Изобретение относится к автоматизированным локальным системам управления технологическими процессами; оно может быть применено для регулирования ритма подачи заготовок на рабочую линию стана горячей прокатки. Известно устройство 1 для автоматической выдачи заготовок из нагревательных печей непрерывного стана. Оно содержит труппу датчиков наличия металла (по одному для каждой печи) и задатчик ритма, подключенные к релейной схеме формирования управляющих сигналов. Отсчет временных интервалов осуществляется с помощью реле времени с регулируемым и постоянным заданием. Управляющие сигналы поступают в систему управления механизмами выгрузки.. . Устройство работоспособно для участка с четырьмя нагревательными печами и произвольным порядком выдачи заготовок из них, если выполняется условие: + ta, где tp - ритм подачи заготовок на линию стана; tn - время транспортирования заготовки между двумя смежными печами; te - время выгрузки заготовки из печи. . Указанное обстоятельство ограничивает область применения устройства, а наличие группы датчиков и релейной схемы обусловливает его недостаточную надежность и точность. Известны способ 2 регулирования скорости выдачи заготовок из печей и устройство для его реализации, содержащее два датчика наличия металла и задатчик ритма, подключенные к схеме формирования управляющи,х сигналов, выходы которой связаны.со световыми табло. .Дополнительно к схеме подключены датчики и сполнения команд, установленные на механизмах выдачи. По указанному способу сигнал на выдачу очередной за ;отовки из наиболее удаленной от стана печи формируют с выдержкой времени, равной разности между нормативным и минимальным временем обработки, а сигнал на В1 1дачу из последующих печей формируют с дополнительной выдержкой времени, равной времени транспортирования от дальней печи к ближней.
Нормативным временем обработки является величина tp, а минимальным временем обработки - сумма времени выгрузки te и времени транспортирования от наиболее удаленной от стана печи до первого датчика наличия металла, установленного между первой клетью стана и ближайшей к ней
, ,-:) - --Л
печью.
Известные способ и устройство применимы, если выполняется условие:
tp tnCn-1) + tie + te/
где n - число нагревательных печей;
tifl--время транспортирования заготовки от оси ближней к стану печи до датчика наличия металла.
Таким образом, если время обработки, определяемое производительностью стана, меньше величины, указанной в правой части неравенства, регулирование ритма по этому способу оказывается невозможным.
Наиболее близким к описываемому изобретению по технической суш.ности и достигаемому результату является устройство 3, которое практически не имеет ограничений по величине tp. В его состав входят генератор секундных импульсов и задатчик ритма,
подключенный к входам вь1читаюш,его счетчика. Задатчик порядка подачи заготовок в клеть подключен к входам задатчика ритма
и схемы формирования управляющих сигналов. Вычислительное устройство связано двусторонними связями с обоими задатчиками и счетчиком, а также подключено своими входами к датчику наличия металла и выходами - к схеме формирования управляющих сигналов. Последняя обеспечивает их выдачу для индикации и управления процессом.
Недостатки известного устройства - его сложность и значительные аппаратурные
затраты. Принципиально оно представляет собой микропроцессор с постоянными и оперативными запоминающими блоками, сумматорами, кольцевыми регистрами, схемами сравнения, коммутаторами.
Общим недостатком всех известных устройств является невысокая точность, так как не учитывается положение переднего торца
заготовки при ее выдаче на рольганг. Для существующего оборудования погрешность времени поступления заготовки в клеть при этом составляет несколько секунд. В результате увеличиваются простой основного оборудования стана или потери тепла заготовками. Последнее приводит к нарущению требуемых режи.мов прокатки и, в конечном итоге, снижает производительность стана и
качество его продукции.
Цель изобретения - минимизация тепловых потерь заготовками и увеличение производительности стана путем повыщения надежности и точности регулирования ритма выдачи заготовок из печей.
Цель достигается тем, что в устройство, содержащее вычитаюп ий счетчик, подключенный к задатчику ритма и генератору импульсов, а также схемы формирования управляющих сигналов, подключенные к задатчику порядка подачи заготовок в прокат и системе управления механизмами выдачи, дополнительно введен ряд последовательно подключенных счетных ячеек, соединенных с генератором импульсов, причем управляющий вход первой из них связан с выходом вычитающего счетчика, а информационные выходы ячеек соединены со схемами формирования управляющих сигналов.
