Изобретение относится к мащино- строению, в частности к автомобилестроению, и может быть использовано при изготовлении гибких приводных ус тройств.
Цель изобретения - упрощение технологии.
Способ изготовления троса Боудена . осуществляют следующим образом.
Закаленную стальную проволоку- круглого сечения с предварительным натяжением пропускают под углом в валковой системе, где ее обжимают с одновременным изгибом по спирали заданного радиуса в присутствии смазки на валках. Затем на полученный каркас надевают термоусаживаемую полиэтиленовую трубку, диаметр которой превышает диаметр каркаса. Каркас
в сборе с трубкой подвергают термической обработке в камерной печи до полного усаживания полимерной трубки
на каркасе.
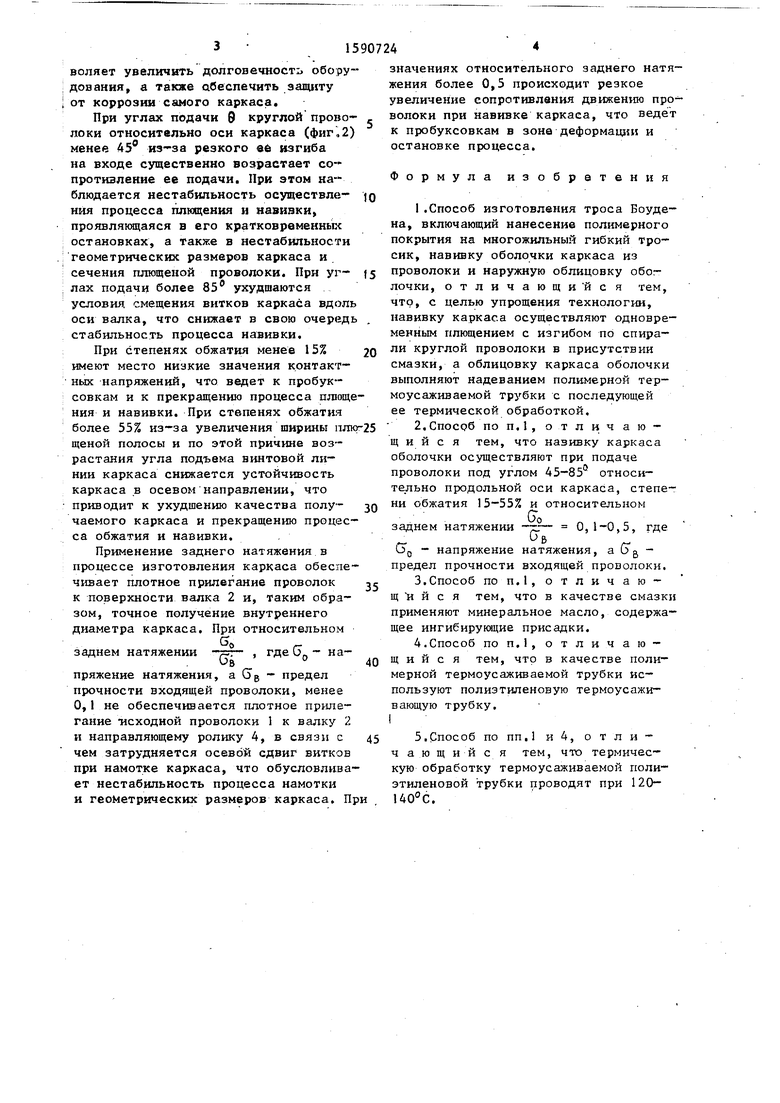
На фиг.1 и 2 приведена схема, поясняющая сущность предлагаемого способа.
Проволока 1 круглого сечения подается сбоку под углом к продольной оси устройства в зазор между приводным валком 2 и охватьшающим его кольцом 3, где производится ее плющение с одновременными изгибом и навивкой каркаса вокруг валка 2. При этом в процессе деформации проволоки происходит ее поверхностный наклеп, обеспечивающий получение оптимальной структуры каркаса.
