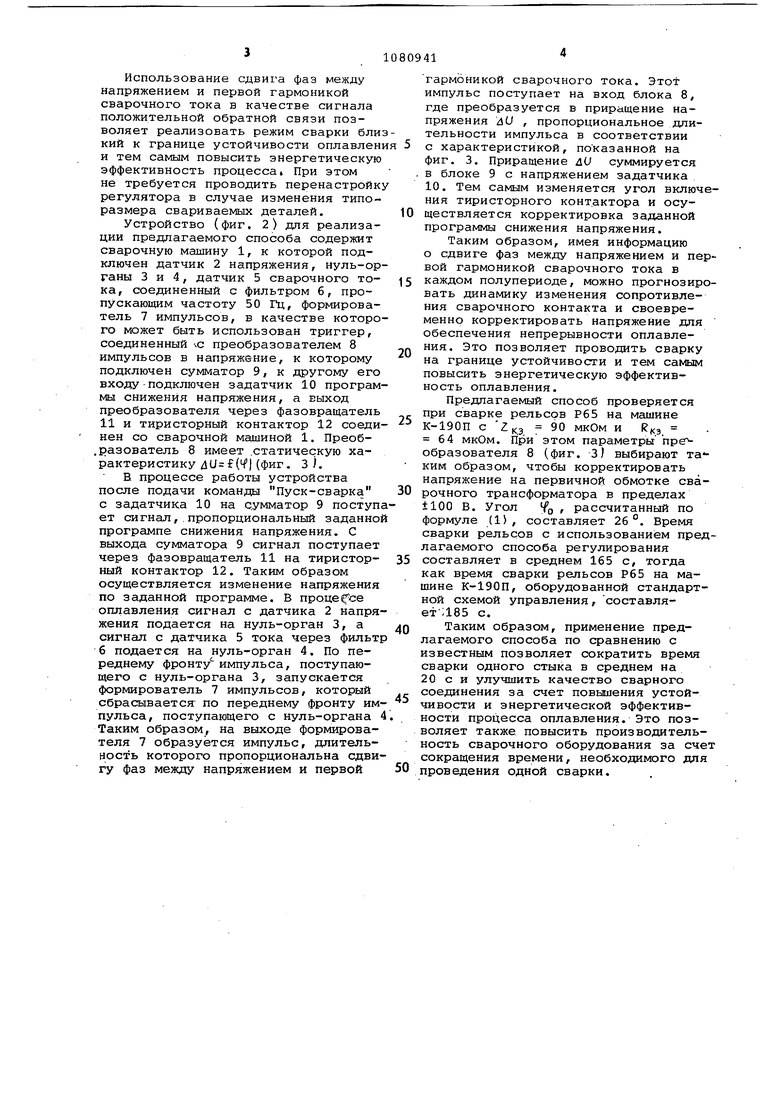
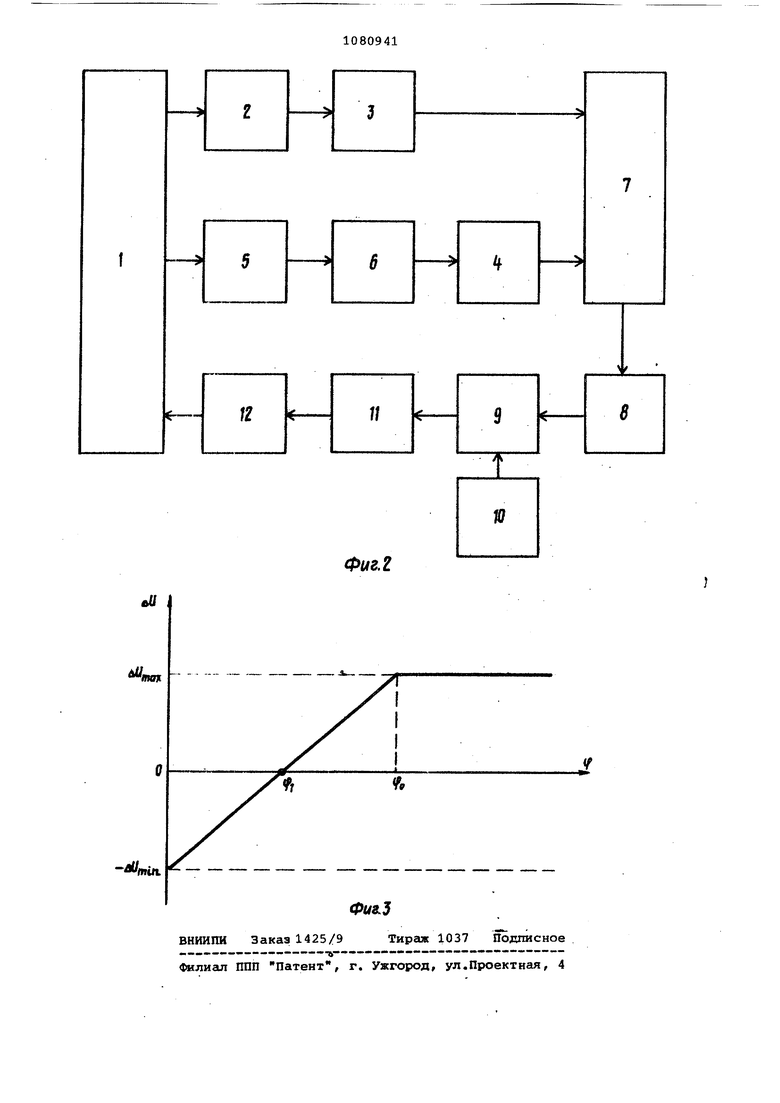
Изобретение относится к сварочному производству и может быть использовано при контактной стыковой сварке непрерывным оплавлением деталей преимущественно с большим поперечным сечением. Известны различные способы регулирования процесса контактной стыко вой сварки оплавлением с воздействием на напряжение в зависимости от сигнала положительной обратной связи по одному из параметров процесса. Известен способ регулирования пр цесса контактной стыковой сварки оплавлением, в котором применена положительная обратная связь по току оплавления, воздействующая при превышении заданного тока на фазовращатель, сдвигающий углы зажигани игнитронов в сторону увеличения напряжения на сварочном трансформаторе flL Недостатком способа управления является необходимость проведения большого объема экспериментальных работ по выбору уставок корректора напряжения в зависимости от типоразмера свариваемых заготовок и характеристик оборудования. Наиболее близким к изобретению по технической сущности является способ регулирования процесса контактной стыковой сварки оплавлением преимущественно деталей с большим поперечным сечением путем воздействия на напряжение в зависимости от сигнала положительной обратной : связи по одному из параметров процесса. В качестве сигнала положительной обратной связи принято отно шение суммарной длительности кор(тких замыканий к текущему времени оп (Лавления 2}, Однако известный способ обладает большой инерционностью в оценке непрерывности оплавления. Сигнал обра ной связи учитывае т только факт, чт короткое замыкание произошло, но не позволяет прогнозировать переход оплавления в короткое замыкание, т. известный способ не позволяет опера тивно -регулировать напряжение, проз дя оплавление в наиболее энергетически выгодном режиме. Целью изобретения является повышение качества сварного соединенная и улучшение энергетической эффектив ности процесса оплавления. Поставленная цель достигается тем, что согласно способу регулирования процесса контактной стыковой сварки оплавлением преимущественно деталей с большим поперечным сечением путем воздействия на напряжени в зависимости от сигнала положитель ной обратной связи по одному из параметров процесса, в качестве параметра, характеризующего устойчивост 41 процесса оплавления, принимают сдвиг фаз между напряжением и первой гармоникой сварочного тока. На фиг,. 