Изобретение относится к машиностроению и может быГь использовано для деформирующе-режущего протягивания цилиндрических и шлицевых отверстий ..
Целью изобретения является повышение стойкости инструмента за счет устранения торможения стружки.
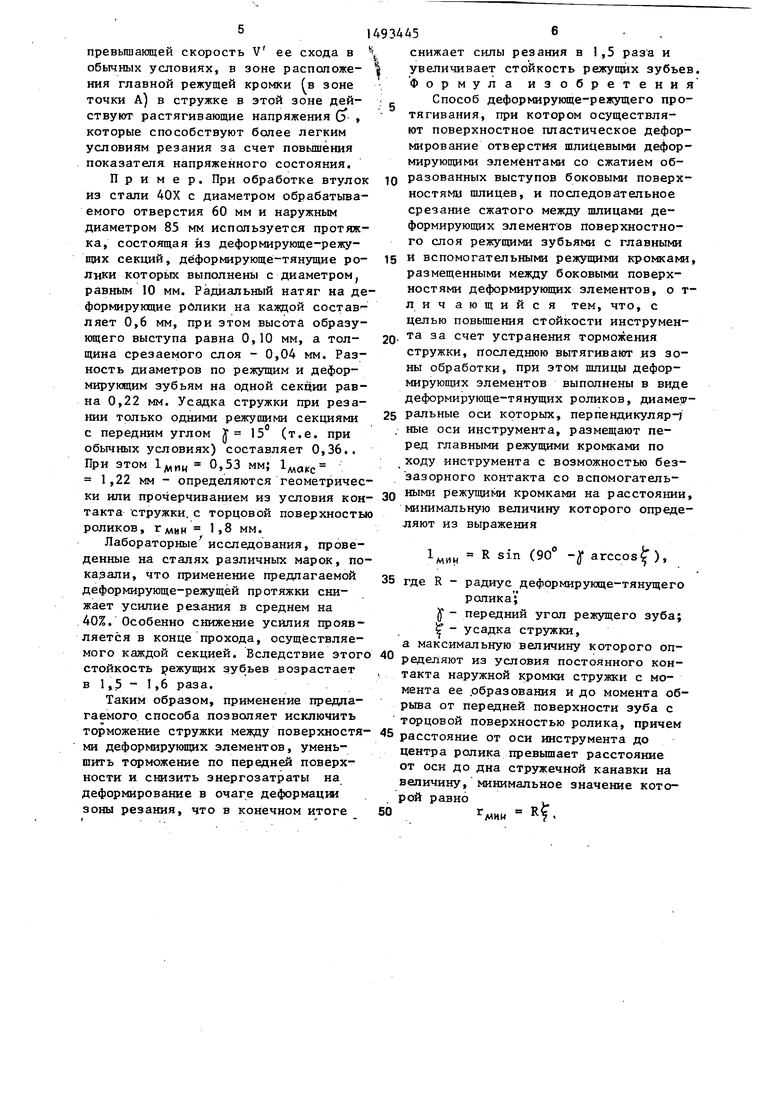
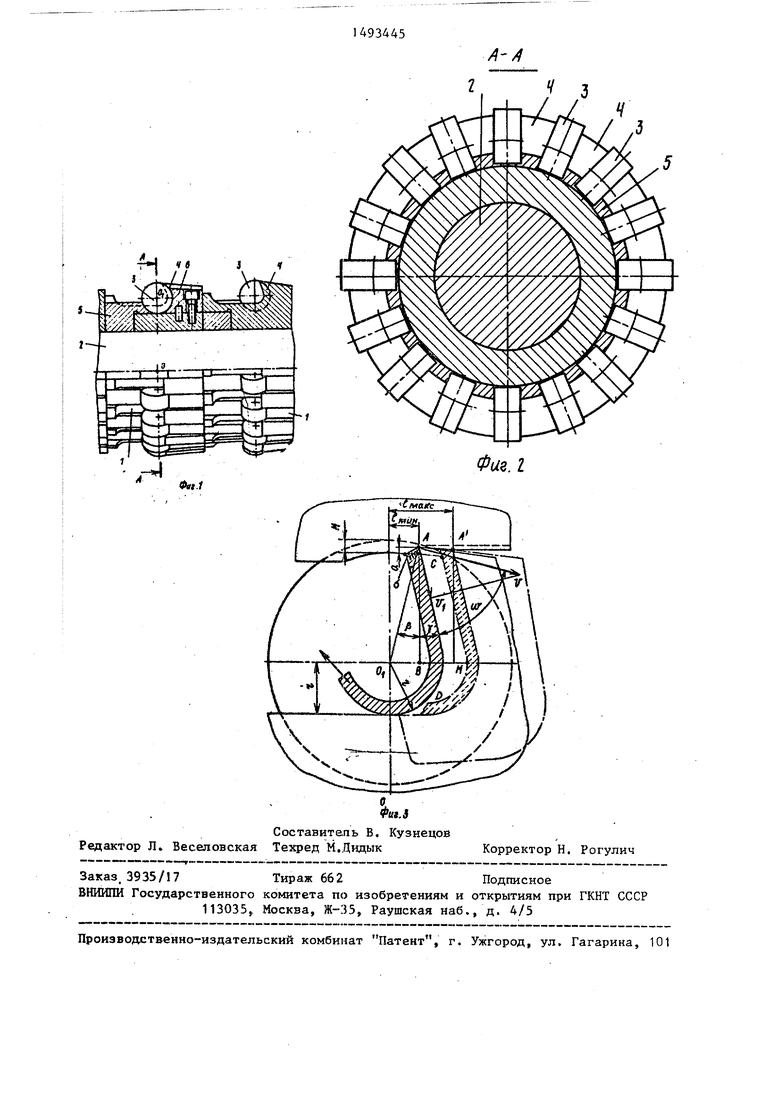
На фиг.I - протяжка, пример выполнения; фиг.2 - разрез А-А на фиг.1; . фиг.З - схема деформирования, резания и схода стружки.
Способ осуществляют следукщим образом.
Инструменту сообщают продольную подачу вдоль поверхности обрабатыва емого отверстия детали, установлен- йой на базовый торец.
Протяжка 1 содержит деформирующе- режущие секции, расположенные последовательно .с угловым смещением одна относительно другой на оправке 2 таким образом, что вслед за деформи- рующе-тянущим роликом 3 первой по ходу протяжки секции располагается режущий зуб 4 второй секции, а за режущим зубом 4 первой секции - цилиндрический деформирующе-тянущий ролик 3 второй секции и т.д. Деформирую- ще-тянущие ролики 3 иа каждой секции чередуются с режущими зубьями 4 в окружном направлении таким образом.
4ib
00 4
4:; СП
что длина образующей, ролика равна длине главной режущей кромки зуба по хорде.
Деформирующе-тянущие ролики без- зйорно примыкают к вспомогательным режущим кромкам соседних режущих зубьев. Диаметры но деформирующе тяну щим роликам превьщгают диаметры по ре- зкущим зубьям (фиг.З) на величину, определяемую из условия срезания режущим зубом слоя металла необходимой толщины d при опредепеннной высоте выступа Н,
Деформирующе-тянущие ролики (фиг,1 и 2) установлены в обоймах 5 и б, предохраняющих ролики от выпадания, и выполнены из антифрикционных материалов.
При прохождении деформирующе-ре- жущей секции через протягиваемое отверстие точка А, принадлежащая де- формирующё-тянущему ролику, перемещается со скоростью V (фиг.З), равной скорости протягивания. При этом ролик продавливает на обрабатываемой детали пазы глубиной Н, .а также увеличивает диаметр в зоне размеще шя режущих зубьев, уменьщая тем саьым о бщий припуск на резание. Кроме того ролик механически упрочняет поверхностный слой детали, улучщая условия резания для следующего за ним по ход протяжки режущего зуба.
Образующаяся стружка при обычном режущем протягивании движется по передней поверхности зуба со скоростью v , меньшей чем скорость протягивания и кратной величине усадки стружки ;
V
Ч..
