Изобретение относится к легкой промышленности, в частности к швейному производству, а именно к способам изготовления цельнокроенного воротника.
Указанная цель достигается тем, что проводят раскрой ткани и клеевой прокладки на детали, формируют пакет материалов, для чего на нижнюю подушку пресса укладывают деталь цельнокроенного воротника лицевой стороной вниз, а на последнюю накладывают термоклеевой прокладочный материал, а на полученном пакете материалов размещают шаблон для формования линии сгиба отлета, и соединяют между собой при прессовании. При этом клеевой прокладочный материал укладывают на деталь цельнокроенного воротника для обеспечения совпадения линии утка клеевой прокладки и по детали воротника по меньшей мере на участках концов отлета воротника по линии сгиба на расстоянии, равном 2,5- 6,5 см и 10-18 см от центра воротника.
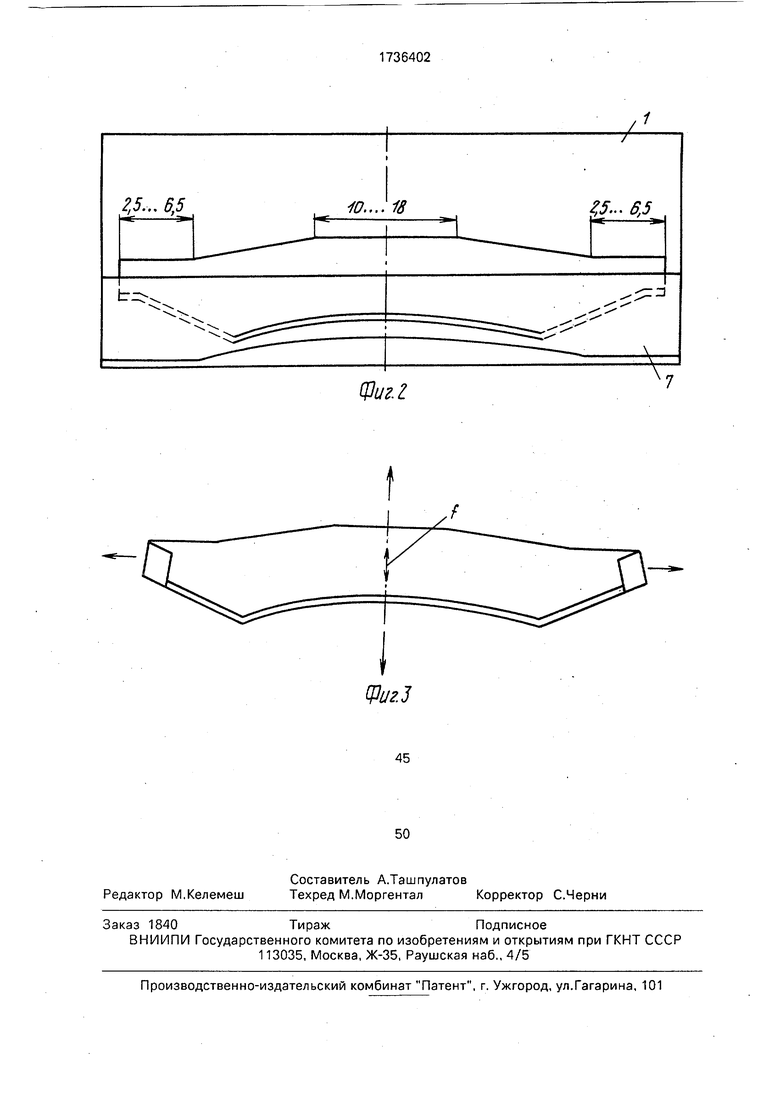
На фиг.1 изображено расположение клеевой прокладки на цельнокроенном воротнике с направлением нитей основы и утка; на фиг.2 - форма кривой линии сгиба отлета цельнокроенного воротника; на фиг.З - направление возможной деформации цельнокроенного воротника.
Способ изготовления цельнокроенного воротника осуществляется при следующих режимах:
Температура подушек, °С 110-130
Температура пара, °С 200-230
|
СО
о
4 О
ю
103-0,6
1СГ
Усилие прессования, н/м20,3
Время прессования, с10-30
Способ осуществляют следующим образом.
