кл
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ВЕСА ТРАНСПОРТНЫХ СРЕДСТВ | 1997 |
|
RU2116630C1 |
| Пресс для гибки заготовок с растяжением | 1982 |
|
SU1107927A1 |
| МНОГОКАНАЛЬНЫЙ ИСТОЧНИК ЭЛЕКТРОПИТАНИЯ С ЗАЩИТОЙ | 1990 |
|
RU2011258C1 |
| Устройство для стыковой контактной сварки труб из термопластов | 1990 |
|
SU1742092A1 |
| Устройство дистанционного регулирования подачи краски на печатных машинах (его варианты) | 1981 |
|
SU1451053A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ПОЛОСЫ ПРОПУСКАНИЯ РЕЦЕПТИВНЫХ ПОЛЕЙ НЕЙРОНОВ ЗРИТЕЛЬНОЙ СИСТЕМЫ | 2003 |
|
RU2240029C1 |
| АВТОМАТИЗИРОВАННОЕ РАБОЧЕЕ МЕСТО ОПЕРАТОРА УПРАВЛЕНИЯ ВОЗДУШНЫМ ДВИЖЕНИЕМ | 2001 |
|
RU2219586C2 |
| АВТОМАТИЗИРОВАННЫЙ СТЕНД КОНТРОЛЯ ВЫХОДНЫХ ХАРАКТЕРИСТИК СПИРАЛЬНЫХ ПРУЖИН | 2012 |
|
RU2526553C2 |
| УСТРОЙСТВО СБОРА И РЕГИСТРАЦИИ ПОЛЕТНОЙ ИНФОРМАЦИИ | 1990 |
|
SU1825189A1 |
| СИСТЕМА ДИАГНОСТИРОВАНИЯ ГИДРОПРИВОДА | 2001 |
|
RU2187723C1 |
Изобретение относится к области сварки пластмасс и может найти применение при строительстве трубопроводов. Цель - повышение надежности и долговечности сварного соединения. Для этого устройство для сварки пластмассовых труб снабжено установленным в линии подвода давления к гидроцилиндру перемещения подвижного зажима гидроклапаном давления с блоком управления и усилителем. Устройство снабжено также узлом формирования сигнала давления, последовательно соединенным с ним программируемым запоминающим устройством, узлом формирования линейно нарастающего напряжения со