Изобретение относится к области электротермии, а именно к устройствам индукционного нагрева, и может быть применено для нагрева изделий из ферромагнитных сталей перед их последующей обработкой на деформирующем оборудовании.
Известно «Устройство индукционного нагрева изделий нецилиндрической формы» (патент RU №140034, МПК Н05В 6/10, опубл. 29.11.2013 г.), включающее в себя нагреваемую заготовку нецилиндрической формы и систему постоянных магнитов, расположенную соосно греющейся заготовке, система постоянных магнитов размещена так, что есть возможность вращения вокруг общей оси с нагреваемой заготовкой, ферромагнитное ярмо, на котором закреплена данная система постоянных магнитов, и полюсные наконечники, жестко закрепленные относительно нагреваемой заготовки, расположенные между нагреваемой заготовкой и системой постоянных магнитов, и выполненными в форме, которые обеспечивают соответствующую требуемым условиям нагрева конфигурацию электромагнитного поля в нагреваемой заготовке.
Возбуждение электрического тока для нагрева заготовки возникает во время вращения в постоянном магнитном поле. Индуцируемый ток является источником резистивных потерь, из-за которых и происходит нагрев. Используемая для нагрева энергия, обеспечивается при помощи двигателя, создающим вращательное или поступательное движение.
Устройство имеет ферромагнитное ярмо, на котором установлена данная система постоянных магнитов, и полюсными наконечниками, которые жестко закреплены относительно нагреваемой заготовки, расположенными между нагреваемой заготовкой и системой постоянных магнитов, которые выполнены в форме, обеспечивающей соответствующую требуемым условиям нагрева конфигурацию электромагнитного поля в нагреваемой заготовке.
Недостатком данного устройства является то, что оно не дает возможности нагревать заготовки с требуемым градиентом по его поверхности, что приводит к нарушению технологического режима.
Наиболее близким прототипом является «Устройство для индукционного нагрева ферромагнитных изделий» (патент SU №64162, МПК Н05В 6/04, опубл. 01.01.1945 г.), которое включает в себя устройство индукционного нагрева ферромагнитных изделий с каскадным расположением двух и более индукторов. В котором первые по ходу движения нагреваемые изделия питаются током промышленной частоты (порядка 50 Гц), а последующие - токами повышенной частоты. В качестве источников тока повышенной частоты, используются индукторы первых зон нагрева, включенные по схемам умножителей частоты или снабженные дополнительными обмотками, включенными по схемам умножителей частоты. Таким образом обмотка индуктора последней зоны получает питание током повышенной частоты от дополнительных обмоток индукторов первых зон нагрева. Следовательно индукторы первых зон устройства совмещают в себе функции аппарата для нагрева деталей и функции умножителя частоты.
Недостатком «Устройство для индукционного нагрева ферромагнитных изделий» является применение от трех и более индукторов различных частот, а также снабжение дополнительными обмотками уже существующих индукторов.
Задача, на которую направлено изобретение, заключается в повышении энергоэффективности индукционной нагревательной установки методического действия для нагрева стальных ферромагнитных заготовок перед последующими операциями обработки на деформирующем оборудовании.
Технический результат заключается в разработке конструкции двухсекционного индукционного нагревателя, способствующей повышению ее энергоэффективности.
Технический результат достигается изменением конструкции двухчастотного индукционного комплекса, приводящим к усовершенствованию конечно-элементной модели взаимозависимых электромагнитных и тепловых процессов при индукционном нагреве и возможности проведения исследований процессов индукционного нагрева цилиндрических стальных ферромагнитных заготовок до температур пластической деформации в магнитном поле двухчастотного индукционного нагревателя, отличающейся тем, что нагрев стальных ферромагнитных установок осуществляется последовательно в двух секциях при частотах в 500 Гц и 2400 Гц, которые ранее не использовались. В первой секции производится нагрев заготовки при частоте 500 Гц до момента пока температура заготовки не достигнет точки Кюри, что приведет к утере магнитных свойств. Во второй секции, заготовка нагревается до температуры соответствующей температуре пластических деформаций, при частоте 2400 Гц. Предлагаемая конструкция двухчастотного индукционного комплекса и указанные частоты имеют теоретическое обоснование полученные при помощи разработанного алгоритма расчета взаимосвязанных электромагнитных и температурных полей методом конечных элементов. В ходе работы были разработаны рекомендации по выбору частоты источника питания для каждой секции нагревателя в зависимости от типогабарита заготовок и их физических характеристик.
