Изобретение относится к способам xимикo-тep fflчecкoй упрочняющей обработки быстрорежущих сталей, а именно к азотированию.
Цель изобретения - повышение красностойкости инструмента за счет увеличения толщины и твердости при снижении хрупкости.
в известном способе, включающем нагрев до температуры насьщения, выдержку в среде аммиака при этой же температуре и рассасывание, последнюю операцию осуществляют путем охлаждения до 320-370 С, кратковременной выдержки при этой температуре последующего нагрева до температуры насыщения и окончательной выдержки в инертном газе при этой температуре.
Кроме того, рассасывание осуществляют циклически с окончательной выдержкой в конце процесса, пропорциональной количеству его циклов.
Охлаждение и нагрев в среде инерт- ного газа после вьщержки в среде частично диссоциированного аммиака позволяет в несколько раз увеличить тол- Щину диффузионного слоя.
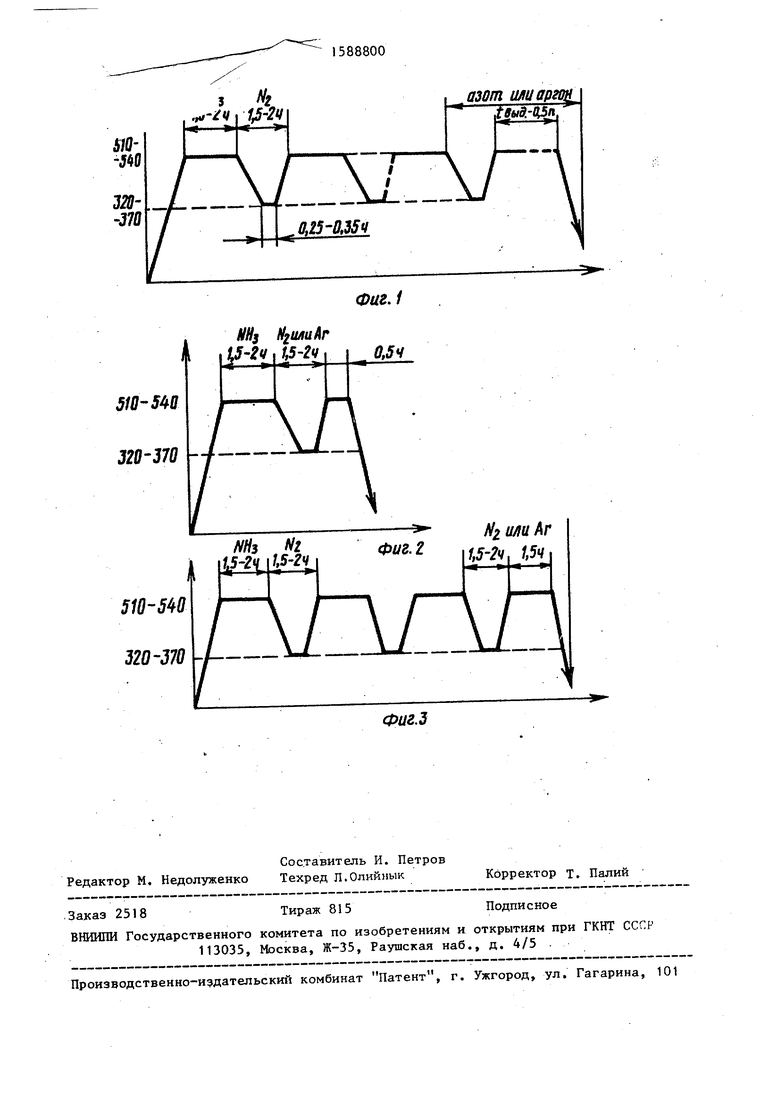
На фиг.1 в общем виле изображен процесс газового азотирования быстрорежущих сталей. Процесс ведут при температуре 510-540°С в среде частично диссоциированного аммиака в течение 1,5-2 ч, затем в.среде инертного газа проводят охлаждение до 320- 370 С, вьщержку 0,25-0,35 ч и повтор- . ныи нагрев до температуры насыщения После достижения этой температуры
1
00
прекращают подачу инертного газа и подают аммиак со степенью диссоциации oi, 25-35%. Предлагаемый процесс следует проводить не более 10-12 цик- лов (достигаемая толщина слоя при этом - 0,35-0,4 мм). Дальнейшее уве-. личение количества циклов нецелесообразно.
После осуществления процесса с определенным количеством циклов про водится дополнительное охлаждение до температуры 320-370 0 в среде инертного газа, выдержка 0,25-0,35 ч, повторный нагрев до температуры 510 - и окончательная вьщержка в среде инертного газа в течение времени, соответствующего эмпирически полученной формуле
Т (0,5-0,6)п ч
где п - количество циклов.