При резании предлагаемой деформиЭто же условие должно соблюдаться и у радиусной части передней поверхности режущего зуба, поэтому расстояние от оси инструмента до центра рорующе-режущей протяжкой за счет упшре-45 ™ превышает расстояние от оси. ния стружки вследствие ее деформащ и ° стружечной канавки на
величину, минимальное значение котогрой равно
последняя заклинивается меязду вращающимися деформирующе-тянущими роликами и за счет вращения последних выносится из зоны их размещения.
При обычном режущем протягивании сипа резания составляет значительную величину ввиду мапой величины переднего угла Г , а также торможения ее мевду деформируюпщми зубьяки. Это увеличивает степень деформации стружки, а следовательно, увеличивает силовые и энергетические затраты на процесс резания.
г, R..
50 Максимальную величину IMOKC опреде ляют из условия контакта наружной кромки стружки (линия СМД) с момента ее образования (точка С) и до момента отрьгоа (точка Д) с торцевой
55 поверхностью ролика, В этом случае обеспечивается протягивание стружки роликами по всей ее длине.
Поскольтку ролики обеспечивают движение стружки со скоростью V,
3445
Деформирующе-тянущие ролики захватывают своей торцовой поверхностью стружку и протягивают ее со скоростью V., большей чем скорость V схода стружки в обычных условиях. Дпя этой цели ролики располагают между режущими зубьями, причем диаметральную ось ролика, перпендикуляр- 10 ную оси протяжки, располагают перед режущим зубом на расстоянии 1, минимальную величину которого 1дццн опрв деляют из следующего условия: скорость ролика в зоне схода стружки и 15 в направлении её схода должна быть не меньще, чеМ - ск орость схода стружки в обычных условиях
V
Ч;
причем V - скорость ролика в направлении схода стружки - определяется как проекция абсолютной скорости этой же точки ролика на переднюю поверхность зуба (фиг.З), т.е.
V.
V COS со
где СО и
- угол между вектором скорости
О) 90
-У-/5.
где J - передний угол режущего зуба; 1Ь - угол равный углу с 0,АВ
|Ь
arc
. ОА, R
sin -- к arc sin г
°VMM
так как ОАк R, Отсюда получаем выражение для 1
R 3(90° -y-arccos).
Это же условие должно соблюдаться и у радиусной части передней поверхности режущего зуба, поэтому расстояние от оси инструмента до центра рог, R..
50 Максимальную величину IMOKC опреляют из условия контакта наружной кромки стружки (линия СМД) с момента ее образования (точка С) и до момента отрьгоа (точка Д) с торцевой
55 поверхностью ролика, В этом случае обеспечивается протягивание стружки роликами по всей ее длине.
Поскольтку ролики обеспечивают движение стружки со скоростью V,
превьпиающей скорость V ее схода в обычных условиях, в зоне расположения главной режущей кромки (в зоне точки А) в стружке в этой зоне действуют растягивающие напряжения (j , которые способствуют более легким условиям резания за счет повышения показателя напряженного состояния.
Пример. При обработке втулок из стали 40Х с диаметром обрабатьша- емого отверстия 60 мм и наружным диаметром 85 мм используется протяжка, состоящая из деформирующе-режу- щих сек1и5й, дёформирующе-тянущие ролики которых выполнены с диаметром, равным 10 мм. Радиальный натяг на деформирующие рйлики на каждой составляет 0,6 мм, при этом высота образующего выступа равна 0,10 мм, а толщина срезаемого слоя - 0,04 мм. Разность диаметров по режущим и деформирующим зубьям на одной секции равна 0,22 мм. Усадка стружки при резании только одними режущими секциями с передним углом J 15 (т.е. при обычных условиях) составляет 0,36.. При этом 1д,„„ 0,53 мм; 1д,акс 1,22 мм - определяются геометрически или прочерчиванием из условия контакта стружки, с торцовой поверхностью роликов. Гмин мм.
Лабораторные исследования, проведенные на сталях различных марок, показали, что применение предлагаемой деформирующе-режущёй протяжки снижает усилие реаания в среднем на 40%. Особенно снижение усилия проявляется в конце прохода, осуществляемого каждой секцией. Вследствие этого стойкость режущих зубьев возрастает в 1,5- 1,6 раза.
