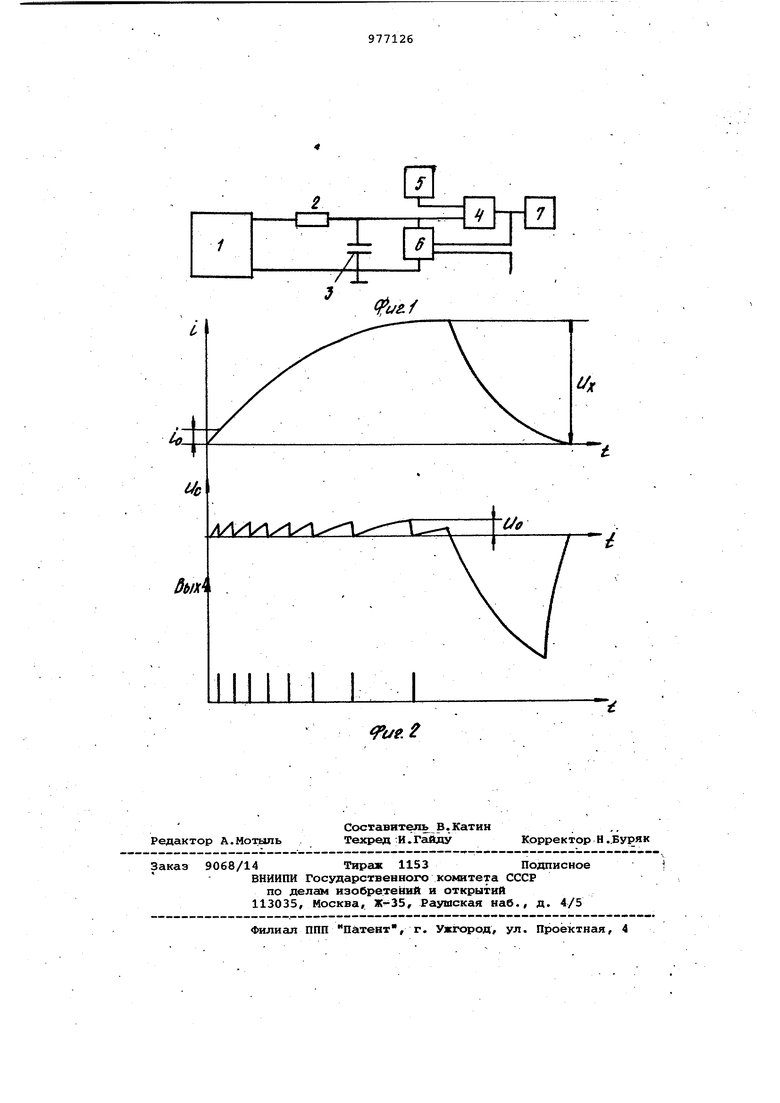
ход интегрирующей цепи соединены со схемой сравнения, выход которой соединен с входом узла регистрации измерения, введен автоматический, ключ, подключенный параллельно интегрирующей цепи и соединен ный своим выходом с входом узла регистрации измерения, выполненным в виде цифрового счетчика; На фиг. 1 изображена 1|ункциональ ная схема устройства; на фиг.2 временные диаграммы работы устройства. . . . Устройство содержит лояс 1 Рогов кого, резистор 2 и. емкость 3, образующие интегрирующую цепь, схему 4 сравнения, источник 5 постоянного н пряжения , ключ б и счетчик 7. Элеме ты устройства соединены следующим о разом. Выход пояса 1 Роговского через P зистор 2 подклю ен к емкости 3 и первому входу схемы 4 сравнения, второй вход которой соединен с выхо дом источника 5 постоянного напряже ния. Выход cxeNbJ 4 сравнения соединен с входом счетчика 7 и первым уп равляющим входом ключа б, который подключен параллельно емкости 3. Кроме того, второй управлякадий вход ключа б соединен с выходом схема управления сварочной машины. Устройство работает следующим образом. При включении сварки сигнал с вы хода пояса Роговского, пропор ионал ic6. ный производной тока-сваркиинтегрируется цепью, состоящей из р зисторов 2 и емкости 3, на выходе к торой получается сигнал, пропорциональный сварочному току i.. . Этот сигнал сравнивается с величиной напряжения UQ На выходе источника 5 в схеме 4 сравнения и при Их равенстве схема 4 сравнения выдает импульс, который кратковременно включает Ключ 6. Ключ 6 разряжает емкость 3 (фиг.2). Емкость 3-далее снова заряжается до напряжения UQ и затем заряжается ключом 6. Процесс повторяется ,пока не будет достигнут максимум импульса тока. Поскольку напряжение заряди далее изменяет свою полярность, схема 4 сравнения не срабатывает. Разряд емкости 3 в конце сварки осуществляется посигналу об окончании сварки от схемы управления сварочной машины. Импульсы управления ключом б с выхода схемы 4 сравнения накапливаются в счетчике 7. Очевидно, что число импульсов равняется целой части от деления напряжения О , пропорционального максимал-ьному значению тока, на величину напряжения UQ источника 5. Величина напряжения UQ очевидно определяет основную погрешность измерения. Предлагаемое устройство обладает более высокой точностью измерения. Использование предлагаемого устройства позволяет повысить производительность труда сварщика при под-, боре режимов сварки, а также повыбить качество сварных соединений. Формула изобретения Устройство для измерения амплитудного значения импульсов сварочного тока, содержащее датчик тока, интегрирующую цепь, состоящую из емкости и резистора, источник опорного напряжения, схему сравнения и узел регистрации измерения, причем выход источника опорного напряжения и выход интегрирующей цепи соединены со схемой сравнения, выход которой соединен с входом узла регистрации измерения, отличающеес я тем, что, с целью повышения точности измерения сварочного тока, в него введен автоматический ключ, подключенный параллельно емкости интегрирующей цепи и соединен-;, ный своим илходом с входом угла регистрации измерения, выполненным в виде цифрового счетчика. Источники информации, принятые во внимание при экспертизе 1.Патон Б.Е., Лебедев,в.К, Электрооборудование для контактной . М., Монаиностроение, 1969, с.418, 426. 2.Орлов В.Д. и др. Контроль то-г чечной и роликовой электросварки. М., Машиностроение, 1973, с.141 (прототип).
г/
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения амплитудного значения импульсов сварочного тока | 1983 |
|
SU1139592A2 |
| Устройство для измерения сварочного тока | 1978 |
|
SU742073A1 |
| ЦИФРОВОЙ ДОЗАТОР ЭЛЕКТРОЭНЕРГИИ ДЛЯ ТОЧЕЧНОЙ СВАРКИ | 2003 |
|
RU2245236C2 |
| Способ измерения сварочного тока | 1973 |
|
SU467797A1 |
| Устройство для отсчета времени про-ТЕКАНия СВАРОчНОгО TOKA | 1979 |
|
SU846156A1 |
| Устройство для измерения напряжения на сварочных электродах | 1981 |
|
SU998054A1 |
| Устройство для автоматического измерения энергии при стыковой сварке | 1981 |
|
SU998050A1 |
| ПЕРЕНОСНОЙ ЦИФРОВОЙ ИЗМЕРИТЕЛЬ БОЛЬШИХ ПОСТОЯННЫХ ТОКОВ | 1996 |
|
RU2131128C1 |
| Устройство для измерения и контроля действующего значения сварочного тока | 1991 |
|
SU1787090A3 |
| Способ контроля величины энергии при контактной сварке на конденсаторных точечных и шовных машинах и устройство для его осуществления | 1988 |
|
SU1648679A1 |
/ИХИх1Х1
ие,2