счетчиками, последовательно соединенным с ним генератором импульсов и путевым датчиком для управления счетчиками, установленным с возможностью взаимодействия с подвижным зажимом. Узел формирования сигнала давления и узел формирования линейно нарастающего напряжения параллельно подключены на вход усилителя гидроклапана давления. 3 ил.
Изобретение относится к сварке пластмасс и может найти применение при строительстве трубопроводов.
Цель изобретения - повышение надежности и долговечности сварного соединения..
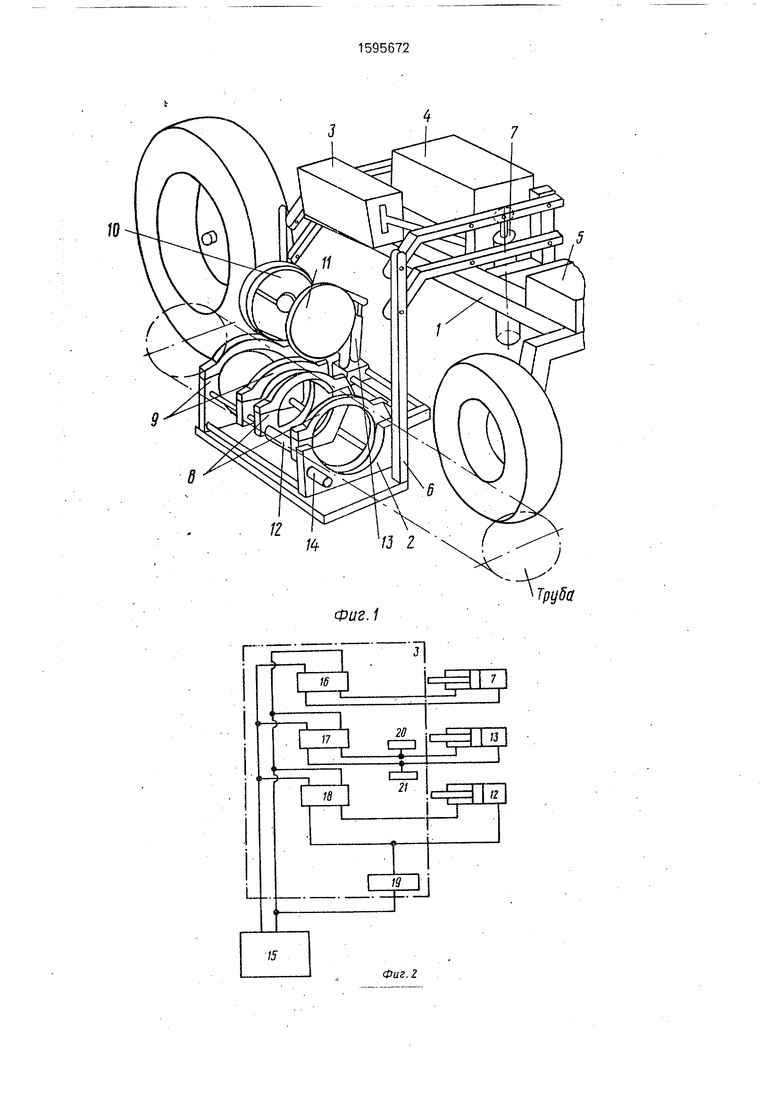
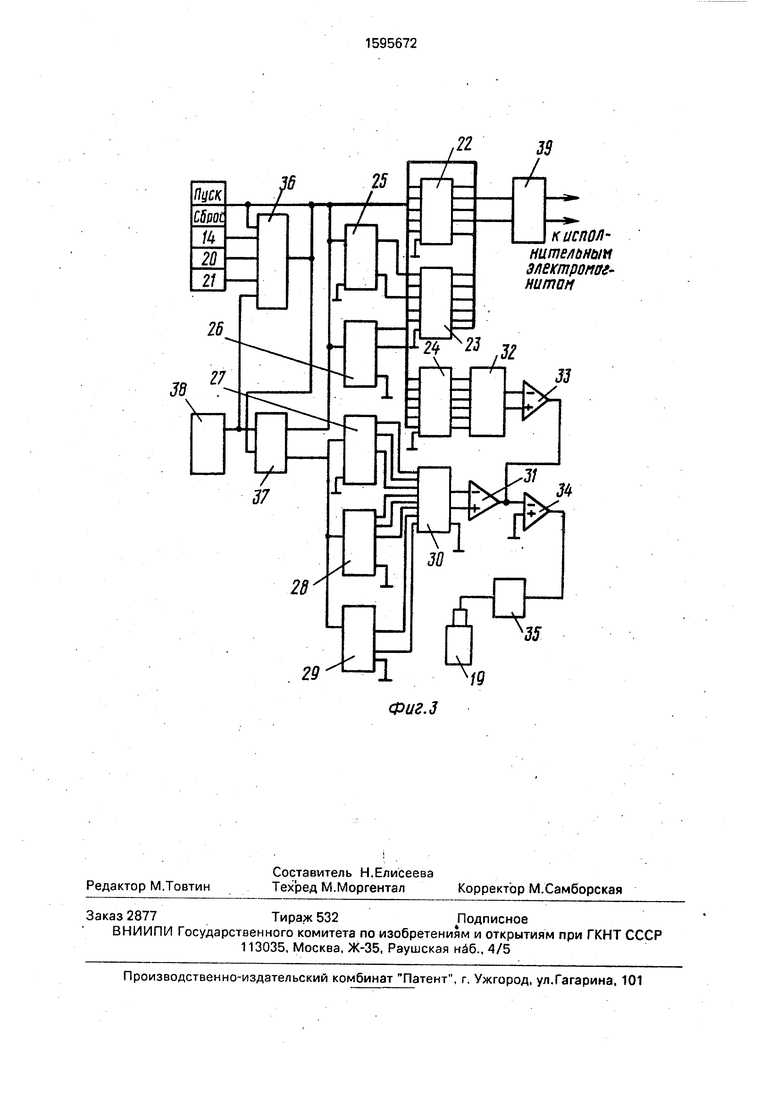
На фиг. 1 изображено устройство, общий вид; на фиг.2 - схема гидросистемы; на фиг.З - электрическая схема блока процессора.
Устройство для сварки пластмассовых труб содержит самоходную тележку 1, на которой установлены сварочный блок 2, пульт управления 3, шкаф 4 гидроаппаратуры, шкаф 5 электроаппаратуры. Сварочный
блок 2 установлен на раме 6, которая с помощью рычагов соединена с тележкой 1 и может при помощи гидроцилиндра 7 перемещаться в плоскости, перпендикулярной продольной оси тележки. Сварочный блок 2 содержит подвижный 8 и неподвижный 9 зажимы, торцовальный механизм 10, электронагревательный инструмент 11, гидроцилиндры 12, 13 и путевой датчик 14. Гидроцилиндр 12 служит для перемещения подвижного зажима 8, а гидроцилиндр 13 - для перемещения нагревательного инструмента 11. Путевой датчик 14 взаимодействует с подвижным зажимом и служит для подачи сигналов в блок процессора, расположенный в шкафу 5 электроаппаратуры.