1 показана зависимость мощности Р от сопротивления R сварочного контакта при различных напряжениях сварочного трансформатора} на фиг. 2 - устройство для реализации предлагаемого способа, вариантJ на фиг. 3 - статическая характеристика преобразователя длительности импульсов в напряжение. Энергетически наиболее выгодным является режим, при котором сопротивление сварочного контакта R равно активному сопротивлению короткого замыкания сварочной машины Ккд. При сварке непрерывным оплавлением сопротивление контакта изменяется случайным образом в больших пределах, что гложет привести к короткому замыканию торцов. В то же время саморегулирование процесса возможности только при .3. На фиг. 1 показана зависимость мощности, генерируемой в искровом зазоре, от сопротивления контакта при различных значениях напряжения во вторичной обмотке сварочного трансформатора. Допустим, что сопротивление увеличилось от R до РЗ , тогда мощность снизится от р2 ДО РЗ Это влечет за собой снижение скорости оплавления, торцы начнут сближаться и сопротивление уменьшится. Процесс возвращается в исходное состояние. В случае, когда сопротивление уменьшилось от R2 до R , мощность возрастает, увеличивается искровой зазор, что приводит к возрастанию сопротивле ния. Изменение напряжения в соответствующую сторону помогает процессу саморегулирования (фиг. 1, точки 1 и 3). Это позволяет приблизиться к границе устойчивости и повысить эффективность процесса оплавления. Измерение сопротивления контакта в процессе оплавления затруднено. Однако его можно оценить по величине сдвига фаз между напряжением и первой гармоникой сварочного тока. На границе устойчивости при i - К к 1( предельно допустимое значение сдвйга фаз Чп можно определить из выражения:где X реактивная составляющая короткого замыкания сварочной машины. По мере возрастания R сдвиг фаз Ч убывает и принимает значение, близкое к нулевому при достаточно большом R , т.е. когда процесс проходит с большим запасом устойчивости. Использование сдвига фаз между напряжением и первой гармоникой сварочного тока в качестве сигнала положительной обратной связи позволяет реализовать режим сварки бли кий к границе устойчивости оплавлен и тем самым повысить энергетическую эффективность процесса При этом не требуется проводить перенастройк регулятора в случае изменения типоразмера свариваемых деталей. Устройство (фиг. 2) для реализации предлагаемого способа содержит сварочную машину 1, к которой подключен датчик 2 напряжения, нуль-ор ганы 3 и 4, датчик 5 сварочного тока, соединенный с фильтром 6, пропускающим частоту 50 Гц, формирователь 7 импульсов, в качестве которо го может быть использован триггер, соединенный -.