Заявленный двухчастотный индукционный комплекс соответствует критерию «новизна», так как имеет следующие отличия от прототипа:
1. Усовершенствованная математическая модель процесса индукционного методического нагрева стальных ферромагнитных заготовок, учитывающая нелинейную зависимость физических характеристик металла от температуры и наличие двух автономных секций с различными частотами.
2. На базе численных моделей получены конструктивные и режимные параметры двухчастотного нагревателя с двумя автономными источниками питания различной частоты.
3. Нагрев в первой секции индуктора производится сразу на повышенной частоте 500 Гц, в отличие от известных моделей в которых нагрев в первой секции производится на промышленной частоте в 50 Гц.
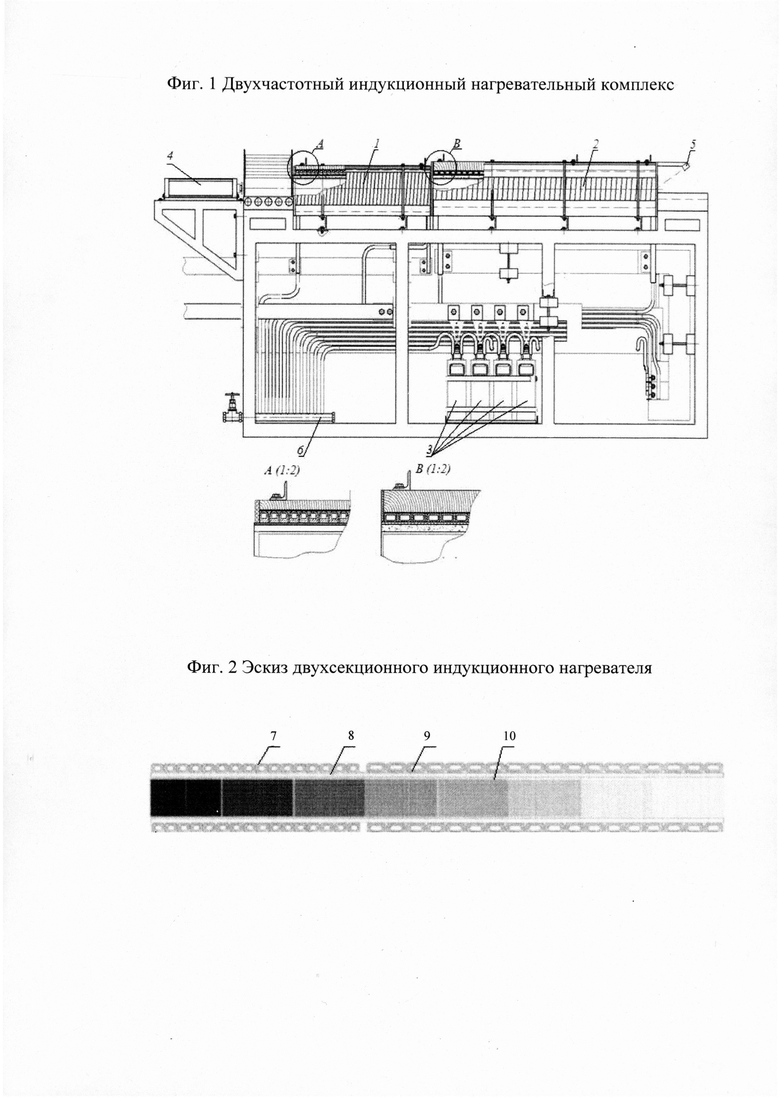
Двухчастотный индукционный нагревательный комплекс для нагрева стальных ферромагнитных заготовок под пластическую деформацию состоит из двух автономных секций, которые подключены к независимым друг от друга источникам питания (фиг. 1). Двухчастотный индукционный нагревательный комплекс состоит из: индукционного нагревателя 1, работающего на частоте 500 Гц; индукционного нагревателя 2, работающего на частоте 2400 Гц; конденсаторные установки 3, которые служат для того, чтобы компенсировать реактивную мощность (они подключены к обеим секциям нагревателя); устройство загрузки 4, служащее для переноса заготовок сквозь нагреватель; датчик температуры 5, который устанавливается на выходе из второй секции; подающий коллектор системы охлаждения 6.