Пример 1. Необходимо получить диффузионный слой на стали РбМ5 тол- щиной 0,1 мм без образования на поверхности хрупких высокоазотистых фаз и с пластической переходной зоной. Согласно предлагаемому способу с хема процесса, обеспечивающего полу- чение такого слоя, показана на фиг.2. В печь подают инертный газ и проводят нагрев до температуры 510-540 С, после достижения температуры насыщения производится подача аммиака и отключение азота, насыщение поверхности стали проводится в течение времени 1,5-2 ч, после чего следует охлаждение в среде инертного газа до
320-370°С, вьщержка О,25-0,35 ч и повторньй нагрев до температуры насыщения. Окончательная выдержка при температуре насыщения в среде инертного газа составляет 0,5-0,6 ч.
П р и м е р 2. Необходимо получит диффузионный слой на стали РбМ5 толщиной 0,15-0,17 мм.
В этом случае проводят 3 цикла процесса, согласно схеме фиг.З. Окончательная выдержка в среде инертного газа при температуре 510-540 С после промежуточного охлаждения до 350- 370°С, вьщержки и последующего нагрева в среде инертного газа - (0,5- 0,5)3 .1,5-1,8 ч.
Формирование азотированного слоя в процессе реализации предлагаемого способа происходит следующим образом
Первоначально в среде насыщающего газа при температуре азотирования 510-540 С образуется слой ненасыщенного oi-раствора, толщина которого увеличивается со временем. Б насьпцаю- щей среде инструмент выдерживают при температуре азотирования 1,5-2 ч. Верхний предел выбирается из условия образования на поверхности хрупкой зоны химических соединений. Экспериментально установлено, что при температуре азотирования 510-540 С образование б -фазы на быстрорежущих сталях происходит через 1,5-2 ч. Поэтому на- сьш;ающую среду заменяют инертным газом и проводят охлаждение до 320 - , выдержку в течение 0,25- 0,35 ч и повторный нагрев в среде инертного газа вызывает выделение сложных метастабильных .нитридов леги- руюпщх элементов, что увеличивает градиент концентрации азота между поверхностью металла и нижележащим слоем насыщенного раствора, что способствует быстрому рассасыванию зоны высокоазотистых фаз при последующем v нагреве (достаточная скорость нагрева от 320-370 с до 510-530 С 80 - 150 град/ч).
Использование инертного газа при охлаждении, выдержке и нагреве исклю- чяст возможность адсорбции ионов азота при низких температурах, т.е. предупреждает образование нитридных фаз в поверхностных слоях металла, когда коэффициент диффузии очень мал,.
Структура азотированного слоя - насыщенный об-раствор с мелкодисперсными нитридами. На поверхности - слой малоазотистой нехрупкой У-фазы толщиной 1-3 мм.
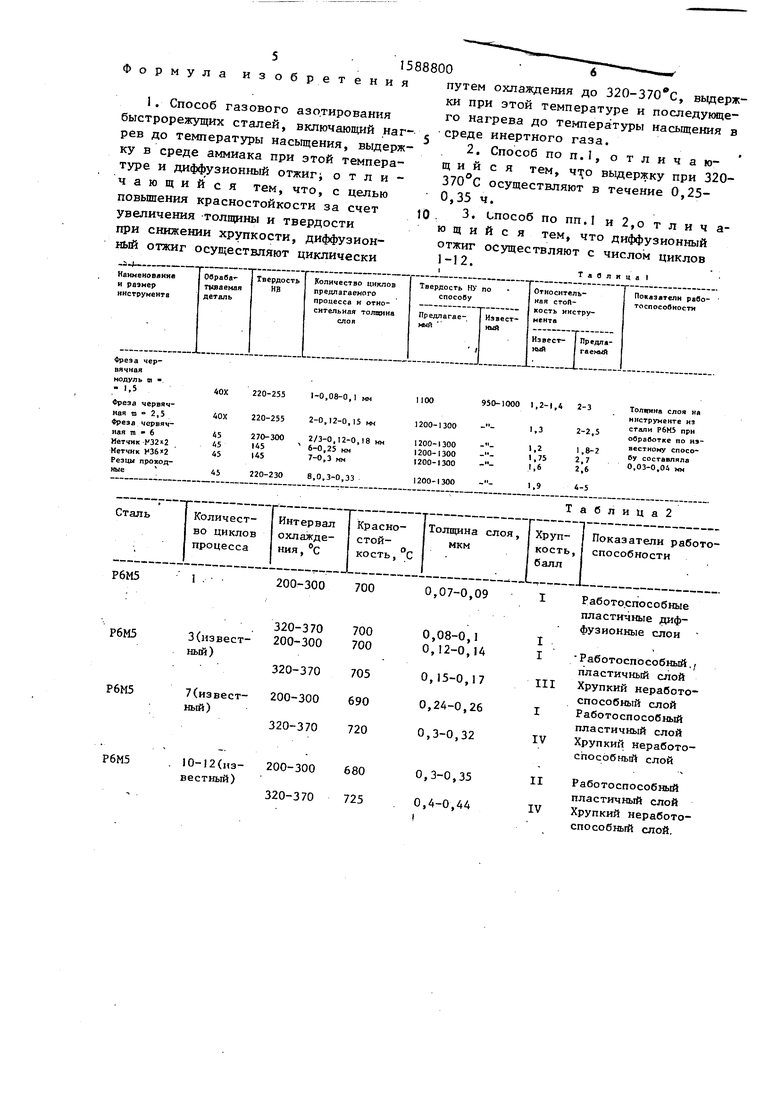
Результаты сравнительных испытаний стойкости инструмента представлены в табл.1.
