Фи$. 1
Изобретение относится к металлообработке и может быть исг ольэовано при обработке отверстия методом протягивания.
Целью изобретения является повышение стойкости инструмента.
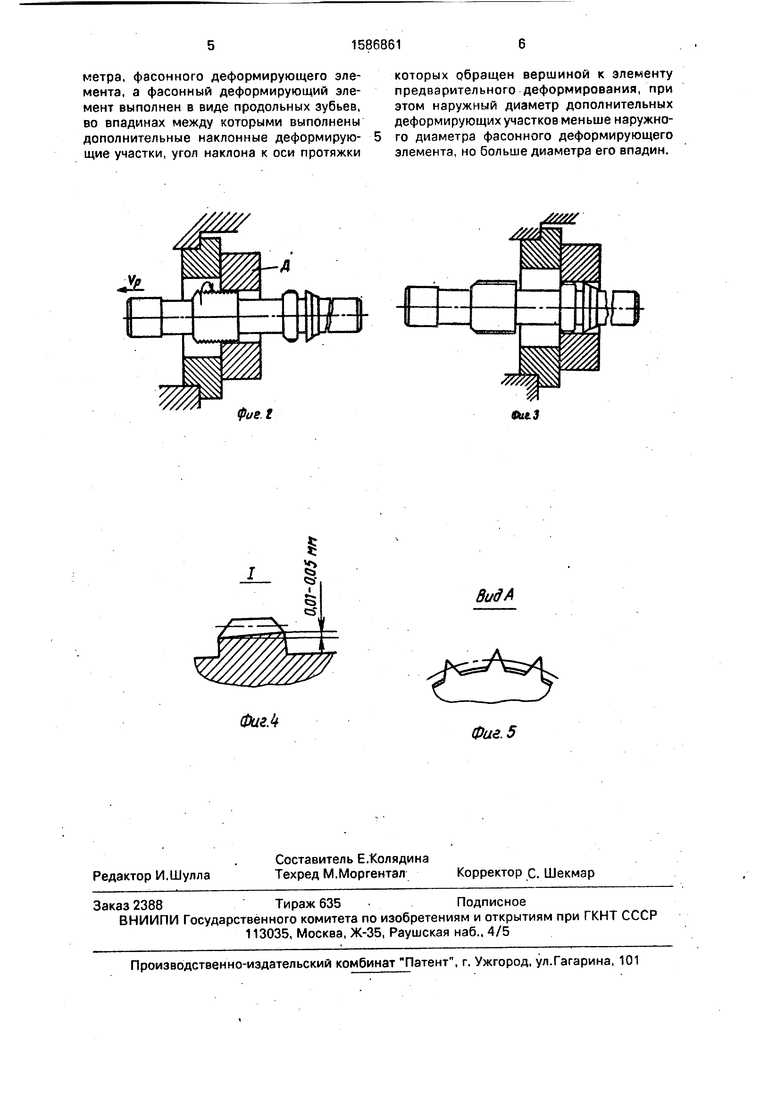
На фиг.1 показана деформирующе-ре- жущая протяжка; на фиг.2 - схема обработки детали элементом, предварительного деформирования; на фиг.З - схема обработки отверстия фасонным деформирующим элементом и режущим зубом; на фиг.4 - узел I на фиг.1; на фиг.5 - вид А на фиг.1.
Способ включает пластическое деформирование поверхностного слоя обрабатываемого отверстия и последующее срезание припуска, при этом пластическое деформирование выполняют в два этапа, на первом этапе выдавливают винтовые выступы; а на втором-фасонные продольные канавки посредством тангенциального и радиального обжатия винтовых выступов на глубину, равную их высоте.
Способ осуществляется сборной дефор- мирующе-режущей протяжкой (фиг.1), состоящей из корпуса 1, элемента 2 предварительного деформирования, фасонного деформирующего элемента 3 с дополнительными деформирующими участками А и режущего зуба со сплошной режущей кромкой 5.
