Изобретение относится к автоматизации прокатного производства и может быть применено на реверсивных станах холодной прокатки в черной и цветной металлургии. Цель изобретения - повышение качества информации о технологических параметрах прокатанной полосы и и повышение производительности труда. На фиг. 1 представлена блок-схема предлагаемого устройства; на фиг. 2 - структурная схема блока памяти и блока пересчета. Блок схема предлагаемого устройства (фиг. 1) содержит датчик 1 контроля технологического параметра, например толщины полосы. Выход датчика 1 подключен к входам релейных элементов 2 с заданными зонами нечувствительности. Выходы релейных элементов 2 включены на первые входы блока 3 памяти и через импульсные ячейки 4 подключены к входам схемы 5 ИЛИ. Датчик б импульсов подключен к входу счетчика 7 длины полосы, выходы которого подключены к вторым входам блока 3 памяти. Управляющий вход блока 3 памяти соединен с выходом схемы 5 ИЛИ. Выходы блока 3 памяти подключены к первым входам узла 8 пересчета, второй вход которого соединен с выходом счетчика 7длины полосы. Выход узла 8 пересчета подключен к входу блока 9 печати. Структурная схема блока 3 памяти и узел 8пересчета (фиг. 2), состоят из сумматоров 10, схем 11 И, блоков 12 стековой памяти с регистрами 13, причем количество элементов по позициям 11 -13 равно количеству релейных элементов 2. Первые входы схемы 11 И подключены к выходам релейных элементов 2, вторые входы соединены со схемой 5 ИЛИ, а выходы соединены с входами регистров 13. Входы блоков 12 стековой памяти соединены с счетчиком 7 длины полосы. Первые входы сумматоров 10 соединены с выходами блоков 12 стековой памяти, вторые входы подключены к выходу счетчика 7 длины полосы, а выходы соединены с входом блока 9 печати. Устройство работает следуюпшм образом Входное напряжение от датчика 1 технологического параметра поступает на релейные элементы 2 с заданными зонами нечувствительности. Число релейных элементов определяется количеством зон, на которые разбивается поле возможных значений измеряемого технологического параметра. Например, количество релейных элементов 2 может быть принято равным пяти, со следующей настройкой: первый релейный элемент - на номинальное значение технологического параметра, два других - на отклонение параметра в поле допустимых значений и два последних - на отклонение параметра за пределы поля допустимых значений. Сигналы с выходов релейных элементов 2 поступают на входы блока 3 памяти. После появления полосы в зоне измерения импульсы с датчика импульсов поступают на вход счетчика 7 длины полосы. Записанное в счетчике число в каждый .момент времени характеризует текущее значение длины проката, отсчитанное от переднего конца полосы. Срабатывание любого из релейных элементов 2 приводит к появлению сигнала определенной длительности на выходе соответствующей импульсной ячейки 4, а следовательно, и на выходе схемы 5 ИЛИ. По этому сигналу содержимое на данный момент счетчика 7 длины полосы записывается в соответствующую ячейку блока 3 памяти. Причем адрес ячейки блоков 12 стековой памяти определяется соответствующим сигналом на выходе, схем 11 И и содержимым регистра 13. Сигнал на выходе соответствующей схемы 11 И определяется сработавшим в данный момент релейным элементом 2. По окончании действия импульса на выходе схемы 5 ИЛИ регисгр 13 наращивается на единицу и тем самым определяет адрес следующей свободной ячейки в блоке 12 стековой памяти. Таким образом в процессе прокатки в блоке 3 памяти формируется массив информации со значениями текущих длин полосы, зафиксированных при каждом срабатывании того или иного релейного элемента 2. По окончании прокатки информация в счетчике 7 длины полосы соответствует ее общей длине. По окончании прокатки рулона в узле 8 пересчета на су.мматорах 10 осуществляется пересчет координат полосы, зафиксированных в ячейках блока 3 памяти и вывод этих координат на блок 9 печати. Расчет новых координат осуществляется путем вычитания зафиксированных координат участков полосы, прокатанных с различным отклонением по толщине в ячейках блока 3 памяти, от общей длины полосы, поступающей на сумматоры 10 из счетчика 7. Получаемая с помощью предлагаемого устройства информация о параметрах прокатанной полосы позволяет повысить производительность труда при раскрое и разбраковке полосы.
