(54) СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОЖИЛЬНОГО ЛЕНТОЧНОГО КАБЕЛЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления многожильного ленточного кабеля | 1981 |
|
SU1198572A1 |
| Способ изготовления изделий с периодическим профилем | 1991 |
|
SU1779451A1 |
| Способ изготовления ленточной спирали для линий замедления ламп бегущей волны | 1991 |
|
SU1787633A1 |
| УНИВЕРСАЛЬНЫЙ СТАН ПЛЮЩИЛЬНО-ВОЛОЧИЛЬНО-ПРОКАТНЫЙ | 2001 |
|
RU2242301C2 |
| Способ изготовления ленточной спирали | 1980 |
|
SU1000144A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕНТОЧНОГО СВЕРХПРОВОДЯЩЕГО КАБЕЛЯ | 1991 |
|
RU2101792C1 |
| Установка для изготовления плоского кабеля | 1985 |
|
SU1356003A1 |
| Способ изготовления профилированной ленты из проволоки | 1984 |
|
SU1163951A1 |
| Устройство для плющевания ленты | 1977 |
|
SU738728A1 |
| Устройство для плющения проволоки | 1976 |
|
SU608593A1 |
I
Изобретение относится к кабельной технике, в частности к технологии ленточных кабелей.
Известен способ йзготовле11ия многожильного ленточного кабеля с кругльгми иплоскими токопроводящими жилами, заключающийся в том, что производят размотку токопроводящих жил с отдающих катушек, создавая в них натяжение при намотке готового. кабеля. Каждую жилу направляют в свою канав-, ку на поверхности первого валка, задающего необходимое расстояние между проводниками. По канавкам жилы попадают в зазор между первым и вторым валками, куда одновременно подают изолирующую ленту, накладываемую на жилы с одной из сторон кабеля. Затем в зазоре между вторым и третьим валками накладывают изоляционную ленту на другую сторону кабеля. Скрепление изолящюнных лент производят путем их нагрева 1.
Недостатком известного способа является низкое качество получаемого изделия вследствие неизбежного искривления жил при IDC предварительной намотке на катушки, а также при размотке жил с катушек. Эти искривления вызваны западанием и закусыванием витков друг другом. Применяемое технологическое натяжение жил не исправляет полностью эти искривления.
Известен способ изготовления многожильного ленточного кабеля с плоскими жилами, включающий в себя размотку круглых заготовок - жил, их плющение одновременно в одном инструменте путем механического обжатия во вращающихся валках, формирование заготовки кабеля и ее изолирование путем продольного наложения изоляционных лент с двух сторон 2.
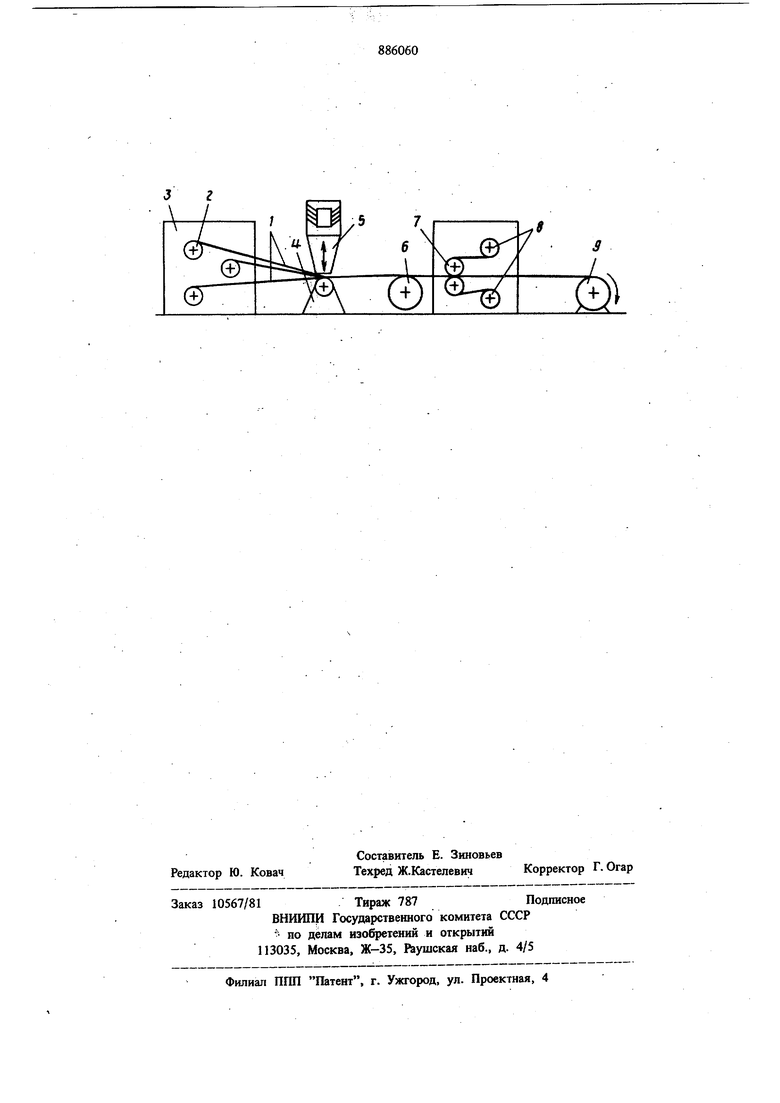
Недостатком этого способа является невозможность изготовления кабеля с высокой точностью расположения жил. Это связано с тем, что при одновременном плющении нескольких круглых проволок на выходе из валков плоские жилы имеют различные скорости в зависимости от колебания диаметра исходных заготовок в некоторых допустимых пределах. Из-за различия в скоростях появляется различное натяжение жил, что в итоге приводит к колебанию расстояний между ними при формировании заготовки кабеля. Особенно сильно разница в скоростях сказывается при увеличении скорости изготовления кабеля. Цель изобретения - повышение качества готового кабеля при увеличении производител ности процесса изготовления. Поставленная цель достигается тем, что в способе, включающем размотку круглых заготовок - жил, их плющение одновременно в одном инструменте, формирование заготовки кабеля и ее изолирование путем продольного наложения изоляционных лент с двух с рон, плющение осуществляют