Способ осуществляется следующим образом.
Деформирующий элемент 2, который для уменьшения энергозатрат выполнен в виде участка поверхно.сти с винтовыми зубьями, наружный диаметр которых постепенно увеличивается в продольном направлении до величины диаметра, равного диаметру фасонного деформирующего элемента, вращаясь, выдавливает резьбовую поверхность на обрабатываемой детали Д {фиг.2), создавая в поверхностном слое детали сложнонапряженное состояние.
После прохождения предварительного деформирующего элемента 2 вращательное движение инструмента прекращают и выполняют только его поступательное движение. При этом посредством фасонного деформирующего элемента 3, между высту- пами которого выполнены дополнительные наклонные деформирующие участки 4, образуют канавки, параллельные оси отверстия (фиг.4). Диаметр дополнительных деформирующих участков выбирают в пре- делах между наружным диаметром фасонного деформирующего элемента и диаметром его впадин в зависимости от физико-механических свойств обрабатываемого материала. Чем менее пластичен
материал, тем больше диаметр дополнительных деформирующих участков.
Пример. Обрабатываема деталь - шестерня редуктора, Ст. 18ХГТ, внутренний диаметр 31 мм. В режиме обработки предварительным деформирующим элементом Пвращ. -12 об/мин; S 0,5 мм; Опдз 30,9 мм.
В режиме обработки фасонным дефор- мирую.щим элементом I 0,5 мм; Офдэ 30,9 мм.
В режиме обработки режущим элементом Ореж.зуб 31,0 мм; Vnpor В м/мин.
Наработка используем сй протяжки 64- 76 м. Наработка предлагаемого инструмента 112-120 м, что в среднем в 1,7 раза выше, чем наработка используемого инструмента.
Применение предлагаемого способа и протяжки для его осуществления позволяет при обработке деталей как деформирующими, так и режущими элементами изменять знаки деформации на противоположные по всем трем координатным осям, что обеспечивает снижение энергоемкости процесса. Это объясняется проявлением эффекта Бау- шингера, который заключается в том, что предварительная пластическая деформация одного знака снижает сопротивление материала в отношении последующей пластической деформации обратного знака. Кроме того, повышается стойкость режущих зубьев протяжки и всего инструмента в целом в 1,5-2 раза.
Формула изобретения
1.Способ деформирующе-режущей об-, работки отверстий, включающий пластическое деформирование поверхностного слоя обрабатываемого отверстия и последующее срезание припуска, отличающийся тем, что,.с целью повышения стойкости инструмента, пластическое деформирование поверхностного слоя выполняют в два зта- па, на первом этапе выдавливают винтовые выступы, на втором - фасонные продольные канавки посредством радиального и тангенциального обжатия винтовых выступов на глубину, равную их высоте.