Ornpe/JeuHbix улементо§ 2
От ciceмы 5или
отсчетw/1a 7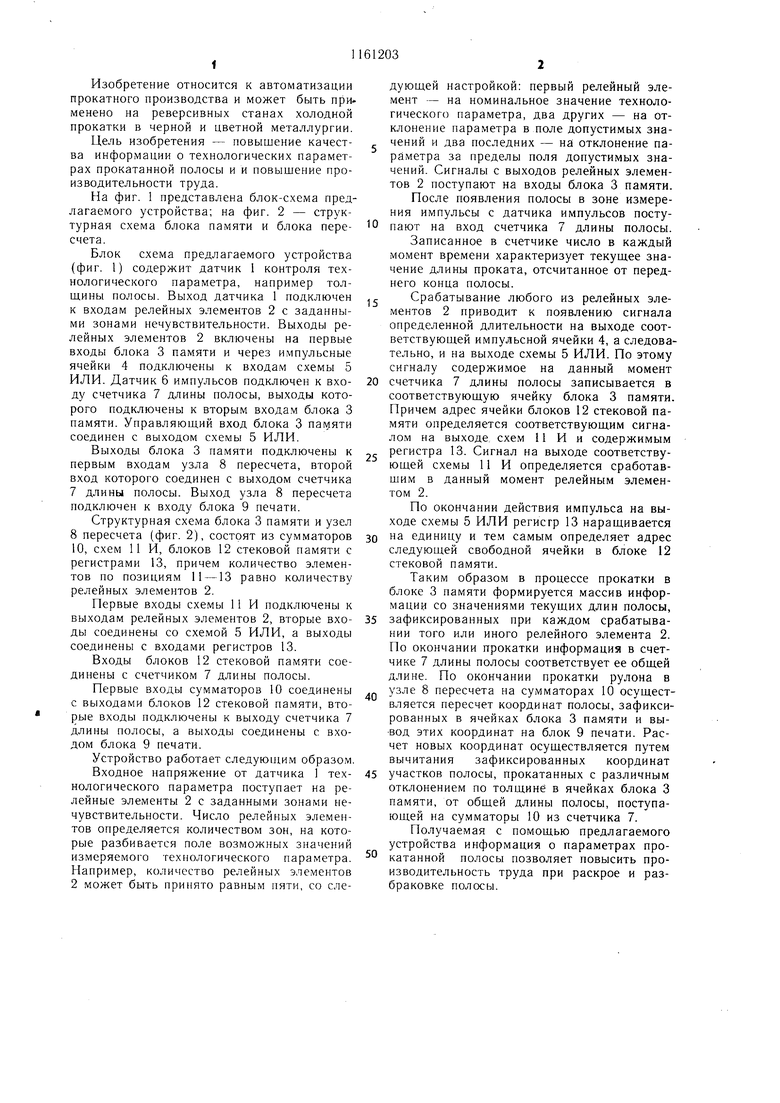
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического сбора, обработки и регистрации информации о технологических параметрах прерывистых процессов | 1988 |
|
SU1590146A1 |
| Устройство для автоматического сбора и регистрации информации о технологических параметрах проката | 1980 |
|
SU904817A1 |
| УСТРОЙСТВО для РЕГИСТРАЦИИ ТЕХНОЛОГИЧЕСКИХДАННЫХ | 1970 |
|
SU275964A1 |
| Устройство для автоматического сбора информации о технологических параметрах проката | 1983 |
|
SU1080895A1 |
| Устройство для передачи информации при учете перемещающихся изделий | 1976 |
|
SU616647A1 |
| Устройство для регулирования петли проката | 1990 |
|
SU1763061A1 |
| Устройство автоматического регулирования температуры полосы в процессе горячей прокатки | 1986 |
|
SU1319960A1 |
| Устройство автоматического регулирования толщины прокатываемой полосы | 1980 |
|
SU929264A1 |
| Устройство автоматического регулирования толщины проката | 1978 |
|
SU789174A1 |
| Устройство автоматического регулирования толщины проката | 1979 |
|
SU865455A2 |
УСТРОЙСТВО АВТОМАТИЧЕСКОГО СБОРА, ОБРАБОТКИ И РЕГИСТРАЦИИ ИНФОРМАЦИИ О ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРАХ ПРОКАТАННОЙ ПОЛОСЫ, содержащее датчик контроля технологического параметра, соединенный через релейные элементы с заданной зоной нечувствительности с импульсными ячейками, выходы которых соединены с входами схемы ИЛИ, датчик импульсов, выход которого соединен с входом счетчика длины полосы, и блок печати, отличающееся тем, что, с целью повышения качества информации и производительности труда, оно дополнительно содержит блок памяти и блок пересчета, причем выходы блока пересчета соединены с входами блока печати, а первые входы - с выходами блока памяти, первые входы которого соединены с выходами релейных элементов с заданной зоной нечувствительности, а второй вход - с пыходом счетчика длины полосы, выход схемы ИЛИ подсоединен к управляющему входу блока памяти, а второй вход блока пересчета соединен с выходом счетчика дли ны полосы. (Л Ci to о со
13
12
12
13
13
1213
12
к 5лон{/ fff /7e(y/77i/ Фиг. 2
| Устройство для автоматического сбора и регистрации информации о технологических параметрах проката | 1980 |
|
SU904817A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
