Изобретение относится к обработке металлов давлением, в частности к устройствам для производства деталей из профилей гибкой с растяжением на гидравлических гибочно-растяжных прессах с программным управлением.
Известен пресс для гибки заготовок с растяжением, содержащий пуансон, два зажима, каждый из которых установлен на поворотном растяжном гидроцилиндре, шарнирно закрепленном на поворотном гибочном рычаге с приводом от гибочного гидроцилиндра, датчики линейного перемещения зажимов и сельсины-датчики углов поворота гибочных рычагов, систему записи и воспроизведения траектории движения зажимов систему формирования управляющего электрического сигнала растяжных гидроцилиндров и управляемые сервоклапаны 1.
Недостатками известного пресса являются низкие точность и качество изделий в связи с возможным перемещением зажимами заготовки относительно центра пуансона, неравномерным распределением деформации по длине детали в результате влияния сил трения.
Цель изобретения - повыщение точности и качества изделий.
Для реализации указанной цели пресс для гибки заготовок растяжением, содержащий пуансоны, два зажима, каждый из которых установлен на поворотном растяжном гидроцилиндре, шарнирно закрепленном на поворотном гибочном рычаге, с приводом от гибочного гидроцилиндра, датчики линейного перемещения зажимов и сельсиныдатчики углов поворота гибочных рычагов, систему записи и воспроизведения траектории движения зажимов, систему формирования управляющего электрического сигнала растяжных гидроцилиндров и управляемые сервоклапаны, снабжен блоком синхронизации перемещения зажимов и ввода исходных данных, выполненным в виде дифференциального усилителя, два входа которого соединены с выходами датчиков линейного перемещения зажимов, а выход - с системой формирования управляюЩ,его электрического сигнала одного из растяжных гидроцилиндров, задатчика скорости перемещения зажимов растяжных гидроцилиндров, электрически связанного с системой формирования управляющего электрического сигнала растяжных гидроцилиндров, задатчиков площади поперечного сечения заготовки и уровня механических свойств, а также перемножающего элемента, входы которого соединены с выходами задатчиков площади поперечного сечения заготовки и уровня механических свойств, а выход - с системой формирования управляющего электрического сигнала растяжных гидроцилиндров, узлом определения угла огибания заготовкой пуансона, выполненным в виде последовательно соединенных с сельсином-датчиком углов поворота гибочного рычага, дифференциального сельсина, установленного по оси поворота растяжного гидроцилиндра, и сельсина-приемника, соединенного с системой записи и вопроизведения траектории
движения зажимов, электродатчиками давления, установленными в гидросистеме растяжных гидроцилиндров, встроенными в систему записи и воспроизведения траектории движения зажимов, и программным блоком задания предварительного растяжения, рас0 тяжения в процессе изгиба и калибровочного растяжения, сумматором программ и сравнивающим узлом, один из входов которого соединен с датчиком перемещения зажимов, другой - с выходом сумматора программ, а выход - с клапаном управления гибоч ного гидроцилиндра и системой формирования управляющего электрического сигнала растяжных гидроцилиндров а также включенным в систему формирования управляющего электрического сигнала рас0 тяжных гидроцилиндров компаратором, релейным и дифференциальным усилителями и реле, обмотка которого соединена с выходом сравнивающего узла, размыкающие контакты реле выполнены с возможностью периодического соединения выхода дифференциального усилителя и выхода задатчика скорости с дифференциальным усилителем, а замыкающие контакты реле также выполнены с возможностью периодического соединения выхода сумматора с дифференциальным усилителем, причем входы
0 компаратора соединены с выходами перемножающего элемента и электродатчика давления в гидросистеме, а выход через релейный усилитель - с датчиком перемещения зажимов.