Счетные ячейки образуют цифровую модель процесса движения заготовок во времени, не только заменяющую сложное вычислительное устройство, но и обладающую качественно новыми возможностями слежения
за процессом движения переднего торца каждой заготовки во времени с требуемой точностью. Простота аппаратурной реализации обусловливает повьтщение надежности устройства, а следовательно сокращение
5 потерь производительности стана при его отказах. Подключение информационных выходов ячеек к схемам формирования управляющих сигналов позволяет наиболее простым образом учесть положение заготовки относительно оси печи. При соответствующем выборе параметров устройства это обеспечивает повыщение точности подачи заготовок на стан. Как следствие, сокращаются простои стана по причинам задержки в подаче заготовок или уменьшаются потери
5 тепла, связанные с их более ранней подачей и пролеживанием перед станом.
Задатчик порядка подачи заготовок в прокат содержит ряд последовательно подключенных регистров, управляющий вход каждого из которых соединен с управляющим входом одной из ячеек, причем входы первого регистра подключены к блоку задания, а информационные выходы регистров - к схемам формирования управляющих сигналов.
Указанная структура задатчика обеспечивает возможность программного набора порядка подачи заготовок в прокат, что особенно существенно для высокопроизводительных станов, когда очередность выдачи и прокатки заготовок не совпадают. По
0 набору регистров синхронно с передачей сигнала по ячейкам передается код номера печи или ряда выдачи, разрещающий воздействие сигналов ячеек на механизмы соответствующих печей. При программном задании порядка прокатки такая передача отметки цели необходима, так как цифровая модель является общей для любого числа печей. В противном случае потребовалось бы иметь
по одному ряду ячеек для каждой печи. Свойства модели при этом используются наиболее полно, сложная задача передачи практически любой информации, характеризующей данную заготовку, решается простым набором регистров, подключенным к ячейкам.
В устройство введен также измеритель рассогласования, подключенньш к выходу последней ячейки, датчику наличия металла и генератору импульсов.
С выхода последней ячейки поступает сигнал в расчетное время поступления каждой заготовки в зону действия датчика, вырабатываюш,его сигнал фактического наличия заготовки. Измеритель рассогласования определяет знак и величину ошибки, что необходимо для настройки устройства на объекте и контроля за точностью его работы в процессе эксплуатации.
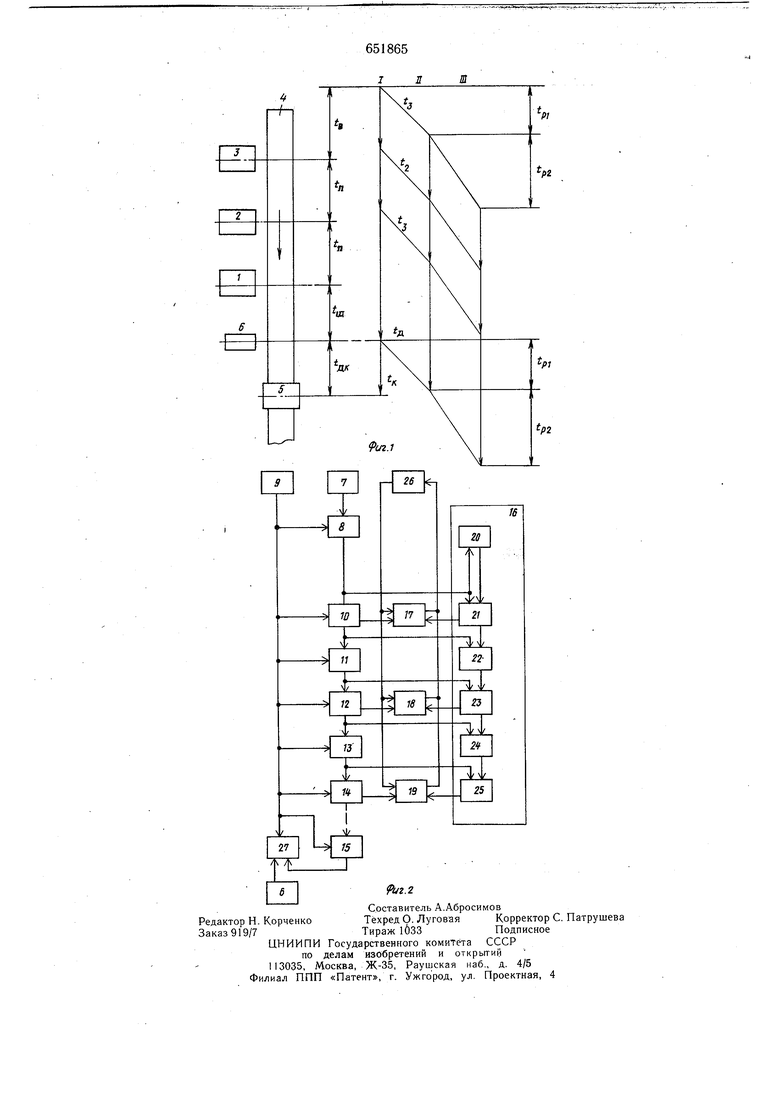
На фиг. 1 представлена схема расположения оборудования участка нагревательных печей стана горячей прокатки и временная диаграмма выдачи сигналов; на фиг. 2 - структурная схема устройства.
