Изобретение относится к строительству скважин и может быть использовано при сборке резьбовых соединений в процессе спуска обсадных труб.
Целью изобретения является упрощение
сборки промысловой резьбовой пары обсад ных труб с заводской резьбовой парой.
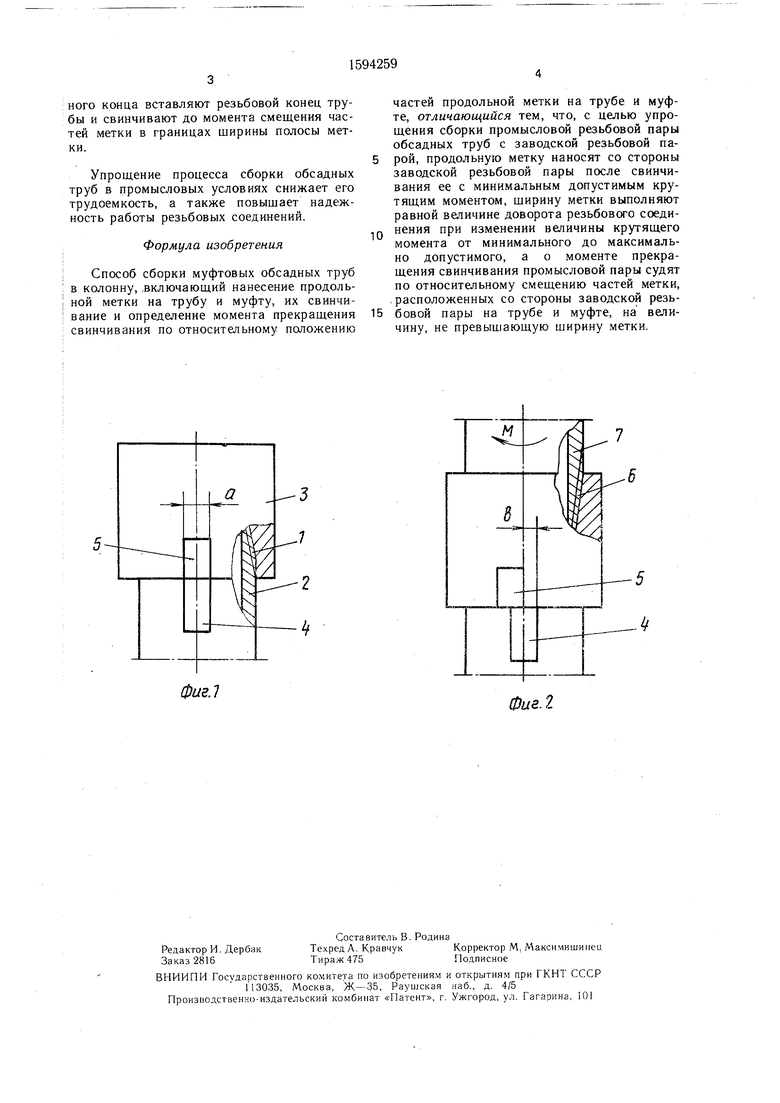
На фиг. 1 показана схема осуществления способа сборки муфтовь1х обсадных труб в колонну до свинчивания промысловой резьбовой пары; на фиг. 2 - то же, после свинчивания.
Способ сборки муфтовых обсадных труб в колонну осуществляют следующим обр а- зом.
Цосле свинчивания с минимально-допус- тимыjw крутящим моментом заводской резьбовой пары 1 на трубу 2 и муфту 3 наносятся соответственно продольные метки 4 и 5, образующие прямую полоску щири- ной а, размер которой определяет величину доворота резьбового соединения при изменении крутящего момента от минимального до максимально допустимого.