Применение минерального масла, со- 1держащего ингибирующие присадки, поз
сд
|
ю
воляет увеличить долгонечность обору донания, а также абеспечить защиту от коррозии самого каркаса.
При углах подачи 8 круглой проволоки относительно оси каркаса (фиг.,2) менее 45 из-за резкого её изгиба на входе существенно возрастает сопротивление ее подачи. При этом наблюдается нестабильность осуществления процесса плющения и навивки, проявлякицаяся в его кратковременньк остановках, а также в нестабильности геометрических размеров каркаса и. сечения плющеной проволоки. При углах подачи более 85 ухудшаются условия смещения витков каркаса вдоль оси валка, что снижает в свою очередь стабильность процесса навивки.
При степенях обжатия менее 15% имеют место низкие значения контактных напряжений, что ведет к пробуксовкам и к прекращению процесса плющения и навивки. При степенях обжатия более 55% из-за увеличения ширины плю щеной полосы и по этой причине возрастания угла подъема винтовой линии каркаса снижается устойчивость каркаса в осевом направлении, что приводит к ухудшению качества получаемого каркаса и прекращению процесса обжатия и навивки.
Применение заднего натяжения в процессе изготовления каркаса обеспечивает плотное прилегание проволок
к поверхности валка 2 и, таким образом, точное получение внутреннего диаметра каркаса. При относительном
CJ,
заднем натяжении , где Uj, - напряжение натяжения, а Gg - предел прочности входящей проволоки, менее О,I не обеспечивается плотное прилегание исходной проволоки 1 к валку 2 и направляющему ролику 4, в связи с чем затрудняется осевой сдвиг витков при намотке каркаса, что обусловливает нестабильность процесса намотки и геометрических размеров каркаса. При
значениях относительного заднего натяжения более 0,5 происходит резкое увеличение сопротивления движению проволоки при навивке каркаса, что ведёт к пробуксовкам в зоне деформации и остановке процесса.
Формула изобретения
1.Способ изготовления троса Боуде- на, включающий нанесение полимерного покрытия на многожильный гибкий тросик, навивку оболочки каркаса из проволоки и наружную облицовку оболочки, отличающи йс я тем, что, с целью упрощения технологии, навивку каркаса осуществляют одновременным плющением с изгибом по спирали круглой проволоки в присутствии смазки, а облицовку каркаса оболочки выполняют надеванием полимерной тер- моусажнваемой трубки с последующей ее термической обработкой.
2.Способ non.l, отличающийся тем, что навивку каркаса оболочки осуществляют при подаче проволоки под углом 45-85 относительно продольной оси каркаса, степени обжатия 15-55% и относительном f
заднем натяжении -г,- 0,1-0.5, где CTg,
GO - напряжение натяжения, а G g, - предел прочности входящей проволоки.
3.Способ поп.1,отличаю- щ и и с я тем, что в качестве смазки применяют минеральное масло, содержащее ингибирукицие присадки.