Прокатный стан обычно оснащается несколькими нагревательными печами 1-:3 и рольгангом 4, выполняющим подачу за,готовок в первую клеть 5. Между клетью 5 и первой печью 1 (нумерация печей принята, считая от клети стана) устанавливается датчик 6 наличия металла.
Предлагаемое устройство содержит задатчик 7 ритма, предназначенный для ручного или автоматического ввода кода заданного ритма в вычитающий счетчик 8 и его установки в нулевое состояние при пуске устройства; генератор 9 импульсов стабильной частоты, которая выбирается в зависимости от требуемой точности выдачи сигналов, причем для больщинства известных объектов частота 1,0 Гц является достаточной.
Вычитающий счетчик 8, подключенный к задатчику 7 и генератору 9, выполняет отсчет заданного ритма. При достижении счетчиком нулевого состояния вырабатывается выходной сигнал, а затем в него вводится код из задатчика 7. Счетные ячейки 10- 15 последовательно соединены друг с другом и подключены к,генератору 9. Управляющий вход ячейки 10 подключен к счетчику 8. Ячейки предназначены для отсчета фиксированного числа импульсов т. Начало отсчета определяется временем поступления сигнала на их управляющий вход. По окончании отсчета каждая ячейка вырабатывает выходной сигнал и устанавливается в нулевое состояние. Число m выбирается из условия:
J min (tpT.t),
где tpr - миним,ально возможный ритм (время прокатки);
f - частота генератора 9.
651865
На информационных выходах ячеек 10- 15 представляется код фактически отсчитанного числа импульсов на текущий момент времени. Общее количество ячеек N, необходимых, для регулирования ритма и контроля его (Исполнения, определяется соотношением:
-1) +t,fll
j, ntB + tt,(n
ffl
где ts- время необходимое для выдачи заготовки из печи на рольг;анг 4 (принято постоянным и равным для всех печей).
Задатчик 16 порядка подачи заготовок в прокат, предназначенный для передачи кода номера печи или ряда выдачи (при двухрядной загрузке печей заготовками) в схемы 17, 18 и 19 формирования управляющих сигналов - это одна схема для каждой печи. Если программное задание порядка подачи заготовок в прокат на конкретном объекте не требуется, задатчик 16 содержит блок 20 ввода, подключенный к схемам 17-19. В ином случае задатчик 16 содержит регистры 21-25, последовательно подключенные друг к другу своими информационными входами. Блок 20 соединен с выходами первого регистра 21, а следовательно и с выходом счетчика 8, по переднему фронту выходного сигнала которого производится подключение к выходам блока 20 кода следующего .задания. Управляющие входы регистров 21-25, сигнал на которых разрещает запись из одного регистра в другой, объединены суправляющими входами соответствующих ячеек.
Схемы 17-19 .формирования управляющих сигналов подключены к информационным выходам ячеек 10, 12 и 14 регистров 21, 23 и 25 и к системе 26 управления механизмами выдачи. К ее входам подсоединены выходы схем 17-19. Последние выполнены в виде логических схем, реализующих следующее соотнощение:
ii Af/ZHIvM2 ZiAiv...M;,
где ti - сигнал пуска механизмов выдачи для печи с номером;
I - код номера печи или ряда выдачи, поступающий из регистра;
Z:, 7.2...ZK - код одной из К зон по щирине печи, в которой располагается передний торец выгружаемой заготовки, поступающий из системы 26;
Mi, Мг.-.Му - код ячейки, соответствующий расчетному времени выдачи заготовки из зон 1, 2...К.