с преобразователем 8 импульсов в напряжение, к которому подключен сумматор 9, к другому его входуподключен задатчик 10 програм мы снижения напряжения, а выход преобразователя через фазовращатель 11 и тиристорный контактор 12 соеди нен со сварочной машиной 1. Преоб.разователь 8 имеет .статическую карактеристику Usflf) (фиг, 3 ). В процессе работы устройства после подачи команды Пуск-сварка с задатчика 10 на сумматор 9 поступ ет сигнал,.пропорциональный заданно програмпе снижения напряжения. С выхода сумматора 9 сигнал поступает через фазовращатель 11 на тиристорный контактор 12. Таким образом осуществляется изменение напряжения по заданной программе. В процессе оплавления сигнал с датчика 2 напря жения подается на нуль-орган 3, а сигнал с датчика 5 тока через фильт б подается на нуль-орган 4. По переднему фронту импульса, поступающего с нуль-органа 3, запускается формирователь 7 импульсов, который сбрасывается по переднему фронту им пульса, поступающего с нуль-органа Таким образом, на выходе формирователя 7 образуется импульс, длительность которого пропорциональна сдви гу фаз между напряжением и первой гармоникой сварочного тока. Этот импульс поступает на вход блока 8, где преобразуется в приращение напряжения AU , пропорциональное длительности импульса в соответствии с характеристикой, показанной на фиг. 3. Приращение ли суммируется в блоке 9 с напряжением задатчика 10. Тем самым изменяется угол включения тиристорного контактора и осуществляется корректировка заданной программы снижения напряжения. Таким образом, имея информацию о сдвиге фаз между напряжением и первой гармоникой сварочного тока в каждом полупериоде, можно прогнозировать динамику изменения сопротивления сварочного контакта и своевременно корректировать напряжение для обеспечения непрерывности оплавления. Это позволяет проводить сварку на границе устойчивости и тем самым повысить энергетическую эффективность оплавления. Предлагаемый способ проверяется при сварке рельсов Р65 на машине К-190П с ZKS 90 мкОм и R,. 