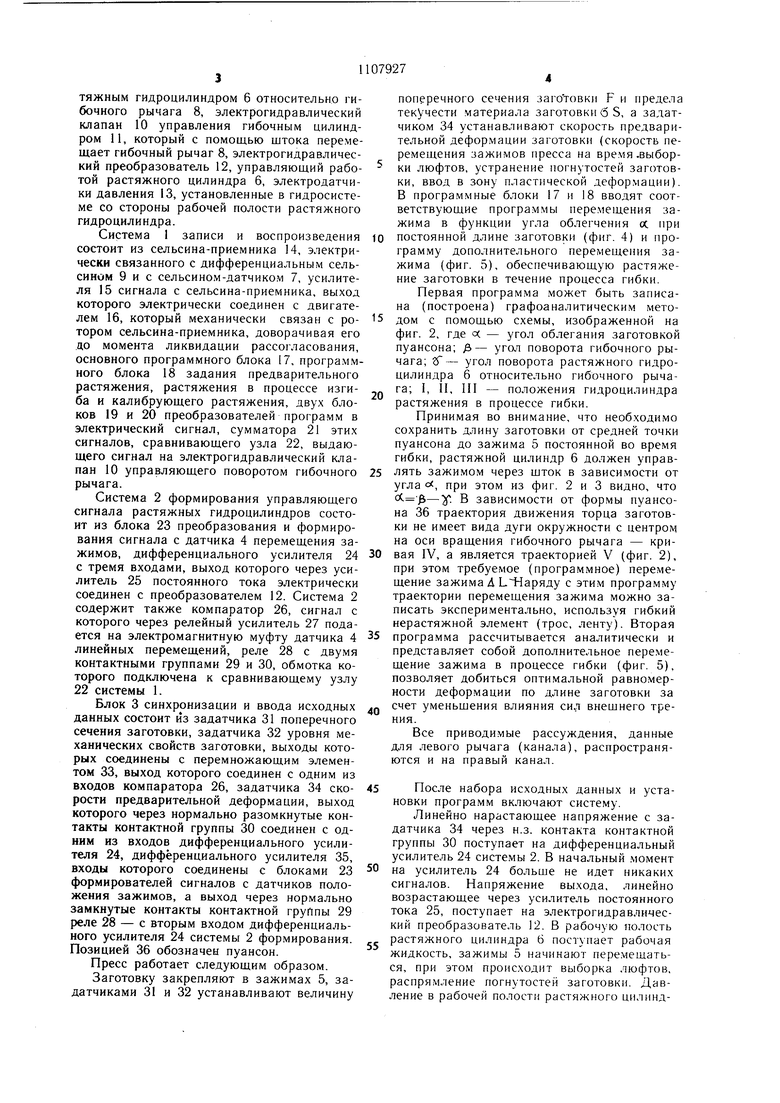
На фиг. 1 изображена схема пресса для
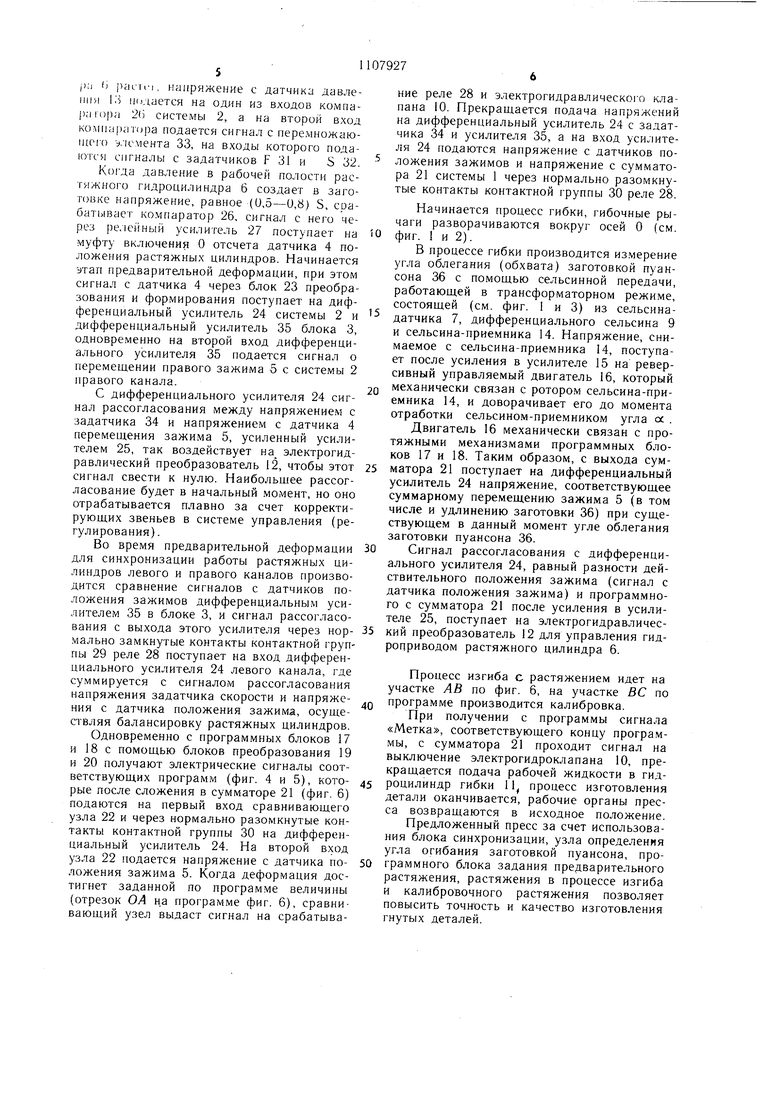
гибки заготовок с растяжением; на фиг. 2 - схема для расчета и построения траектории движения зажима в функции угла облегания заготовкой пуансона без ее растяжения; на фиг. 3 - схема, поясняющая оп0 ределение угла облегания заготовкой пуансона; на фиг. 4 - программа перемещения зажима в функции угла облегания прн постоянной длине заготовки; на фиг. 5 - программа блока задания предварительного растяжения, растяжения в процессе изгиба
5 и калибровочного растяжения; на фиг. 6 - выходная программа с сумматора.
Пресс для гибки заготовок с растяжением содержит систему 1 записи и воспроизведения траектории движения зажимов, систему 2 формирования управляющего электри0 ческого сигнала растяжных гидроцилиндров, блок 3 синхронизации перемещения зажимов и ввода исходных данных, датчик 4 линейных перемещений зажимов 5, установленный на рычажном устройстве, расположенном на каретке (не показана) с растяжным цилиндром 6, сельсин-датчик 7 угла поворота ft (см. фиг. 2 и 3) гибочного рычага 8, диференциальный сельсин 9 - датчик угла поворота V (см. фиг. 2 и 3) каретки с растяжным гидроцилиндром 6 относительно гибочного рычага 8, электрогидравлический клапан 10 управления гибочным цилиндром 11, который с помощью штока перемещает гибочный рычаг 8, электрогидравлический преобразователь 12, управляющий работой растяжного цилиндра 6, электродатчики давления 13, установленные в гидросистеме со стороны рабочей полости растяжного гидроцилиндра.
Система 1 записи и воспроизведения состоит из сельсина-приемника 14, электрически связанного с дифференциальным сельсином 9 и с сельсином-датчиком 7, усилителя 15 сигнала с сельсина-приемника, выход которого электрически соединен с двигателем 16, который механически связан с ротором сельсина-приемника, доворачивая его до момента ликвидации рассогласования, основного программного блока 17, программного блока 18 задания предварительного растяжения, растяжения в процессе изгиба и калибрующего растяжения, двух блоков 19 и 20 преобразователей программ в электрический сигнал, сумматора 21 этих сигналов, сравнивающего узла 22, выдающего сигнал на электрогидравлический клапан 10 управляющего поворотом гибочного рычага.
Система 2 формирования управляющего сигнала растяжных гидроцилиндров состоит из блока 23 преобразования и формирования сигнала с датчика 4 перемещения зажимов, дифференциального усилителя 24 с тремя входами, выход которого через усилитель 25 постоянного тока электрически соединен с преобразователем 12. Система 2 содержит также компаратор 26, сигнал с которого через релейный усилитель 27 подается на электромагнитную муфту датчика 4 линейных перемещений, реле 28 с двумя контактными группами 29 и 30, обмотка которого подключена к сравнивающему узлу 22 системы 1.