Эскиз двухсекционного индукционного нагревателя изображен на фиг. 2, на котором изображены: первая секция индуктора 7; вторая секция индуктора 8; футеровка 9; заготовки 10.
Двухчастотный индукционный комплекс работает следующим образом. Нагреваемая заготовка помещается перед индукторами, гидравлический привод заталкивает ее в первую секцию индуктора и начинается ее нагрев, каждая последующая заготовка проталкивает ее дальше внутри индуктора, по мере движения заготовки в первой секции она нагревается до температуры 700-800°С, затем перемещается во вторую секцию и осуществляется нагрев на повышенной частоте до температур 1200-1300°С, температура на выходе из второй секции измеряется пирометром. Нагретые заготовки перемещаются дальше для обработки на деформирующем оборудовании.
Процесс индукционного нагрева заключается в преобразовании электрической энергии в тепловую энергию непосредственно в самом нагреваемом изделии. Сложность исследования процесса преобразования электроэнергии в тепло в индукционной системе заключается в необходимости учета зависимости характеристик объекта от изменяющейся в процессе нагрева температуры. Существенной особенностью исследования процесса является наличие ферромагнитных свойств нагреваемого изделия, которые при переходе через точку Кюри исчезают. Металл становится немагнитным. Это приводит к значительному изменению параметров индукционного нагревателя при высокотемпературном нагреве ферромагнитных заготовок. Известно, что применение промышленной частоты целесообразно для сквозного нагрева стальных заготовок с минимальным диаметром 120 мм. Однако, нагрев на промышленной частоте оказывается эффективным только до температуры, соответствующей точке Кюри. При более высоких температурах ухудшаются энергетические показатели индукционной установки, уменьшается коэффициент полезного действия. Чтобы повысить эффективность нагрева в области высоких температур для нагрева заготовок выше точки Кюри до температур пластической деформации целесообразно использовать более высокие частоты, т.е. нагрев заготовок осуществлять в двухсекционном нагревателе. В первой секции производится нагрев заготовок до температуры, соответствующей потере магнитных свойств, осуществлять в секции низкой частоты 500 Гц, а последующий нагрев до заданной температуры пластической деформации (1200-1300°С) осуществлять в секции с источником питания более высокой частоты, например, 2400 Гц.
Технико-экономический эффект предлагаемого двухчастотного индукционного комплекса выражается в повышении энергоэффективности нагрева ферромагнитных сталей, за счет повышения коэффициента полезного действия, а также сокращения общей длины нагревателя. В результате проведенной работы удалось повысить энергоэффективность индукционного нагрева, при уменьшенных на 15% общей длинны двухчастотного нагревателя по сравнению с односекционным нагревателем такой же производительности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Индукционное нагревательное устройство | 2020 |
|
RU2759171C1 |
| Способ нагрева заготовок | 1979 |
|
SU831812A1 |
| Способ индукционного нагрева плоского кольцевого ферромагнитного изделия | 1984 |