На нижнюю подушку 1 пресса укладывают: цельнокроенный воротник 2 из основной ткани лицевой стороной вниз, клеевую прокладку 3 с клеевым покрытием вниз и внутренний шаблон 4, соответствующий ли- нии отлета воротника. При этом клеевую прокладку 3 располагают так, что ее нити утка 5 совпадают с нитями утка цельнокро- енного воротника 2 из основной ткани, по меньшей мере в трех основных позициях: на участках концов отлета воротника по линии сгиба на расстоянии, равном 2,5-6,5 см и 10-18 см по центру воротника. После чего посредством внешнего шаблона 7 производят формование кривой линии сгиба отлета цельнокроенного воротника, затем выполняют формование стойки воротника, окончательное формование воротника и его прессование.
Устойчивость заданной формы кривой линии сгиба отлета цельнокроенного воротника достигается вследствие того, что при укладывании клеевой прокладки по долевой самой детали одежды в пакете последней по направлении нитей основы и утка происхо- дит уплотнение структуры ткани по основе и утку, в результате повышается плотность по всей поверхности цельнокроенного воротника, которая исключает подвижность
сетчатого строения ткани в направлении возможной деформации детали.
Способ улучшает качество формования за счет повышения формоустойчивости (примерно на 10%) кривой линии сгиба отлета цельнокроенного воротника в процессе изготовления и эксплуатации, что обеспечивает хорошую посадку изделия и товарный вид.
Формула изобретения Способ изготовления цельнокроенного воротника верхней мужской одежды, при котором проводят раскрой ткани и клеевой прокладки на детали и формируют пакет, для чего на нижнюю подушку пресса укладывают деталь цельнокроенного воротника лицевой стороной вниз, на последнюю накладывают клеевую прокладку, а на полученном пакете материалов размещают шаблон для формования линии сгиба, и соединяют детали между собой прессованием, отличающийся тем, что, с целью повышения качества получаемого изделия за счет повышения формоустойчивости криволинейной линии сгиба, перед прессованием клеевую прокладку укладывают на деталь цельнокроенного воротника с обеспечением совпадения нитей утка клеевой прокладки и детали воротника по меньшей мере на трех участках, на участках концов отлета воротника по линии сгиба на расстоянии, равном 2,5-6,5 см и 10-18 см по центру воротника,

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления цельновыкроенного воротника для верхней одежды | 1987 |
|
SU1595435A1 |
| Способ изготовления воротника для верхней одежды | 1978 |
|
SU993910A1 |
| Способ изготовления одежды | 1989 |
|
SU1673027A1 |
| Способ формования объемных частей деталей одежды и устройство для его осуществления | 1989 |
|
SU1738881A1 |
| Пресс для формования деталей одежды | 1986 |
|
SU1509457A1 |
| Способ раскроя цельнокроенных деталей одежды | 1976 |
|
SU997653A1 |
| Способ обработки и сборки деталей одежды и пресс для его осуществления | 1954 |
|
SU108761A1 |
| Способ изготовления полочки | 1986 |
|
SU1313411A1 |
| Способ формования и дублирования объемных деталей одежды | 1987 |
|
SU1588369A1 |
| СПОСОБ ПОСТРОЕНИЯ ШАБЛОНА ВОРОТНИКА | 2005 |
|
RU2295899C1 |
Изобретение относится к швейному производству. Цель изобретения - повышение качества получаемого изделия. Способ изготовления цельнокроенного воротника мужской верхней одежды, при котором проводят раскрой ткани и клеевой прокладки на детали и формируют пакет, для чего на нижнюю подушку пресса укладывают деталь цельнокроенного воротника лицевой стороной вниз, на последнюю накладывают клеевую прокладку, а на полученном пакете материалов размещают шаблон для формования линии сгиба и соединяют детали между собой прессованием. Перед прессованием клеевую прокладку укладывают на деталь цельнокроенного воротника с обеспечением совпадения нитей утка клеевой прокладки и детали воротника по меньшей мере на трех участках, на участках концов отлета воротника по линии сгиба на расстоянии, равном 2,5-6,5 см и 10-18 см по центру воротника.3 ил. СО с
ФиМ
(Риг. г
Pi/zJ
| Петрова Л .С | |||
| Исследование методов од- нопроцессной обработки, формования и сборки технологических деталей мужской верхней одежды | |||
| Автореф | |||
| дис | |||
| МТИЛП, 1978. |