Для большинства объектов необходимая точность обеспечивается при К 4.
Измеритель 27 рассогласования предназначен для определения знака и величины ошибки между расчетным и фактическим временем поступления заготовки к датчику 6. Входы измерителя подключены к генератору 9, ячейке 15 и датчику 6. Устройство работает следующим образом. При подаче сигнала «Пуск всё составные части устройства, содержащие элементы памяти; устанавливаются в исходное (нулевое) положение. При этом на вход ячейки 10 поступает управляющий сигнал, в регистр 21 из блока 20 вводится первое задание, в счетчик 8 вводится величина tpj (ритм для второй заготовки) и начинается одновременный отсчет импульсов генератора 9 счетчиком 8 и ячейкой 10. В дальнейшем происходит последовательное включение ячеек И -15 и синхронная перезапись заданного номера печи в регистры 21-25. В заВИсймости от этого выдача сигналов Г1ус;ка механизма выдачи ti(,2 или 3) происходит в моменты времени, отмеченные на оси I (см. фиг. 1). Указаннйге сигналы вырабатываются схемами 17-19. Выработка сигналов ti выполняется с точностью, определяемой дискретностью отсчета - периоДом следования импульсов генератора 9, причем учитывается положение переднего торца выдаваемой из печи заготовки. Соответствующ(ая информация поступает из системы 26, где она может формироваться авто.мэтически или вводитьсявручную. . После окончания отсчета tp снова про,исходит запуск ячейки 10 и запись следующего задания в регистр 21. Время выдачи соответствующих сигналов для его исполнения отмечено на оси II. Одновременно с запуском ячейки 10 начинается отсчет величины ритма tpa и т: д. Из диаграммы следует, что моменты времени поступления заготовок к датчику наличия металла отстоят друг от друга на величины tpj и tpg, а так как время транспортирования от датчика 6 до клети 5 1дк постоянно, моменты времени поступления заготовок в клеть t будут отличаться на такие же величиньь Ячейка 15 настроена на выработку управляющего сигнала в момент времени tfl. Измеритель 27 определяет величину и знак рассогласования во времени сигналов ячейки15 и датчика 6. Его выходной сигнал представляется в цифровой форме и в виде импульса, длительность которого равна времени рассогласования. Сигнал используется для индикации величины ощибки и может быть применен для коррекции времени выдачи управляющих сигналов. Устройство может быть реализовано на двух уровнях с различной степенью; интеграции функций. Если из-за особенностей объекта программноё задание порядка подачи заготовок на линию прокатки не требуется, из состапа устройства исключаются
