Изобретение относится к автоматизации технологических процессов и может быть использовано в различных отраслях промьшшенности, в частности в кртлостроении при производстве оребренних мембранных водяных экономайзеров в процессе оребрения (приварки полосы к трубной плети).
Цель изобретения - расширение функциональных возможностей путем обеспечения сбора, обработки и регистрации информащш о технологических параметрах при прерывистых процессах только на участках проведения процесса при производстве длинномерных изделий.
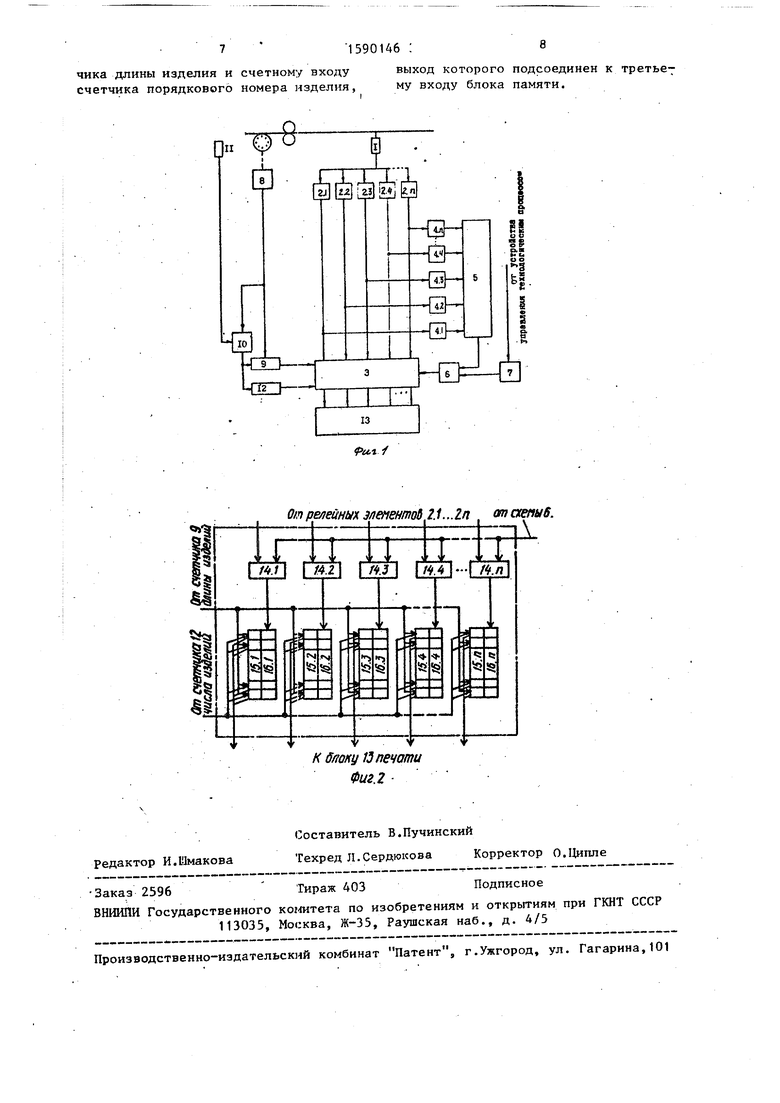
На фиг.1 изображена блок-схема устройства; на фиг.2 - структурная схема блока памяти.
Устройство содержит датчик 1 контроля технологического параметра, например напряжения сварочного генератора (датчик напряжения в составе генератора ВЧС - 630/0,44, например), выход которого подключен к входам
i4 05
31
релейных элементов 2.1-2п с заданным зонами нечувствит 1ьности, где п определяется необходимым колич ством градатдий отклонений технологического параметра от заданного значения, т.е необходимой классификацией дефектов.
В конкретном примере исполнения при контроле напряжения сварочного генератора выделяют два случая () первый релейный элемент 2.1 настраивается на напряжение выше верхнего допустимого значения (т.е. возможен пережег трубы, изделие бракуетс.я), а второй элемент 2,2 - на отклонение напряжения ниже нижнего допустимого значения (т.е. полоса прива1 ена некачественно, необходимо произвести ручную доварку).
Выходы релейных элементов 2.1-2п подсоединены к первым входам блока 3 памяти и через импульсные ячейки 4.1-4.П к входам схемы ИЛИ Ь, выход которой подключен к первому входу
схемы И 6, второй вход которой соеди- 25 ментов.2 поступают на первые входы
0
5
0
ти с регистрами 16, причем количество схем И 14, блоков 15 и регистров 16 равно п, при этом первые входы схем И 14 являются первыми входами блока 3 памяти, подключенными к выходам релейных элементов 2, вторые входы являются вторым входом блока 3 памяти и соединены с выходом схемы И 6, а выходы соединены с входами регистров 16.