При сборке промысловой резьбовой пары 6 (фиг. 2) нижнюю трубу 2 закрепляют. В муфту 3 со стороны свободного конца вставляют резьбовой конец верхней трубы 7 и, приложив возрастающий момент, ведут свинчивание до тех пор, пока не происходит смещение части метки 5, находящейся на муфте, относительно части метки 4, находящейся на трубе. При этом величина смещения b не должна превыщать ширины полосы а продольной метки.
Пример. На заводе свинчивают обсадную муфтовую трубу диаметром 244,5 мм и толщиной стенки 11,99 мм марки С-75 с резьбовым соединением VAM с минимально допустимым крутящиммоментом 147JO Н-м. Максимально допустимый крутя- щий момент для данного соединения 17660 н.м. а ширина метки а составляет 17 мм. Общая длина метки, нанесенной на заводе, составляет 100 мм, из которых 50 мм расположены на муфте, а 50 мм на трубе. При сборке обсадной колонны в промысловых условиях в муфту со стороны свободсд
со liu to сд
со
ного конца вставляют резьбовой конец трубы и свинчивают до момента смещения частей метки Б границах ширины полосы метки.
Упрощение процесса сборки обсадных труб в промысловых условиях снижает его трудоемкость, а также повышает надежность работы резьбовых соединений.
Формула изобретения
Способ сборки муфтовых обсадных труб ; в колонну, .включающий нанесение продоль- i ной метки на трубу и муфту, их свинчи- i вание и определение момента прекращения ; свинчивания по относительному положению
частей продольной метки на трубе и муфте, отличающийся тем, что, с целью упрощения сборки промысловой резьбовой пары обсадных труб с заводской резьбовой парой, продольную метку наносят со стороны заводской резьбовой пары после свинчивания ее с минимальным допустимым крутящим моментом, щирину метки выполняют равной величине доворота резьбового соединения при изменении величины крутящего момента от минимального до максимально допустимого, а о моменте прекращения свинчивания промысловой пары судят по относительному смещению частей метки, . расположенных со стороны заводской резьбовой пары на трубе и муфте, на величину, не превышающую ширину метки.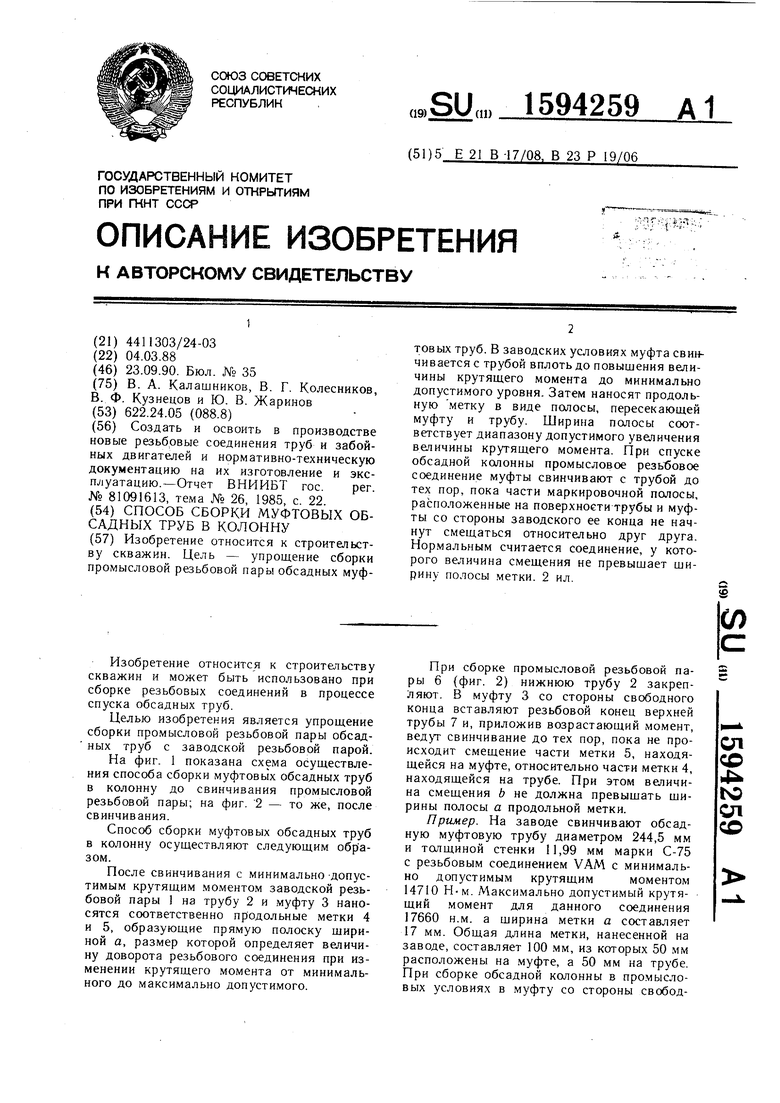
