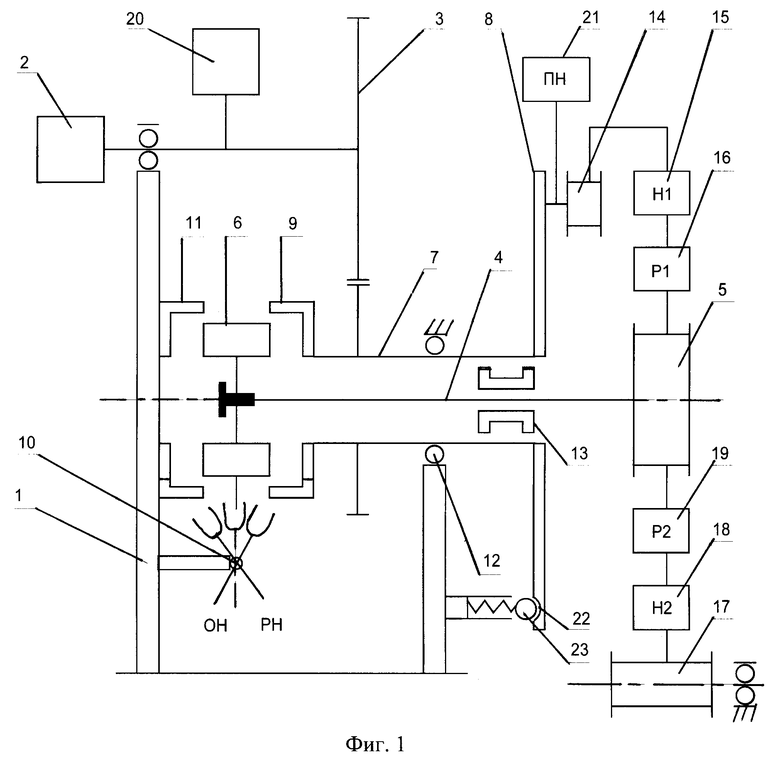
| СКОРОХОДОВ В.А | |||
| Намоточные станки, Выпуск 9 | |||
| - М.: Энергия, 1970, с.102 | |||
| Бесщеточная электрическая машина постоянного тока дискового типа | 1982 |
|
SU1494877A3 |
| ШАБЛОН ДЛЯ НАМОТКИ И УКЛАДКИ ГРУППЫ СЕКЦИЙ | 0 |
|
SU258456A1 |
| Способ изготовления непрерывных обмоток и устройство для его осуществления | 1989 |
|
SU1677798A1 |
| US 4365656 A, 28.12.82 | |||
| DE 2953929 C1, 23.02.84. | |||