Входы блоков 13 стыковой памяти являются третьим и четвертым входами памяти, подключенными к счетчикам 9 и 12 соответственно.
Выходы блоков 15 стыковой памяти являются выходами блока 3 памяти.
Устройство работает следующим образом.
Входное напряжение от датчика 1 технологического параметра поступает на релейные элементы 2 с заданными зонами нечувствительности.
Сигналы с выходов релейных эле
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ И ИЗДЕЛИЙ | 1990 |
|
RU2018816C1 |
| Устройство для контроля и управления технологическими процессами испытаний и тренировки фотоэлектронных умножителей | 1988 |
|
SU1517041A1 |
| Устройство для контроля дефектов ленточных объектов | 1984 |
|
SU1168970A1 |
| Система автоматического сбора,обработки и регистрации информации о технологических параметрах прокатанной полосы | 1983 |
|
SU1161203A1 |
| ЦИФРОВОЙ СПОСОБ ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2007 |
|
RU2344384C1 |
| Устройство для селекции изображений объектов | 1989 |
|
SU1777651A3 |
| Устройство для регулирования ритма выдачи заготовок из печей | 1976 |
|
SU651865A1 |
| Система для автоматической дефектометрии | 1983 |
|
SU1190253A1 |
| Устройство сбора дефектоскопической информации | 1985 |
|
SU1298719A1 |
| Устройство для учета перемещаемых изделий | 1984 |
|
SU1231523A1 |
Изобретение относится к автоматизации технологических процессов и может быть использовано в котлостроении при производстве оребренных мембранных водяных экономайзеров. Цель изобретения - расширение функциональных возможностей. Устройство содержит датчик контроля технологического параметра, релейные элементы с заданными зонами нечувствительности, блок памяти, импульсные ячейки, схему ИЛИ, датчик импульсов, счетчик длины изделия, блок печати, блок выдержки времени, устройство управления технологическим процессом, схему И, датчик начала отсчета длины изделия, счетчик коррекции координаты дефекта изделия и счетчик порядкового номера изделия. В устройстве при обработке и регистрации информации о прерывистых технологических процессах отбирается информация только на интересующих участках техпроцесса. Регистрация информации о выходе за заданные пределы технологического параметра в периоды прерванного техпроцесса, при переходных процессах исполнительных устройств во время включения - выключения не производится. Кроме того, строго определяется дефектное изделие и координата дефекта на изделии (при выходе параметра за заданные пределы). 2 ил.
нен с выходом блока 7 выдерлжи времени. Время вьщержки определяется временем течения переходногс процесса (в приведенном примере 0,8 с). Управляющий вход блока 7 вь1Е;ержки времени подключен к выходу программного устройства управления технологическим процессом (не пока;;ано)
Выход .схемы И 6 соединен с управляющим входом блока 3 памятк:.
Выход датчика 8 импульсов соедине с счетным входом счетчика 9 длины изделия и со счетным входом c :eтчикa 10 коррекции координаты дефекта на изделие, обеспёчиваютего . импульса после отсчета соответственно расстояния между датчиком начала отсчета и местом контроля те хнологи- ческого. параметра (например представляющего собой реверсивный с сетчик с заданной уставкой) на обнуляющий (управляющий) вход которого подан выход датчика 11 начала , а выход датчика 10. соединен с обнуляющим (управляющим) входом сч€ тчика 9 длины изделия и счетным входом счетчика 12 числа изделий. последнего соединен с четвертым входом блока 3 памяти, на третий вход которого подан также выход счетчика 9 длины изделий. Выходы блока 3 памяти поданы на входы блока 13 печати.
Блок 3 памяти (фиг,2) состоит из схемы И 14, блоков 15 стыковой памя0
блока 3 памяти.
.Срабатьшание любого из релейных элементов 2 приводит к, появлению сигнала определенной длительности на входе соответствующей импульсной ячейки 4 и, следовательно, на выходе схемы ИЛИ 5, с выхода которой импульс поступает на один из входов схемы И 6. На другой вход схемь: И 6 поступает сигнал с блока 7 выдержки времени, настроенного на время переходного процесса при включении генератора. Блок 7 выдержки времени управления устройством управления технологическим процессом, в данном случае управления включением и отключением генератора (не показано). Следовательно, на выходе блока 7 выдержки времени сигнал появляется с с задержкой (на время переходного процесса) по отношению к сигналу управляющего устройства. Схема И 6 разрешает запись в блок 3 паМяти в момент превышения технологическим параметром значений настройки одного из релейных элементов 2, если при этом есть разрешение блока 7 вьщержки времени.