64 мкОм. При этом параметры пре образователя 8 (фиг. 3) выбирают таким образом, чтобы корректировать напряжение на первичной обмотке сварочного трансформатора в пределах ±100 В. Угол Уо , рассчитанный по формуле (1), составляет 26°. Время сварки рельсов с использованием предлагаемого способа регулирования составляет в среднем 165 с, тогда как время сварки рельсов Р65 на машине К-190П, оборудованной стандартной схемой управления, составляет;185 с. Таким образом, применение предлагаемого способа по сравнению с известным позволяет сократить время сварки одного стыка в среднем на 20 с и улучшить качество сварного соединения за счет повышения устойчивости и энергетической эффективности процесса оплавления. Это позволяет также повысить производительность сварочного оборудования за счет сокращения времени, необходимого для проведения одной сварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления процессом контактной стыковой сварки непрерывным оплавлением | 1980 |
|
SU903025A1 |
| Способ контроля сопротивления короткого замыкания контактной стыковой машины | 1981 |
|
SU1042927A1 |
| Машина для контактной стыковой сварки непрерывным оплавлением | 1979 |
|
SU1039668A1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ПАРТИИ ОДИНАКОВЫХ ДЕТАЛЕЙ | 1987 |
|
SU1721945A1 |
| СПОСОБ ЭЛЕКТРИЧЕСКОГО ПИТАНИЯ СВАРОЧНОГО ТРАНСФОРМАТОРА ОДНОФАЗНЫХ КОНТАКТНЫХ МАШИН ПЕРЕМЕННОГО ТОКА | 2007 |
|
RU2392099C2 |
| Способ регулирования процесса контактной стыковой сварки оплавлением | 1980 |
|
SU903026A1 |
| Способ регулирования процесса контактной стыковой сварки оплавлением | 1989 |
|
SU1662788A1 |
| Способ регулирования процесса контактной стыковой сварки оплавлением | 1980 |
|
SU941072A1 |
| УСТРОЙСТВО ДЛЯ СИММЕТРИРОВАНИЯ ОДНОФАЗНОЙ НЕСТАЦИОНАРНОЙ НАГРУЗКИ, СОЗДАВАЕМОЙ КОНТАКТНОЙ СТЫКОВОЙ МАШИНОЙ | 1997 |
|
RU2156532C2 |
| Устройство контроля при контактной стыковой сварке оплавлением | 1982 |
|
SU1101336A1 |
СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ преимущественно деталей с большим поперечным сечением путем воздействия на напряжение в зависимости от сигнала положительной обратной связи по одному из параметров процесса, отличающийся тем, что, с целью повышения качества сварного соединения и улучшения энергетической эффективности процесса оплавления, в качестве параметра, характеризующего процесс оплавления, принимают сдвиг фазМежду напряжением и первой гармоникой сварочного тока. (Л 00 о со 4;;: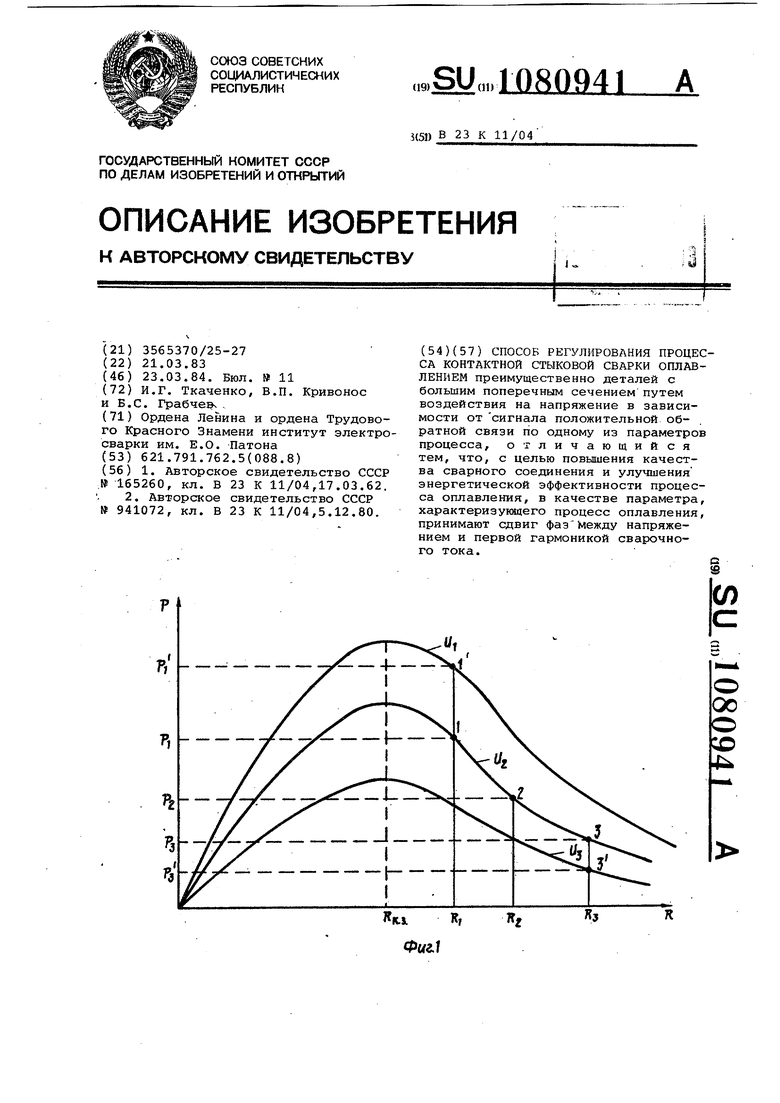
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 0 |
|
SU165260A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ регулирования процесса контактной стыковой сварки оплавлением | 1980 |
|
SU941072A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