Блок 3 синхронизации и ввода исходных данных состоит из задатчика 31 поперечного сечения заготовки, задатчика 32 уровня механических свойств заготовки, выходы которых соединены с перемножающим элементом 33, выход которого соединен с одним из входов компаратора 26, задатчика 34 скорости предварительной деформации, выход которого через нормально разомкнутые контакты контактной группы 30 соединен с одним из входов дифференциального усилителя 24, дифференциального усилителя 35, входы которого соединены с блоками 23 формирователей сигналов с датчиков положения зажимов, а выход через нормально замкнутые контакты контактной груйпы 29 реле 28 - с вторым входом дифференциального усилителя 24 системы 2 формирования. Позицией 36 обозначен пуансон.
Пресс работает следующим образом.
Заготовку закрепляют в зажимах 5, задатчиками 31 и 32 устанавливают величину
поперечного сечения заготовки F и предела текучести материала заготовки б S, а задатчиком 34 устанавливают скорость предварительной деформации заготовки (скорость перемещения зажимов пресса на время.выбор- ки люфтов, устранение погнутостей заготовки, ввод в зону пластической деформации). В программные блоки 17 и 18 вводят соответствующие программы перемещения зажима в функции угла облегчения ос при
0 постоянной длине заготовки (фиг. 4) и программу дополнительного перемещения зажима (фиг. 5), обеспечивающую растяжение заготовки в течение процесса гибки.
Первая программа .может быть записана (построена) графоаналитическим мето5 дом с помощью схемы, изображенной на фиг. 2, где с( - угол облегания заготовкой пуансона; - угол поворота гибочного рычага; Г- угол поворота растяжного гидроцилиндра 6 относительно гибочного рычага; I, 11, III - положения гидроцилиндра растяжения в процессе гибки.
Принимая во внимание, что необходимо сохранить длину заготовки от средней точки пуансона до зажима 5 постоянной во время гибки, растяжной цилиндр 6 должен управ5 лять зажимом через шток в зависимости от угла о, при этом из фиг. 2 и 3 видно, что В зависимости от формы пуансона 36 траектория движения торца заготовки не имеет вида дуги окружности с центром на оси вращения гибочного рычага - кри0 вая IV, а является траекторией V (фиг. 2), при этом требуемое (программное) перемещение зажима Д Ь Наряду с этим программу траектории перемещения зажима можно записать экспериментально, используя гибкий нерастяжной элемент (трос, ленту). Вторая
программа рассчитывается аналитически и представляет собой дополнительное перемещение зажима в процессе гибки (фиг. 5), позволяет добиться оптимальной равномерности деформации по длине заготовки за счет уменьщения влияния сил внешнего трения.
Все приводимые рассуждения, данные для левого рычага (канала), распространяются и на правый канал.
5После набора исходных данных и установки программ включают систему.