2.Протяжка для деформирующе-режущей обработки отверстий, содержащая корпус, на котором закреплены элемент для предварительного деформирования, фасонный деформирующий элемент и режущий элемент со сплошной режущей кромкой, отличающаяся тем. что, с целью повышения стойкости инструмента, элемент для предварительного деформирования выполнен с винтовыми зубьями, наружный диаметр которых постепенно увеличивается в продольном направлении до величины диаметра, фасонного деформирующего элемента, а фасонный деформирующий элемент выполнен в виде продольных зубьев, во впадинах между которыми выполнены дополнительные наклонные деформирующие участки, угол наклона к оси протяжки
которых обращен вершиной к элементу предварительного деформирования, при этом наружный диаметр дополнительных деформирующих участков меньше наружного диаметра фасонного деформирующего элемента, но больше диаметра его впадин.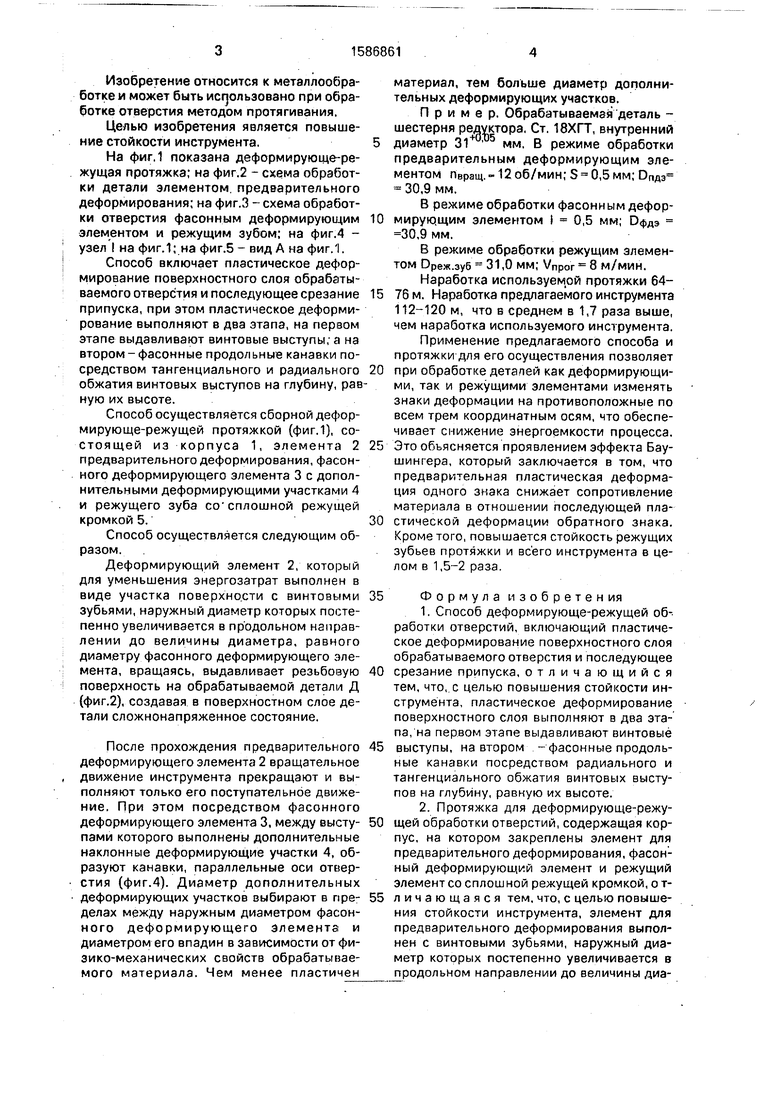
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ деформирующе-режущей обработки и деформирующе-режущая протяжка для его осуществления | 1987 |
|
SU1488183A1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ И УПРОЧНЕНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2478025C1 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2478457C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ С КАЛИБРОВАНИЕМ И УПРОЧНЕНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2484928C2 |
| Способ деформирующе-режущего протягивания | 1987 |
|
SU1493445A1 |
| СПОСОБ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ И КАЛИБРОВАНИЯ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩИМ ИНСТРУМЕНТОМ | 2011 |
|
RU2474486C1 |
| Протяжка | 1991 |
|
SU1804972A1 |
| ДЕФОРМИРУЮЩЕ-РЕЖУЩАЯ ПРОТЯЖКА | 2003 |
|
RU2237552C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2011 |