5
0
0
Таким образом, блок 3 памяти запоминает отклонение параметра только при его установившемся значении (после переходного процесса), т.е. фиксируются дефекты изделия.
5
Привязка результатов контроля к координате изделия и его номеру осуществляется следующи образом.
При перемещении изделия датчик 1 начала отсчета фиксирует момент прохождения переднего торца изделия и посылает сигнал на обнуляющий вход счетчика 10 коррекции координаты дефекта на изделие. На счетный вход счетчика 9 длины изделия поступают импульсы с датчика 8.
.Счетчик 10, отсчитав число импульсов, соответствующее расстоянию между датчиком 11 начала отсчета и датчиком 1 контроля технологическог параметра, обнуляет счетчик 9 длины изделия, который начинает счет длин изделия с момента прохождения переднего торца над датчиком 1.
В тот же момент счетчик 10 посыл сигнал на счетный вход счетчика 12 числа изделий, выход которого подкл чен к входу блока 3 памяти.
Записанное в счетчике 9 число в каждый момент времени характеризует текущее значение координаты точки изделия, контролируемой датчиком 1, начиная от переднего торца изделия.
Записанное в счетчике 12 число характеризует порядковый номер контролируемого изделия
Состояние счетчиков 9 и 12 записывается в соответствующую ячейку блока 15 стыковой памяти, причем номер контролируемого изделия записывается в старший разряд ячейки, а координата точки контроля - в младшие разряды ячейки. Адрес ячейки блков 15 стыковой памяти определяется соответствующим сигналом на выходе схем ,И 14 и содержимым регистра 16, которое увеличивается на единицу по окончании ка5кдого импульса схемы И 6.
Тем самым определяется адрес следующей свободной ячейки в блоке 15 стыковой памяти.
Таким образом, в процессе перемещения изделия в блоке 3 памяти формируется массив информации,со значениями координат изделия и его порядкового номера, зафиксированных при каждом срабатывании того или ино- го релейного элемента 2, т.е. в случае дефекта на участке установившегося параметра после переходного процесса.
Эта информация по окончании процесса выводится на блок 13 печати.
Таким образом предлагае,мое устройство позволяет контролировать и регистрировать технологические параметры прерывистого процесса с учетом времени переходного процесса и. осуществлять привязку результ атов контроля по координате к переднему торцу изделия и порядковому номеру изделия в технологическом потоке, отбирать информацию только на участках выполнения операции в соответствии с технологическим чер тежом.
I
Формула изобретения
5
0
5
0
5
0
.
Устройство автоматического сбора, обработки и регистрации информации о технологических параметрах прерывистых процессов при производстве длинномерных изделий, содержащее датчик контроля технологического параметра, соединенный через релейные элементы с заданными зонами нечувствительности с первыми входами блока памяти и с импульсными ячейками, выходы которых соединены с входами схемы ИЛИ, датчик импульсов, выход которого соединен с первым входом счетчика длины изделия, выход кото- рого соединен с вторым входом блока памяти, выходы которого подключены к входам блока печати, отличающееся тем, что, с целью расширения функциональных возможностей при контроле прерьтистых процессов, оно снабжено блоком выдержки времени, устройством управлений технологическим процессом, схемой И, датчиком начала отсчета длины изделия, счетчиком коррекции координаты дефекта -на изделии и счетчиком- порядкового номера изделия, причем вход блока выдержки времени связан с устройством управления технологическим про- цессом, на входы схемы И поданы выходы блока вьщержки времени и схемы ИЛИ, а выход схемы И подключен к управляющему входу блока памяти, первый вход коррекции счетчика координаты дефекта на изделии, соединен с выходом датчика импульсов, а второй вход обнуления - с выходом датчика начала отсчета, выход счетчика коррекции координаты дефекта на изде- л.1ш подключен к входу обнуления счет7 1590146 :8
чика длины изделия и счетному входу выход которого подсоединен к третье- счетчика порядкового номера изделия, му входу блока памяти.
-Q.
D
о
г
LZJJ 1 i21J Ы
Отре/}еиныхз/1ементб,2.1..2п . отскпыб.
1 jf
SJ
tN
«М
fe
/С бпокд 13 печати Фиг.2
г
и
to
о
| Система автоматического сбора,обработки и регистрации информации о технологических параметрах прокатанной полосы | 1983 |
|
SU1161203A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