|
SU1179556A1 |
| Способ изготовления биметаллических втулок сталь-баббит | 2015 |
|
RU2643000C2 |
| Инвертор тока с умножением частоты | 2021 |
|
RU2768380C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ УСТАНОВКИ ДЛЯ НАГРЕВА ЗАГОТОВОК ПОД ДЕФОРМАЦИЮ | 1990 |
|
RU2063448C1 |
| Способ изготовления проволоки из (α+β)-титанового сплава для аддитивной технологии | 2018 |
|
RU2751066C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ ИЗ (α+β)-ТИТАНОВОГО СПЛАВА ДЛЯ АДДИТИВНОЙ ТЕХНОЛОГИИ | 2018 |
|
RU2751067C2 |
| Индукционная установка | 1981 |
|
SU1057556A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ ИЗ (α+β)-ТИТАНОВОГО СПЛАВА ДЛЯ АДДИТИВНОЙ ТЕХНОЛОГИИ | 2018 |
|
RU2751068C2 |
Изобретение относится к области электротехники, а именно к устройству индукционного нагрева, и может быть использовано для нагрева изделий из ферромагнитных сталей перед их последующей обработкой на деформирующем оборудовании. Повышение энергоэффективности двухчастотного индукционного комплекса при нагреве цилиндрических стальных ферромагнитных заготовок до температур пластической деформации является техническим результатом изобретения, который достигается за счет того, что нагрев проводят последовательно в двух индукционных секциях комплекса при частотах в 500 Гц и 2400 Гц, при этом в первой секции заготовки нагревают до температуры точки Кюри, во второй секции до температуры пластических деформаций. Комплекс снабжен гидравлическим приводом для подачи заготовок в индукционные нагреватели с защитной футеровкой, коллектором системы охлаждения, датчиком температуры, установленным на выходе второй секции. 2 ил.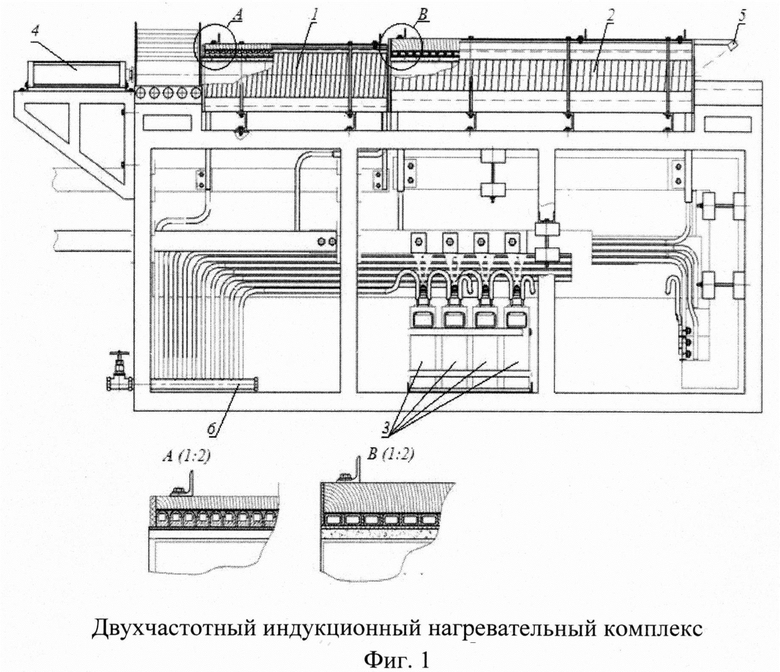
Двухчастотный индукционный нагревательный комплекс для нагрева стальных ферромагнитных заготовок под пластическую деформацию, содержащий две автономные секции индукторов, которые подключены к независимым друг от друга источникам питания и расположены последовательно по ходу движения нагреваемых заготовок, отличающийся тем, что первый индукционный нагреватель работает на частоте 500 Гц, второй индукционный нагреватель работает на частоте 2400 Гц, к обоим индукционным нагревателям подключены конденсаторные установки, компенсирующие из реактивную мощность, при этом в первой секции индуктора заготовки нагревают до температуры 700-800°С, во второй секции до температуры 1200-1300°С, на выходе которой установлен датчик температуры, комплекс снабжен гидравлическим приводом для подачи заготовок в нагреватели, которые выполнены с футеровкой, а также содержит коллектор системы охлаждения.
| Устройство для индукционного нагрева ферромагнитных изделий | 1943 |
|
SU64162A1 |
| CN 206442540 U, 25.08.2017 | |||
| CN 106793226 A, 31.05.2017 | |||
| ЭЛЕКТРОМАГНИТНАЯ ИНДУКЦИОННАЯ ПЕЧЬ И ЕЕ ИСПОЛЬЗОВАНИЕ ДЛЯ РАСПЛАВЛЕНИЯ СМЕСИ МЕТАЛЛА (МЕТАЛЛОВ) И ОКСИДА (ОКСИДОВ), ПРЕДСТАВЛЯЮЩЕЙ СОБОЙ КОРИУМ | 2014 |
|
RU2667268C2 |
| US 5777299 A1, 07.07.1998 | |||
| УСТРОЙСТВО КОСВЕННОГО ИНДУКЦИОННОГО НАГРЕВА ПОРОШКОВЫХ ИЗДЕЛИЙ | 1996 |
|
RU2113939C1 |
| СПОСОБ ИНДУКЦИОННОГО НАГРЕВА ПЛОСКИХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1991 |
|
RU2039420C1 |