Таким образом, применение предлагаемого способа позволяет исключить торможение стружки между поверхностями деформирующих элементов, уменьшить торможение по передней поверхности и снизить энергозатраты на деформирование в очаге деформации зоны резания, что в конечном итоге
0
5
0
5
0
снижает силы резания в 1,5 раза и увеличивает стойкость режущих зубьев. Формула изобретения Способ деформирующе-режущего протягивания, при котором осуществляют поверхностное пластическое деформирование отверстия шлицевыми деформирующими элементами со сжатием образованных выступов боковыми поверхностями шлицев, и последовательное срезание сжатого между шлицами деформирующих элементов поверхностного слоя режущими зубьями с главными и вспомогательными режущими кромками, размещенными между боковыми поверхностями деформирующих элементов, о т- лич ающийся тем, что, с целью повьшения стойкости инструмента за счет устранения торможения стружки, последнюю вытягивают из зоны обработки, при этом шлицы деформирующих элементов выполнены в виде деформирующе-тянущих роликов, диаметральные оси которых, перпендикуляр-; ные оси инструмента, размещают перед главными режущими кромками по ходу инструмента с возможностью беззазорного контакта со вспомогательными режущими кромками на расстоянии, минимальную величину которого определяют из выражения
5
0
где
мин R R sin (90° - arccos).
5
радиус деформирующе-тянущего
ролика;
У - передний угол режущего зуба; - усадка стружки,
а максимальную величину которого определяют из условия постоянного контакта наружной кромки стружки с момента ее образования и до момента обрыва от передней поверхности зуба с торцовой поверхностью ролика, причем расстояние от оси инструмента до центра ролика превьш1ает расстояние от оси до дна стружечной канавки на величину, минимальное значение которой равно
0
-АЛИИ
.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДЕФОРМИРУЮЩЕ-РЕЖУЩАЯ ПРОТЯЖКА | 1997 |
|
RU2123409C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ С КАЛИБРОВАНИЕМ И УПРОЧНЕНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2484928C2 |
| Деформирующе-режущая протяжка | 1990 |
|
SU1801734A1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2011 |
|
RU2478456C2 |
| Способ деформирующе-режущей обработки и деформирующе-режущая протяжка для его осуществления | 1987 |
|
SU1488183A1 |
| УСТРОЙСТВО СТАТИКО-ИМПУЛЬСНОЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2011 |
|
RU2487785C2 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2478457C1 |
| ДЕФОРМИРУЮЩЕ-РЕЖУЩАЯ ПРОТЯЖКА С БЕГУЩИМ КОНТАКТОМ РЕЖУЩЕЙ КРОМКИ ОТНОСИТЕЛЬНО ПОВЕРХНОСТИ РЕЗАНИЯ | 2008 |
|
RU2380203C1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ И УПРОЧНЕНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2478025C1 |
| Протяжка | 1988 |
|
SU1703305A1 |
Изобретение относится к машиностроению и может быть использовано для деформирующе-режущего протягивания цилиндрических и кольцевых отверстий. Цель изобретения - повышение стойкости инструмента за счет устранения торможения стружки. Стружку вытягивают из зоны обработки, а протягивание осуществляют инструментом, у которого деформирующие зубья выполнены в виде цилиндрических деформирующе-тянущих роликов. Их диаметральные оси, перпендикулярные оси инструмента, расположены перед главными режущими кромками на расстоянии, минимальную величину Lмин которого из выражения Lмин=R.SIN(90° - γАRССОS ξ), где R - радиус деформирующе-тянущего ролика
γ - передний угол режущего зуба
ξ - усадка стружки. Максимальную величину Lмакс определяют из условия контакта наружной кромки стружки с момента ее образования и до момента отрыва от передней поверхности зуба с торцовой поверхностью ролика. При резании по предлагаемому способу за счет уширения стружки последняя заклинивается между вращающимися деформирующе-тянущими роликами и за счет вращения последних выносится из зоны резания. 3 ил.
| Способ деформирующе-режущей обработки и протяжка для его осуществления | 1984 |
|
SU1202761A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