|
RU2478456C2 |
| УСТРОЙСТВО СТАТИКО-ИМПУЛЬСНОЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2011 |
|
RU2487785C2 |
Изобретение относится к металлообработке и может быть использовано при обработке отверстия методом протягивания. Цель изобретения - повышение стойкости инструмента. Способ включает выдавливание винтовой резьбы на обрабатываемой поверхности, обжатие выступов винтовой резьбы в радиальном и тангенциальном направлениях на глубину, равную высоте выступов винтовой резьбы, и последующее срезание припуска. Деформирующе-режущая протяжка содержит корпус 1, на котором последовательно закреплены элемент для предварительного деформирования 2, фасонный деформирующий элемент 3 с дополнительными деформирующими участками 4 и режущий зуб со сплошной режущей кромкой 5. Элемент для предварительного деформирования выполнен в виде поверхности с винтовыми зубьями, наружный диаметр которых постепенно увеличивается в продольном направлении до величины диаметра фасонного деформирующего элемента. Фасонный деформирующий элемент 3 выполнен в виде продольных зубьев, во впадинах между которыми выполнены дополнительные наклонные деформирующие участки 4, диаметр которых меньше наружного диаметра фасонного деформирующего элемента 3, но больше диаметра его впадин. Предварительная пластическая деформация с применением указанного сочетания действий и конструктивным исполнением обрабатывающих элементов позволит получить максимальную концентрацию напряжений в поверхностном слое, что обеспечивает уменьшение энергозатрат при резании, тем самым увеличивая стойкость инструмента. 2 с.п. ф-лы, 5 ил.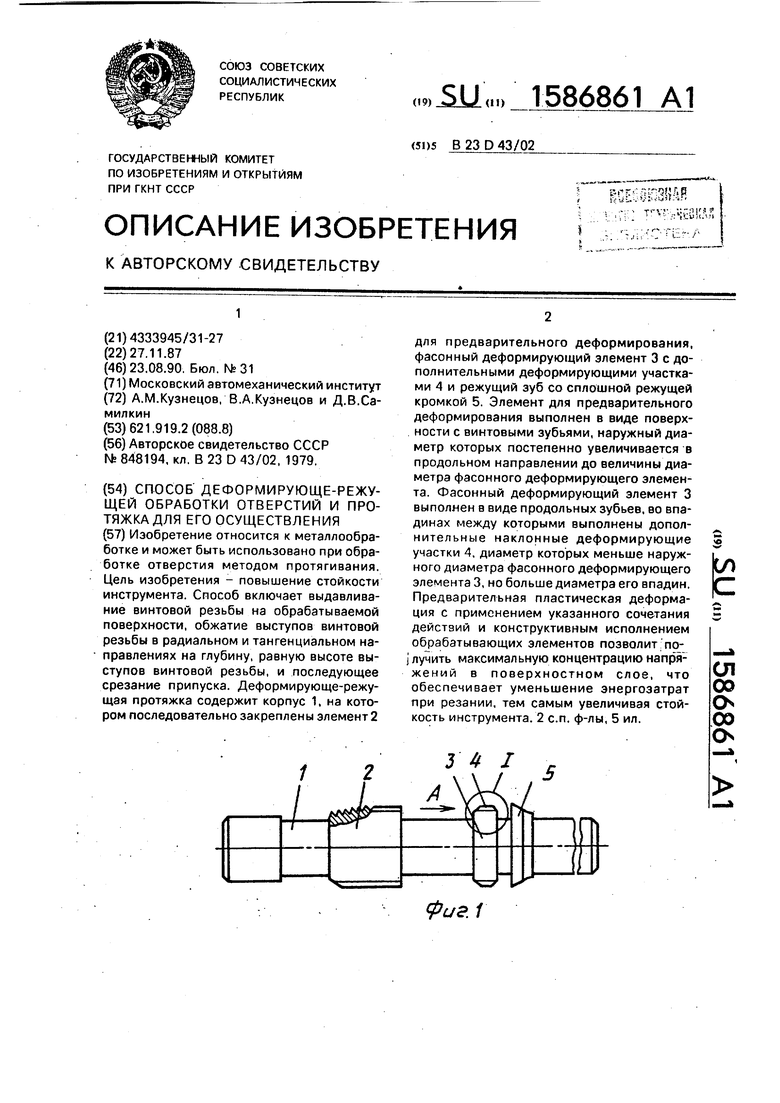
fus.t
ФигЛ
9ие.З
ВидА
Фиг. 5
| Деформирующе-режущая протяжка | 1979 |
|
SU848194A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