4.Способ ПОП.1, отличаю-
щ и и с я тем, что в качестве полимерной термоусаживаемой трубки используют полизтиленовую термоусажи- вающую трубку, I
5,Способ nonn.l и4, отли- ч ающий с я тем, что термическую обработку термоусаживаемой полиэтиленовой трубки проводят при 120- 140°С.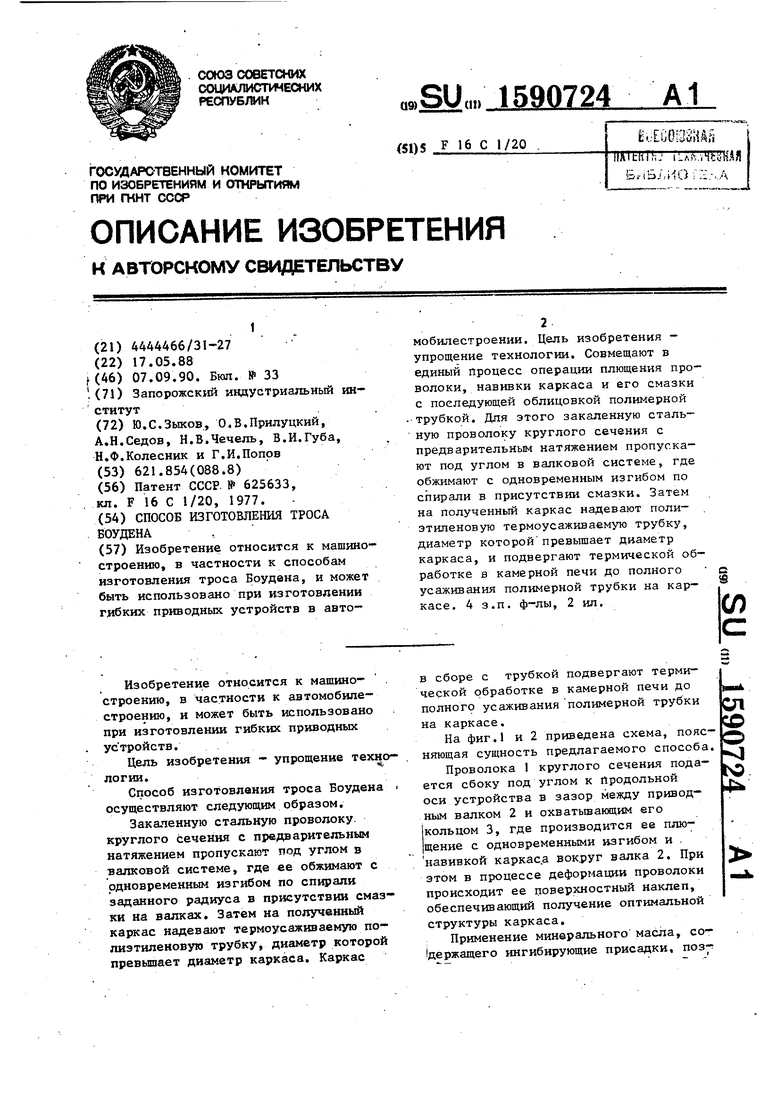
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гибкого тросового привода | 1991 |
|
SU1807910A3 |
| Трос боудена | 1977 |
|
SU625633A3 |
| Способ изготовления ленточной спирали для линий замедления ламп бегущей волны | 1991 |
|
SU1787633A1 |
| Гибкая управляемая трубка для эндоскопа | 1991 |
|
SU1801344A1 |
| Способ изготовления многожильного ленточного кабеля | 1979 |
|
SU886060A1 |
| ГИБКИЙ ВАЛ | 2003 |
|
RU2256825C1 |
| ГИБКАЯ УПРАВЛЯЕМАЯ ТРУБКА ДЛЯ ЭНДОСКОПА | 1992 |
|
RU2019123C1 |
| СОЕДИНИТЕЛЬНАЯ КАБЕЛЬНАЯ МУФТА И СПОСОБ ЕЕ МОНТАЖА | 2005 |
|
RU2284620C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2004 |
|
RU2286858C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛЮЩЕНОЙ ЛЕНТЫ | 1996 |
|
RU2100108C1 |
Изобретение относится к машиностроению, в частности к способам изготовления троса Боудена, и может быть использовано при изготовлении гибких приводных устройств в автомобилестроении. Цель изобретения - упрощение технологии. Совмещают в единый процесс операции плющения проволоки, навивки каркаса и его смазки с последующей облицовкой полимерной трубкой. Для этого закаленную стальную проволоку круглого сечения с предварительным натяжением пропускают под углом в валковой системе, где обжимают с одновременным изгибом по спирали в присутствии смазки. Затем на полученный каркас надевают полиэтиленовую термоусаживаемую трубку, диаметр которой превышает диаметр каркаса, и подвергают термической обработке в камерной печи до полного усаживания полимерной трубки на каркасе. 4 з.п. ф-лы, 2 ил.
.j
| Патент СССР | |||
| Трос боудена | 1977 |
|
SU625633A3 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