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ КОНИЧЕСКИХ РЕЗЬБ МУФТ И ТРУБ | 2005 |
|
RU2300693C1 |
| Способ визуального контроля свинчивания нефтепромысловых труб. | 2017 |
|
RU2668582C1 |
| Способ визуального контроля свинчивания муфтового соединения нефтегазопромысловых труб | 2018 |
|
RU2687718C1 |
| СПОСОБ СВИНЧИВАНИЯ БЕЗУПОРНЫХ КОНИЧЕСКИХ ТРУБНЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2005 |
|
RU2294474C1 |
| СПОСОБ КОНТРОЛЯ ПРОЦЕССА СВИНЧИВАНИЯ КОЛОНН ОБСАДНЫХ И НАСОСНО-КОМПРЕССОРНЫХ ТРУБ В УСЛОВИЯХ СПУСКА ИХ В НЕФТЯНЫЕ СКВАЖИНЫ | 2022 |
|
RU2809458C1 |
| СПОСОБ НАНЕСЕНИЯ МЕТОК ДЛЯ ВИЗУАЛИЗАЦИИ СВИНЧИВАНИЯ НЕФТЕГАЗОПРОМЫСЛОВЫХ ТРУБ (ВАРИАНТЫ), СПОСОБ СВИНЧИВАНИЯ ЭТИХ ТРУБ И СПОСОБ ВИЗУАЛЬНОГО КОНТРОЛЯ СВИНЧИВАНИЯ ЭТИХ ТРУБ | 2005 |
|
RU2297511C2 |
| КОНИЧЕСКОЕ ТРУБНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ | 2001 |
|
RU2205320C2 |
| Трубное резьбовое соединение | 2002 |
|
RU2220272C1 |
| СПОСОБ СБОРКИ КОЛОНН НАРЕЗНЫХ ТРУБ | 2001 |
|
RU2215119C2 |
| БЕЗУПОРНОЕ КОНИЧЕСКОЕ ТРУБНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ | 2003 |
|
RU2244195C2 |
Изобретение относится к строительству скважин. Цель - упрощение сборки промысловой резьбовой пары обсадных муфтовых труб. В заводских условиях муфта свинчивается с трубой вплоть до повышения крутящего момента до минимального допустимого уровня. Затем наносят продольную метку в виде полосы, пересекающей муфту и трубу. Ширина полосы соответствует диапазону допустимого увеличения величины крутящего момента. При спуске обсадной колонны промысловое резьбовое соединение муфты свинчивают с трубой до тех пор, пока части маркировочной полосы, расположенные на поверхности трубы и муфты со стороны заводского ее конца не начнут смещаться относительно друг друга. Нормальным считается соединение, у которого величина смещения не превышает ширину полосы метки. 2 ил.
фиг.7
фиг.г
| Создать и освоить в производстве новые резьбовые соединения труб и забойных двигателей и нормативно-техническую документацию на их изготовление и эксплуатацию.-Отчет ВНИИБТ гос per № 81091613, тема № 26 1985 с 22 |