8 регистрь . Выходной сигнал схемами 17-19 в этом случае будет вырабатываться при наличии для каждой из них заданий ZiAl или только I. Эти задания могут непосредственно вводиться операторами постов выгрузки в систему 26. Такая структура характеризует устройство второго функционального уровня. Поскольку оптимизация ритма прокатки требует учета многих параметров процесса, что может быть выполнено только с применением вычислительной мащины, в описываемом устройстве предусматривается возможность оперативного автоматического ввода величины tp в задатчик 7 для каждой последующей заготовки и соответствующего кода в задатчик 16. Формула изобретения . Устройство для регулирования ритма выдачи заготовок из печей, содержащее вычитающий счетчик, задатчик ритма, генератор импульсов, схемы формирования управляющих сигналов, задатчик порядка подачи заготовок в прокат и систему управления механизмами выдачи, отличающееся тем, что, с целью минимизации тепловых потерь заготовками и увеличения производительности стана, оно дополнительно содержит последовательно подключенные счетные ячейки, соединенные с генератором импульсов, причем управляющий вход первой из них соединен с выходом вычитающего счетчика, а информационные выходы ячеек соединены со схемами формирования сигналов. 2.Устройство по п. I, отличающееся тем, что задатчик порядка подачи заготовок в прокат содержит ряд последовательно подсоединенных регистров, управляющий вход каждого из которых соединен с управляющим входом одной из ячеек, причем входы первого регистра подсоединены к блоку задания, а информационные выходу регистров - к схемам формирования управляющих сигналов. 3.Устройство по п. 1, отличающееся тем, что, с целью обеспечения автоматического контроля точности его работы, оно дополнительно содержит измеритель рассогласования, подсоединенный к датчику наличия металла, выходу последней ячейки и генератору импульсов. Источники информации, принятые во внимание при экспертизе: 1.Авторское свидетельство № 419274, кл. В 21 В 39/34, 04.03.67, 1974. 2.Авторское свидетельство № 346356, кл. С 21 D 9/Ор, 23.04.70, 1972. 3.Цифровой регулятор тепла прокатки. Ирковский Иржи. «Scoda rwu, 1973, № 3, с. 25-32. 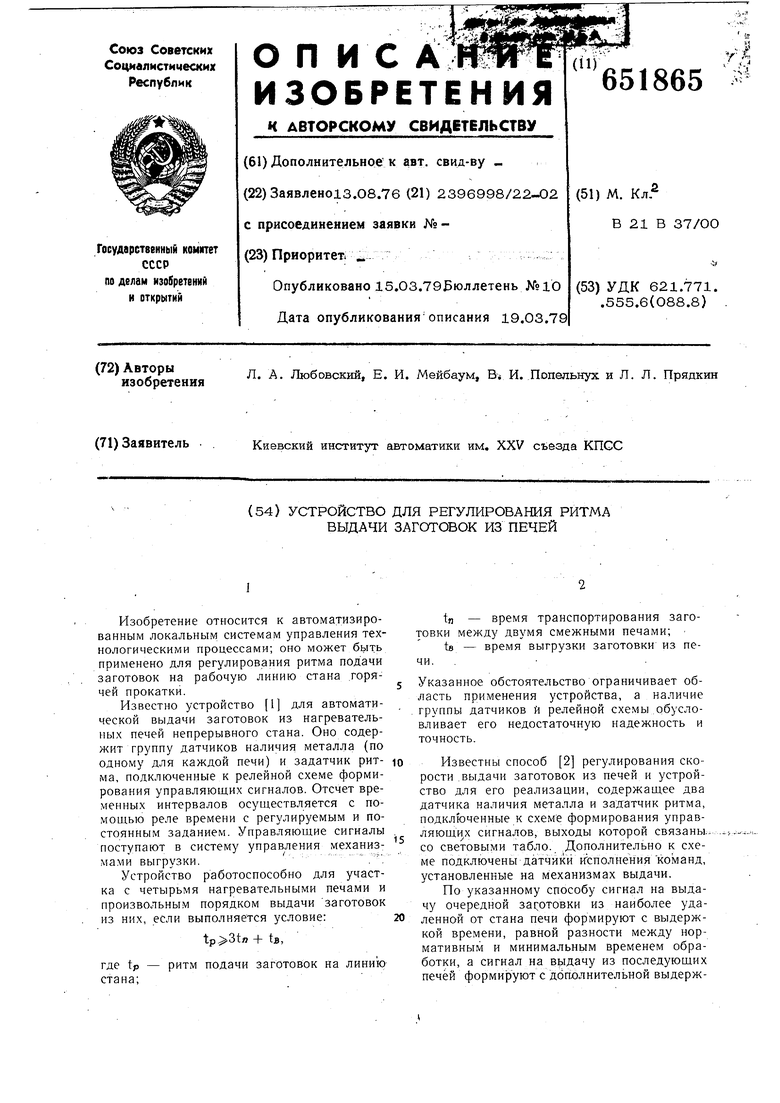
| название | год | авторы | номер документа |
|---|---|---|---|
| Система регулирования частоты выдачи заготовок из печи | 1976 |
|
SU655737A1 |
| Способ регулирования ритма выдачи заготовок из печей и устройство для его осуществления | 1976 |
|
SU655447A1 |
| Устройство управления загрузкой заготовок в многониточный сортовой стан | 1982 |
|
SU1041185A1 |
| Устройство для управления загрузкой печи для нагрева заготовок | 1979 |
|
SU872925A1 |
| Система управления темпом выдачи заготовок из печей | 1976 |
|
SU609564A1 |
| Устройство управления загрузкой печи для нагрева заготовок | 1982 |
|
SU1062487A1 |
| Устройство управления загрузкой печи для нагрева заготовок | 1981 |
|
SU1015219A1 |
| Устройство для определения этапов прокатки | 1988 |
|
SU1533796A2 |
| Система управления темпом выдачи заготовок из нагревательных печей | 1979 |
|
SU900904A1 |
| Устройство к прокатному стану для раскроя проката летучими ножницами | 1973 |
|
SU489596A1 |