Линейно нарастающее напряжение с задатчика 34 через н.з. контакта контактной группы 30 поступает на дифференциальный усилитель 24 системы 2. В начальный .момент
0 на усилитель 24 больше не идет никаких сигналов. Напряжение выхода, линейно возрастающее через усилитель постоянного тока 25, поступает на электрогидравлический преобразователь 12. В рабочую полость растяжного цилиндра 6 поступает рабочая жидкость, зажимы 5 начинают пере.мешаться, при этом происходит выборка люфтов, распрямление погнутостей заготовки. Давление в рабочей полости растяжного цилиндj);i () (UR-iri, напряжение с датчика давления 1,i подается на один из входов компара гора 2() системы 2, а на второй вход компаратора подается сигнал с перемножаюiiuMO элемента 33, на входы которого подаются сигналы с задатчиков F 31 и S 32. давление в рабочей полостн растяжного гидроцилиндра 6 создает в заготовке напряжение, равное (0,5-0,8) S, срабатывает компаратор 26, сигнал с него через релейный усилитель 27 поступает на муфту включения О отсчета датчика 4 положения растяжных цилиндров. Начинается атап нредварите/тьиой деформации, при этом сигнал с датчика 4 через блок 23 преобразования и формирования поступает на дифференциальный усилитель 24 системы 2 и дифференциальный усилитель 35 блока 3, одновременно на второй вход дифференциального усилителя 35 подается сигнал о перемещении правого зажима 5 с системы 2 правого канала. С дифференциального усилителя 24 сигнал рассогласования между напряжением с задатчика 34 и напряжением с датчика 4 перемещения зажима 5, усиленный усилителем 25, так воздействует на электрогидравлический преобразователь 12, чтобы этот сигнал свести к нулю. Наибольшее рассогласование будет в начальный момент, но оно отрабатывается плавно за счет корректирующих звеньев в системе управления (регулирования). Во время предварительной деформации для синхронизации работы растяжных цилиндров левого и правого каналов производится сравнение сигналов с датчиков положения зажимов дифференциальным усилителем 35 в блоке 3, и сигнал рассогласования с выхода этого усилителя через нормально замкнутые контакты контактной группы 29 реле 28 поступает на вход дифференциального усилителя 24 левого канала, где суммируется с сигналом рассогласования напряжения задатчика скорости и напряжения с датчика положения зажима, осуществляя балансировку растяжных цилиндров. Одновременно с программных блоков 17 и 18 с помощью блоков преобразования 19 и 20 получают электрические сигналы соответствующих программ (фиг. 4 и 5), которые после сложения в сумматоре 21 (фиг. 6) подаются на первый вход сравнивающего узла 22 и через нормально разомкнутые контакты контактной группы 30 на дифференциальный усилитель 24. На второй вход узла 22 подается напряжение с датчика положения зажима 5. Когда деформация достигнет заданной по программе величины (отрезок ОА нг программе фиг. 6), сравнивающий узел выдаст сигнал на срабатывание реле 28 и электрогидравлического клапана 10. Прекращается подача напряжений на дифференциальный усилитель 24 с задатчика 34 и усилителя 35, а на вход усилителя 24 подаются напряжение с датчиков положения зажимов и напряжение с сумматора 21 системы 1 через нормально разомкнутые контакты контактной группы 30 реле 28. Начинается процесс гибки, гибочные рычаги разворачиваются вокруг осей О (см. фиг. 1 и 2). В процессе гибки производится измерение угла облегания (обхвата) заготовкой пуансона 36 с помощью сельсинной передачи, работающей в трансформаторном режиме, состоящей (см. фиг. I и 3) из сельсинадатчика 7, дифференциального сельсина 9 и сельсина-приемника 14. Напряжение, снимаемое с сельсина-приемника 14, поступает после усиления в усилителе 15 на реверсивный управляемый двигатель 16, который механически связан с ротором сельсина-приемника 14, и доворачивает его до момента отработки сельсином-приемником угла of . Двигатель 16 механически связан с протяжными механизмами программных блоков 17 и 18. Таким образом, с выхода сумматера 21 поступает на дифференциальный усилитель 24 напряжение, соответствующее суммарному перемещению зажима 5 (в том числе и удлинению заготовки 36) при существующем в данный момент угле облегания заготовки пуансона 36. Сигнал рассогласования с дифференциального усилителя 24, равный разности действительного положения зажима (сигнал с датчика положения зажима) и программного с сумматора 21 после усиления в усилителе 25, поступает на электрогидравлический преобразователь 12 для управления гидроприводом растяжного цилиндра 6. Процесс изгиба с растяжением идет на участке АВ по фиг. 6, на участке ВС по программе производится калибровка. При получении с программы сигнала «Метка, соответствующего концу программы, с сумматора 21 проходит сигнал на выключение электрогидроклапана 10, прекращается подача рабочей жидкости в гидроцилиндр гибки 11 процесс изготовления детали оканчивается, рабочие органы пресса возвращаются в исходное положение. Предложенный пресс за счет использования блока синхронизации, узла определения угла огибания заготовкой пуансона, программного блока задания предварительного растяжения, растяжения в процессе изгиба и калибровочного растяжения позволяет повысить точность и качество изготовления гнутых деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство контроля деформации заготовки при гибке профилей с растяжением | 1979 |