посредством ультразвуковой деформации с обжатиями в пределах 30-90%. На чертеже изображена технологическая схема получения многожильного кабеля. Круглые проволоки 1 с катушек 2, установленных на стенде 3, протягивают между двумя бойками 4 и .5, по крайней мере оди из которых, например 5, колеблется с ультразвуковой частотой. Под действием энергии ультразвуковых колебаний происходит пласти ческое деформирование круглых проволок в ленты. Ленты - жилы поступают в формировател 6 кабеля, а затем в валки каландра 7, где происходит изолирование полимерными лентами, поступающими с бобин 8. Готовый ленточный кабель наматывается на приемную ка тушку 9. Сила натяжения -лент определяется величиной обжатий. При малых (до 30%) обжатиях натяжение мало, поэтому ленты имеют существенную искривленность. Натяжение, возни кающее в лентах при обжатиях более 30%, значительйо исправляет искривления. Это поз воляет отказаться от дополнительной операции - рихтовки лент. Верхний предел обжатий 90% обусловлен упругим сжатием бойков во время ультразвукового плющения. Применение энергии ультразвуковых колебаний для плющения лент позволяет обеспечить равенство натяжений всех лент и малую их искривленность при достаточном для однопроходного деформирования диапазоне обжатий. В то же время традиционное плющение в приводных валках не обеспечивает par венства натяжений, а плющение в неприводных - необходимую величину обжатий из-за низкой прочности выходящей из очага ленты Пример. Восемь круглых медных проволок диаметром 0,3 мм, разматываемых 0 с катущек, протягивают через рабочий зазор плющильного стана, образованный двумя бойками, один из которых колеблется с частотой 20 кГц и амплитудой 18 мкм. Проволоки равномерно распределяют по ширине очага деформации и на выходе получают восемь плющевых с обжатием 83,5% лент, толщиной 50 мкм и шириной 1 мм. Плоские ленты задают через формователь кабеля в каландр, где их покрывают с двух сторон полимерной изолирующей лентой. Готовый кабель наматывают на катушку. Так как условия деформации всех проволок одинаковы, то и натяжение всех лент одинаково, что позволяет сформировать качественный кабель. Кроме того, натяжение, создаваемое процессом ультразвукового плющения, практически полностью ликвидиpyeJ исходное искривление проволок. В результате в формирователь и каландр входят неискривленные ленты. Изготовление ленточного кабеля осуществляют со скоростью 8-10 м/мин. Применение предлагаемого способа позволяет повысить качество изготавливаемого кабеля в части стабильности геометрии расположения жил, увеличить производительность оборудования, уменьщить брак по обрывности лент при размотке их с катушек, увеличить строительные длины кабеля, что, в конечном счете, уменьшит отходы кабеля у потребителя. Формула изобретения Способ изготовления многожильного ленточного кабеля с плоскими жилами, вклю ающий размотку круглых заготовок - жил, плющение упомянутых заготовок одновременно в одном инструменте, формирование заготовки кабеля и ее изолирование путем продольного наложения изоляционных лент с двух сторон, отличающийся тем, что, с целью повышения качества готового кабеля и производительности процесса, плющение осуществляют посредством ультразвукового деформирования с обжатиями в пределах 30-90%. Источники информации, принятые во внимание при экспертизе 1.Патент Японии № 49-41906. 2.Патент ФРГ N 751757, кл. 21 С 3/08, 1952.