ш о
XI
..:„
Гидравлическая система устройства фиг.2) содержит короб 15 гидравлической энергии, распределители 16-18, управляющие гидроцилиндрами 7,12,13, гидроклапан 19 давления с электрическим управлением, установленный в линии подвода давления к гидроцилиндру 12 при прямом ходе подвижного зажима 8, и датчиков 20, 21, установленных в линиях подвода давления к гидроцилиндру 13 и служащих для подачи сигналов в блок процессора. Распределители 16-18, датчики 20,21 установлены в шкафу 4 гидроаппаратуры.
Блок процессора (фиг.З) служит для управления процессом сварки полиэтиленовых труб по заданной программе и представляет собой автомат с программно- .заданным алгоритмом работы. Схема блока процессора содержит несколько узлов, каждый из которых выполняет определенную функцию.
Основой работы процессора является программа, которая хранится в узле памяти, собранном на интегральных микросхемах (ИМС), который включает однократно программируемые постоянные запоминающие устройства 22-24 (ДД8-ДД10),
Работа процессора разбита на такты, счет которых осуществляет линейка счетчиков 25,26 {ДДЗ-ДД4) на ИМС. Аналогичную линейку счетчиков 27-29 (ДД5-ДД7) на ИМС, имеет и узел формирования линейно нарастающего напряжения, в который также входят цифроаналоговый преобразователь 30 (ДА5) и операционный усилитель 31 (ДА1). На интегральных микросхемах (ИМС) выполнен узел формирования сигнала давления, включающий цифроаналоговый преобразователь 32 (ДА4) и операционный усилитель 33 (ДА2), а также усилитель 34 (ДДЗ), формирующий управляющий сигнал блоком управления 35 (БУ),
На мультиплексоре 36 (ДД1) и ждущем мультивибраторе 37 (ДД2) ИМС выполнен узел выбора датчика и совпадения.
Генератор 38 (G) служит для создания импульсов постоянной частоты. Узел ключей 39 (К) выполняет функцию коммутатора силовых цепей исполнительных электромагнитов распределителей.
Элементы блока процессора имеют следующую взаимосвязь. На входы мульти- плексора 36 подключены сигнальные шины датчиков 14,20,21, кнопки управления Пуск, Сброс, а также выход генератора 38.
К адресным входам мультиплексора 36 подключены шииы запоминающего устройства 22, по которым осуществляется управление мультиплексором. Выход мультиплексора 36 через ждущий мультивибратор 37 подключен к входу линейки счетчиков 25,26, выходы к оторых в свою очередь подключены к адресным шинам запоминающих устройств 22,23 узла памяти,
Управляющие шины запоминающего устройства 22 узла памяти подключены к узлу ключей 39, а управляющие шины запоминающего устройства 23 подключены к ад- ресным входам запоминающего устройства 24 и мультивибратору 37 узла выбора датчика и совпадения. Выход мультивибратора 37 узла выбора датчика и совпадения подключен к входу линейки счётчиков 27-29 5 узла формирования линейно нарастающего напряжения, которые в свою очередь соединены с цифроаналоговым преобразователем 30 и операционным усилителем 31 этого узла. Выходы операционного усилите- 0 ля 31 узла формирования линейно нарастающего напряжения и операционного усилителя 33 узла формирования сигнала давления параллельно подключены к входу усилителя 34, который соединен с блоком 5 управления 35 гидроклапана давления 19.В зависимости от величины сигнала (напряжения), поступающего в блок управления 35 от усилителя 34, гидроклапан давления 19 устанавливает в линии подвода давления к 0 цилиндру перемещения подвижного зажима давление, соответствующее величине поступившего сигнала.
Программируемое запоминающее устройство 24 последовательно соединено с 5 узлом формирования сигнала давления. Генератор 38 импульсов последовательно соединен с узлом формирования линейно нарастающего напряжения. Питание блока процессора обеспечивается от источника 0 стабилизированного напряжения (не показан).
Устройство работает следующим образом.
При подъезде к месту сварки свароч- 5 ный блок 2 опускается на грунт с помощью распределения 16 и гидроцилиндра 7. Свариваемые трубы закрепляются в зажимах так. чтобы между их торцами оставался зазор для размещения торцовального меха- 50 низма 10. В зазор между трубами вручную вводится торцовальный механизм и производится зачистка торцов труб.