|
SU863068A1 |
| Растяжно - обтяжной пресс | 1989 |
|
SU1738426A1 |
| Растяжно-обтяжный пресс | 1975 |
|
SU538764A1 |
| Система адаптивного управления процессом гибки с растяжением профилей для гибочно-растяжного пресса | 2023 |
|
RU2808294C1 |
| Устройство для контроля удлинения заготовки при обработке на обтяжных прессах | 1980 |
|
SU878391A1 |
| Устройство для контроля деформаций растяжения профильных деталей | 1971 |
|
SU472250A1 |
| Автомат для изготовления проволочных граблин | 1980 |
|
SU925493A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ГИБКИ С РАСТЯЖЕНИЕМ ПРОФИЛЬНЫХ ДЕТАЛЕЙ | 2003 |
|
RU2252831C1 |
| Устройство для контроля удлинения заготовки при правке растяжением на гидравлической машине | 1980 |
|
SU927368A1 |
| Способ гибки змеевиков и устройство для его осуществления | 1988 |
|
SU1814575A3 |
1. ПРЕСС ДЛЯ ГИБКИ ЗАГОТОВОК РАСТЯЖЕНИЕМ, содержащий пуансон, два зажима, каждый из которых установлен на поворотном растяжном гидроцилиндре, шарнирно закрепленном на поворотном гибочном рычаге, с приводом от гибочного гидроцилиндра, датчики линейного перемещения зажимов и сельсины-датчики углов поворота гибочных рычагов, систему записи и вопроизведения траектории движения зажимов, систему формирования управляющего электрического сигнала растяжных гидроцилиндров и управляемые сервоклапаны, отличающийся тем, что, с целью повышения точности и качества изготовления изделий, он снабжен блоком синхронизации перемещения зажимов и ввода исходных данных, выполненным в виде дифференциального усилителя, два входа которого соединены с выходами датчиков линейного перемещения зажимов, а выход - с системой формирования управляющего электрического сигнала одного из растяжных гидроцилиндров, задатчика скорости пере.мещения зажимов растяжных гидроцилиндров, электрически связанного с системой формирования управляющего электрического сигнала растяжных гидроцилиндров, задатчиков площади поперечного сечения заготовки и уровня механических свойств, а также перемножающего элемента, входы которого соединены с выходами задатчиков площади поперечного сечения заготовки и уровня механических свойств, а выход - с системой формирования управляющего электрического сигнала растяжных гидроцилиндров, узлом определения угла огибания заготовкой пуансона, выполненным в виде последовательно соединенных с сельсином-датчиком углов поворота гибочного рычага, дифференциального сельсина, установленного по оси поворота растяжного гидроцилиндра, и сельсина-приемника, соединенного с системой записи и воспроизведения траектории движения зажимов, электродатчиками давления, установленными в гидросистеме растяжных гидроцилиндров, встроенны.ми в систе.му записи и воспроизведения траектории движения зажимов, и программным блоком задания предварительного растяжения, рас(Л тяжения в процессе изгиба и калибровочного растяжения, сумматором программ и сравнивающим узлом, один из входов которого соединен с датчиком перемещения зажимов, другой - с выходом сумматора программ, а выход - с клапаном управления гибочного гидроцилиндра и системой формирования управляющего электрического сигнала растяжных гидроцилиндров, а так же включенны.м в систему формирования упсо ю равляющего электрического сигнала растяжных гидроцилиндров компаратором, релейным и дифференциальным усилителями и реле, об.мотка которого соединена с выходом сравнивающего узла, раз.мыкающие контакты реле выполнены с возможностью периодического соединения выхода дифференциального усилителя и выхода задатчика скорости с дифференциальным усилителем, а замыкающие контакты реле также выполнены с возможностью периодического соединения выхода сумматора с дифференциальным усилителем, причем входы компаратора соединены с выходами перемножающего элемента и электродатчика давления в гидросистеме, а выход через релейный усилитель - с датчиком перемещения зажимов.
ми)
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 3948071, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