Испытания проводили по режимам, предусмотренным технологией. В табл.1 показаны относительные стойкости инструмента, упрочненного по известному и предлагаемому способам по сравнению с инструментом, подвергнутым стандартной термической обработке.
Как видно из табл.1, предлагаемый способ по сравнению с известным, обеспечивает повышение стойкости и твер- дости и толщины диффузионного слоя.
В табл.2 приведены данные по. крас ностойкости и хрупкости изделий по предлагаемому и известному способам,
о
Р м у л а
5 изо
Р е т е н и
.Способ газового азотирования
нагеь,с,р .
рев до температуры насьщения, вьщер,- Л и-;,, - -е а
oL.- ;L .-:-,: ,ь:
увеличения толщины и твердости - оГ™ S-r -1588800
выдерж
путем охлаждения до 320-370 С
, .S;-;;i -.370 0.1 ° вь«1ржку при 320- О 35 U -ечение 0,2510
ч.
3. способ по ПП.1 и 2 о т гг
:.г Ни™- - 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ азотирования инструмента из быстрорежущей стали | 1978 |
|
SU697604A1 |
| СПОСОБ АЗОТИРОВАНИЯ ИЗДЕЛИЙ ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2007 |
|
RU2367715C2 |
| Способ азотирования малогабаритных изделий из инструментальных быстрорежущих сталей | 2022 |
|
RU2784616C1 |
| Способ азотирования стальных деталей | 1982 |
|
SU1081238A1 |
| Способ азотирования в газовой среде | 1981 |
|
SU1148895A1 |
| СПОСОБ ГАЗОВОЙ НИЗКОТЕМПЕРАТУРНОЙ НИТРОЦЕМЕНТАЦИИ ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩИХ СТАЛЕЙ (СЛОИ НАСЫЩЕНИЯ ДО 0,05 ММ) БЕЗ КАРБОНИТРИДНОГО ВЫСОКОАЗОТИСТОГО ПОВЕРХНОСТНОГО СЛОЯ В ВАКУУМНЫХ ПЕЧАХ | 2021 |
|
RU2782414C1 |
| Способ комплексной ионно-плазменной обработки металлорежущих инструментов из быстрорежущей стали | 2024 |
|
RU2822379C1 |
| СПОСОБ ЦИКЛИЧЕСКОГО ГАЗОВОГО АЗОТИРОВАНИЯ ДЕТАЛЕЙ ИЗ КОНСТРУКЦИОННЫХ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2015 |
|
RU2614292C1 |
| СПОСОБ ИОННО-ПЛАЗМЕННОГО ПРЕЦИЗИОННОГО АЗОТИРОВАНИЯ ПОВЕРХНОСТЕЙ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2013 |
|
RU2555692C2 |
| Способ газового азотирования деталей из инструментальных сталей | 1980 |
|
SU901354A2 |
Изобретение относится к способу азотирования в среде частично диссоциированного аммиака. С целью повышения красностойкости инструмента за счет увеличения толщины и твердости упрочненного слоя при снижении хрупкости, после нагрева до температуры (Т) насыщения и выдержки при этой Т в среде аммиака инструмент из быстрорежущей стали подвергают охлаждению до 320-370°С, кратковременной выдержке при этой Т, последующему нагреву до Т насыщения и окончательной выдержке в инертном газе при этой же Т. Для получения нужной толщины слоя процесс ведут циклически с окончательной выдержкой в конце процесса, пропорциональной количеству его циклов, 2 з.п. ф-лы, 3 ил. 2 табл.
Каименоввннв и размер инструкента
«ОХ
40Х
45 «5 45
45
220-255
220-255
27О-300
145
145
-0,08-0,1 m
2-0,12-0,15 мм
2/3-0,12-0,18 мм 6-0,25 км 7-0,3 мм
220-230 8,0,3-0,33
Р6М5
200-300
Р6М5
Р6М5
10-12(известный)
200-300 320-370
680 725
950-1000
1,2
1,75
1,6
2-3
2-2,5
1,8-2
2,6
4-5
Толчина слоя на ннструмемте из стали Р6Н5 при обравотке по известному способу составляла 0,03-0,04 мм
ноь, °с
Толщина слоя, мкм
0,07-0,09
а б л и ц а 2
Хруп- I Показатели работо- кость, способности балл I
Работоспособные пластичные диффузионные слои Работоспособный., пластичньй слой Хрупкий неработоспособный слой Работоспособный пластичный слой Хрупкий неработоспособный слой
II
IV
Работоспособный пластичный слой Хрупкий неработоспособный слой.
1
Фаг.1
1Нз tlzuAa r 1,5-2я 0.5Ч
510-5U
320-370 --f-/V//3 ffz i1J-Z4 1.5 Z4
510-5 0
320-37Q h/
Л г ма Ar фиг. г n5-;v. 1,5ч
Фиг.З