.После удаления торцовального механизма к зоне сварки вручную подводится 55 нагрева тельный инструмент 11 и устанавливается в таком положении, чтобы при вводе его в зазор не произошло повреждения труб. Нагревательный инструмент к этому моменту должен быть нагрет до нужной температуры. Нажатием на кнопку Пуск в работу включается автоматическая система управления. Работа происходит поэтапно. Переход от одного этапа к другому осуществляется по сигналу одного из внешних датчиков 14,20,21. Сигналы проходят через мультиплексор 36 и передаются двоичным счетчикам 25.26, которые формируют двоичный код этапа и передают его на запоминающие устройства 22,23. Эти устройства 22-,23 формируют управляющее слово и тем самым осуществляют управление узлом ключей 39, коммутирующим силовые цепи распределителей 17 и 18. Одновременно запоминающее устройство 23 управляет платой временных интервалов и элементами узла формирования сигнала давления.
Управляющий сигнал, поступающий на усилитель 34 и далее на блок управления 35 клапана 19, формируется в двух узлах, элементы которых включены параллельно в цепь управления. Первый узел - узел формирования сигнала давления, формирует сигнал, величина которого заложена в запоминающее устройство 24 узла памяти. Второй узел - узел формирования линейно нарастающего напряжения, состоящий из счатчиков импульсов 27-29, цифроаналого- вый преобразователь 30 и операционный усилитель 31, работающий совместно с генератором 38 импульсов (G) и узлом выбора датчика и совпадения, формирует сигнал, обеспечивающий создание в гидросистеме давления холостого хода. При работе счетчиков на счетный вход цифроаналогового преобразователя 30 поступают импульсы от генератора 38 с постоянной частотой. Преобразователь 30 в паре с усилителем 21 формируют линейно нарастающее напряжение, которое передается через усилитель 34 на блок управления 35, управляющий ра- ботой гидроклапана давления 19, что обеспечивает пропорциональное повышение давления в гидросистеме. Повышение давления прекращается в момент страгивания подвижного зажима 8 по сигналу датчика 14. При этом с мультиплексора 36 на мультивибратор 37 по,ается запрет прохождению импульсов от генератора 38 к счетчикам. Счетчики 27-29 останавливаются и прекращают повышение напряжения управляющего сигнала. Разрешение на начало работы счетчиков 27-29 поступает на
мультивибратор 37 с запоминающего устройства 23. В момент окончания работы счетчиков запоминающее устройство 23 пропускает к усилителю 34 сигнал, сформированный элементами узла формирования сигнала давления, который суммирует его с сигналом (напряжением), соответствующим давлению холостого хода, и передает суммированный сигнал на блок управления 35 гидроклапана давления 19. Это обеспечивает установление в гидросистеме рабочего давления, равного по величине сумме дав- лений холостого хода и заданного программой.
Таким образом, устройство обеспечивает автоматическое установление в гидросистеме давления холостого хода, суммирование его с заданными программой величинами давлений и автоматическое установление оптимальных величин рабочих давлений на каждом этапе сварки, что позволяет снизить влияние факторов внешней среды на качество сварных соединений.
Ф О рмулаизобретения Устройство для сварки пластмассовых труб, содержащее подвижный и неподвижный зажимь. электронагревательный инструмент, гидравлическую систему, включающую гидроцилиндры перемещения подвижного зажима и электронагревательного инструмента, и электроаппаратуру, о т- личающееся тем, что, с целью повышения надежности и долговечности сварного соединения, устройство снабжено установленным в линии подвода давления к гидроцилиндру перемещения подвижного зажима гидроклапаном давления с блоком управления и усилителем, узлом формирования сигнала давления, последовательно соединенным с ним программируемым запоминающим устройством, узлом формирования линейно нарастающего напряжения со счетчиками, последовательно соединенным с ним генератором импульсов и путевым датчиком для управления счетчиками, установленным с возможностью взаимодействия с подвижным зажимом, причем узел формирования сигнала давления и узел формирования линейно нарастающего напряжения параллельно подключены на вход усилителя гидроклапана давления.
/4
Фиг. i
Фиг.г
Фиг.З
| Устройство для сварки труб изТЕРМОплАСТОВ | 1979 |
|
SU821170A1 |
| Солесос | 1922 |
|
SU29A1 |
| Зайцев К.И | |||
| варка пластмасс при сооружении объектов нефтяной и газовой промышленности | |||
| М.; Недра, 1984, с, 171-173 | |||
